
Устройство токарно карусельного станка
Содержание:
- 1 Область применения
- 2 Виды станков
- 3 Особенности конструкции станков
- 4 Основные узлы станка на примере модели 1512
- 5 Технические характеристики на примере модели 1512
- 6 Отечественные модели станков
- 7 Отечественные станки с ЧПУ: особенности и преимущества
- 8 Отечественные модели станков с ЧПУ
- 9 Популярные модели иностранного производства
- 10 Станок токарно-карусельный одностоечный 1516.
- 11 Модификации станка токарно-карусельный одностоечный 1516
- 12 Габарит рабочего пространства станка 1516
- 13 Расположение составных частей станка 1516
- 14 Перечень составных частей станка 1516
- 15 Расположение органов управления станка 1516
- 16 Перечень органов управления станка 1516
- 17 Электрическая схема блока питания станка 1516
- 18 Характеристика электрооборудования станка 1516

Станки токарно-карусельные одностоечные 1512 и 1516 является универсальными станками и предназначены для обработки разнообразных изделий из черных и цветных металлов в условиях мелкосерийного и серийного производства
На станках можно производить следующие операции:
обтачивание цилиндрических й конических поверхностей;
растачивание цилиндрических и конических поверхностей;
Обтачивание плоских торцовых поверхностей верхним и боковым суппортами. Кроме того, верхним суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на получистовых режимах;
сверление, зенкерование и развертывание; прорезание канавок и обрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу и за отдельную плату, на станках можно производить:
обработку деталей по заданным размерам (по упорам);
нарезание резьб, обтачивание и растачивание конических поверхностей;
обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство); обработку деталей с охлаждением.
В обычном исполнении станки поставляются с верхним револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и с боковым суппортом.
Кинематическая схема

Кинематические схемы станков 1512 и 1516 сходны между собой и отличается друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес 25, 26 стола станки 1512 и 1516 имеет при одинаковой коробке скоростей различные пределы частоты вращения планшайбы.
Кинематика цепей механизма передачи движении на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач
Кинематические цепи стола, поперечины и механизма ее перемещения, верхнего и бокового суппортов просты и не требуют пояснений.
Станина
Станина служит основанием для всех составных частей станка, обеспечивающим их перемещение и правильное взаимное расположение. Она воспринимает усилия от сил резания и массы составных частей, Станина представляет собой пустотелую отливку, усиленную внутри ребрами жесткости, так что при сравнительно небольшой массе она обладает достаточной прочностью и жесткостью. Спереди к станине крепится стол с планшайбой.
Стол и станина соединяются шпильками, обеспечивающими большую жесткость стыка и безвибрационную работу станка, необходимую для получения высокой точности обрабатываемых деталей.
На лицевой стороне станины имеются направляющие, по которым перемещаются поперечина и боковой суппорт. Справа к станине крепится корпус механизма передачи движения на подачу, а сверху -механизм перемещения поперечины.
Внутрь станины вставляется коробка скоростей. Нижняя внутренняя полость станины используется как резервуар для масла, который питает централизованную систему смазки коробки скоростей и стола.
Коробка скоростей

Коробка скоростей служит для обеспечения вращения планшайбы,а также для ее пуска,останова и изменения частоты вращения. Вращение на входной вал коробки скоростей передается от электродвигателя главного привода через клиноременную передачу. Коробка скоростей сообщает планшайбе 18 ступеней частоты вращения.
Управление коробкой скоростей — дистанционное с подвесного пульта.
Наличие в коробке скоростей электромагнитных муфт позволяет переключать скорости на ходу и тем самым обеспечивать поддержание ступенчато-постоянной скорости резания при обработке торцовых поверхностей.
Коробка скоростей имеет шесть валов, смонтированных на подшипниках качения в корпусе с плоскостью разъема по осям валов ХУ и у для удобства сборки.
При более высокой частоте вращения пуск осуществляется ступенчато в два, три или штыре этапа. Количество ступеней разгона возрастает с увеличением частоты вращения планшайбы.
Переключение муфт при осуществлении ступенчатого разгона производится автоматически
Изменение частоты вращения с I по II ступень производится включением соответствунцих комбинаций электромагнитных муфт. Муфта 1Эм8 при этом выключена и передаточное отношение планетарного механизма равно 1/4 (муфты 1Эм9 и 1ЭМ10 включены) . При включении 13-18 ступеней частоты вращения планшайбы муфты 1Эм9 и 1ЭМ10 выключены, а муфта 1Эм8 включена и передаточное отношение планетарного механизма в этом случае равно I
Для включения толчкового режима работы планшайбы, используемого при установке и выверке детали, необходимо переключатель на подвесном пульте поставить в положение "Толчковый пуск" планшайбы и нажать на кнопку Пуск" планшайбы.
В коробке скоростей отсутствуют специальные тормозные устройства и торможение планшайбы осуществляется одновременным включением нескольких электромагнитных муфт, замыкающих две различные кинематические цепи, образующие "замок". Остальные муфты коробки скоростей при этом выключены. Время торможения планшайбы зависит от частоты вращения и массы обрабатываемого изделия. Примерное время остановки вращения планшайбы после начала торможения — от 2 до 10 с.
Для обеспечения одновременного зацепления зубчатых колес 15, 16, 17 планетарного механизма зубчатое колесо 16 соединяется с валом 1У посредством зубчатой муфты, что дает им возможность самоустанавливаться.
В коробке скоростей косозубые шестерни обеспечивают плавность передач при значительных окружных скоростях. Все зубчатые колеса находятся в постоянном зацеплении.
При переключении скоростей на ходу возможны толчки и замедления вращения планшайбы, что не влияет на работу станка я не является неисправностью.
Смазка осуществляется от отдельного шестеренного насоса, затепленного на боковой стенке станины. Масло подводится по трубкам ко всем рабочим элементам.
Подвод напряжения к контактным кольцам вращающихся электромагнитных муфт осуществляется щетками, установленными на специальных кронштейнах.
Стол

На рис. изображен стол станка 1516. Принципиальных конструктивных отличий между столами станков 1516 и 1512 нет. Детали станков подобны и отличаются друг от друга лишь размерами.
Стол состоит из корпуса 151, имеющего круговые направляющие, планшайбы 152 со шпинделем 153 и привода планшайбы.
Корпус стола представляет собой чугунную отливку с развитой системой ребер, предающих ему большую жесткость.
В верхней части корпуса стола имеются кольцевые выступы, которые входят в кольцевые канавки планшайбы образуя лабиринт. Это препятствует разбрызгиванию смазки и защищает от попадания , внутрь стола стружки, чугунной пыля, эмульсии и других загрязняющих элементов.
Привод планшайбы осуществляется от коробки скоростей через пару конических зубчатых колес с круговым, зубом 23 коробки скоростей и 24 стола далее через цилиндрическую пару: шестерню 25 и венцовое зубчатое колесо 26, жестко связанное с планшайбой.
Для обеспечения плавности работа при значительной быстроходности станков зубчатые колеса привода планшайбы делаются косозубыми, а конические шестерни — с круговым зубом.
Планшайба представляет собой полый диск с рядом внутренних радиальных и кольцевых рабер.
На верхней плоскости имеются Т- образные станочные пазы , которые служат для закрепления зажимных кулачков, различных приспособлений или для непосредственного закрепления обрабатываемых изделий.
Для точной установки по центру планшайбы деталей или установочных приспособлений в планшайбе расточено центрирующее отверстие, предохраняемое от забоин специальной заглушкой.
Станок в основном исполнении поставляется с четырьмя кулачками для крепления обрабатываемых изделий. Каждый кулачок имеет независимое перемещение.
Коробка подач

Конструкция коробок подач бокового и верхнего суппортов одинакова .
Коробка подач верхнего суппорта крепится на правом торце поперечины; коробка подач бокового суппорта — непосредственно к его корпусу.
Корпус коробки подач представляет собой чугунную. отливку коробчатой формы, обладающую достаточной жесткостью. Все валы коробки подач смонтированы на подшипниках качения.
Привод коробок подач осуществляется от вертикального шлицевого вала ХП, получащего вращение с выходного вала У1 коробки скоростей через механизм передачи движения на подачу. Коробки подач сообщают суппортам 18 рабочих подач (мм/об.) и 18 скоростей установочных перемещений (мм/мин). Это достигается включением соответствующих комбинаций электромагнитных муфт коробок подач .
Все зубчатые колеса коробок подач находятся в постоянном зацеплении.
Муфта Эм7 вала ХШ служит для включения рабочих подач. При ее в включении осуществляется кинематическая связь между вертикальным валом механизма передачи движения на подачу и коробкой подач. При выключении этой муфты можно включить установочные перемещения суппорта от отдельного электродвигателя, прикрепленного к корпусу коробки подач.
В зависимости от требуемого направления подачи -вправо, влево, вверх, вниз — соответственно включается одна из четырех муфт направления Эм1, Эм2, Эм5, ЭМЗ и один из выходных валов XX или XXI получает вращение в выбранном направлении.
Тормозные муфты Эм3, Эм4 на валах XX и XXI служат для гашения инерции суппортов и устранения перебегов.
Применение электромагнитных муфт обеспечивает дистанционность управления: включение и выключение рабочих подач и установочных перемещений, а также выбор и переключение подач на ходу с подвесного пульта управления.
Поперечина и механизм перемещения поперечины

Поперечина размещается на вертикальных направляющих станины. Корпус поперечины представляет собой отливку,поперечное сечение которой имеет горизонтальные прямоугольные направляющие, по которым перемещается верхний суппорт.
Между горизонтальными направляющими в нише размещаются ходовой вал 119 и ходовой винт 120, которые монтируются на подшипниках качения, расположенных в расточках перемычек поперечины.
Поперечина имеет вертикальное установочное перемещение по направляющим станины, осуществляемое механизмом перемещения поперечины при помощи двух винтов 116 и гаек 104, жестко связанных с поперечиной .
Механизм перемещения поперечины размещен на верхней плоскости станины в состоит из двух червячных редукторов, приводимых в движение отдельным реверсивным электродвигателем. Зубчатая муфта II7, состоящая из полумуфт и соединяющая вал электродвигателя с валом 118, служит для установки поперечины параллельно рабочей поверхности планшайбы. Поворотом полумуфты на один зуб поперечина перемещается на 0,005 мм.
Поперечина может устанавливаться на направляющих станины на различной высоте в пределах своего хода. При этом она надежно фиксируется вручную специальным механизмом зажима.
Перемещение поперечины сблокировано с механизмом зажима так, что при зажатой поперечине движение ее не включается.
Кнопки перемещения поперечины "Вверх" и "Bниз" расположены на левом торце поперечины под рукояткой механизма зажима поперечины.
Для перемещения поперечины зажимная рукоятка 165 отводится вправо. При нажатии на кнопку "Вверх" или "Вниз" поперечина начинает перемещаться. Перемещение длится до тех пор, пока нажата кнопка или пока поперечина не дойдет до конечного положения и не нажмет на один из конечных выключателей, ограничивающих ее перемещение.
По окончании перемещения зажим поперечины на неправляющих стоек производится поворотом рукоятки влево .
Для обеспечения стабильного положения поперечины при ее опускании и для выбора зазоров электросхема выполнена так, что при отпускании кнопки производится реверсирование электродвигателя, и поперечина автоматически приподнимается,после чего электродвигатель отключается.
Для предотвращения падения поперечины при случайном срезе витков основной гайки 104 имеется стальная гайка — ловитель, которая улавливает поперечину.
Верхний суппорт

Верхний суппорт состоит из: нижней части — поперечных салазок 196, перемещающихся по горизонтальным направляющим поперечины; верхней поворотной части — поворотных салазок 197, ползуна 198 с револьверной головкой, перемещающегося в направляющих поворотных салазок; механизмов привода движения суппорта и ползуна, поворота и фиксации револьверной головки.
Поперечные салазки выполнены в виде плиты.
С задней стороны салазки имеют плоские направляющие, форма и размеры которых соответствуют передним направляющим поперечины.
Планки 199, 200 и клинья 201, 202, установленные о задней стороны поперечных салазок, удерживают их на направляющих поперечины. При помощи клиньев осуществляется регулирование зазора между направляющими и планками, возникающего в процессе эксплуатации станка. Кроме того, для выбора зазора между нижней направляющей поперечины и салазками, а также о целью уменьшения износа средней направляющей и облегчения перемещения суппорта установлены два разгрузочных устройства. Ролик 203, смонтированный на игольчатом подшипнике, катится по верхней направляющей поперечины. Тарельчатыми пружинами 204 суппорт подтягивается вверх, разгружая при этом направляющую поперечины примерно на 3/4 его массы.
На передней плоскости поперечных салазок имеются круговые Т-образные пазы, в которые входят болты 224 крепления поворотных салазок.
Поворотные салазки могут быть повернуты на 45° как в одну, так и в другую сторону. Поворот осуществляется вручную при помощи червяка 105, затепленного на поворотных салазках, и зубчатого сектора, зубья которого нарезаны на периферии поперечных салазок.
Горизонтальные перемещения суппорта по направляли им поперечины осуществляются при помощи ходового винта 120 и гайки 76, жестко связанной с суппортом. Ходовой винт подучает вращение от выходного вала XX коробки подач. Гайка 76 состоит из двух половин, одна из которых 76a неподвижна относительно суппорта, а другая 76б имеет возможность осевого перемещения, что позволяет регулировать зазор в резьбовом соединении в случае износа гайки .
Горизонтальный суппорт (боковой)

Боковой суппорт состоит из корпуса 170, ползуна 171 и механизмов привода движения.
Корпус бокового суппорта представляет собой чугунную отливку коробчатой формы, усиленную внутренними стенками и ребрами жесткости.
В корпусе размещаются механизмы привода движения. С задней стороны корпус имеет направляющие для вертикального перемещения суппорта по направляющим станины» а с передней — направляющие для перемещения ползуна.
Направляющие имеют бронзовые накладки, повышающие их износоустойчивость.
Суппорт удерживается на направляющих станины планкой 172 и клином 173, обеспечивающим возможность регулирования зазора и компенсации износа направляющих.
Ползун удерживается на направляющих накладной планкой 174 и клиньями 175, 176.
Перемещения суппорта в ползуна ограничиваются конечными выключателями.
Для защиты направляющих от стружки и пыли
установлены защитные скребки.
Крепление бокового суппорта на направляющих станины производится винтом 177, а ползуна на направляющих суппорта — винтом 178.
Ползун и суппорт могут перемещаться как механически, так и вручную маховиками 183 и 164.
Рабочие подачи и установочные перемещения сообщаются суппорту коробкой подач. Движение о выходного вала XXI коробки подач (вертикальное перемещение) передается на вал 179 суппорта, далее через две пары конических шестерен 89 и 90,
91 и 92 на ходовой винт 180.
Гайка ходового винта жестко связана со станиной. Конструкция гайки предусматривает возможность ее регулирования для компенсации износа и выбора зазоров.
При горизонтальном перемещении движение с выходного вала XX коробки подач передается на вал 181 суппорта и далее через две пары цилиндрических зубчатых колес 84, 85 и 86, 87 на пару винт-гайка 182-88. Гайка ходового винта жестко связана с ползуном. Конструкция гайки обеспечивает возможность выбора зазоров в процессе эксплуатации.
Ползун бокового суппорта имеет четырехгранную поворотную -резцедержнику 195, кторая посажена на палец 191, жестко связанный с ползуном.
В рабочем положении резцедержавка надежно фиксируется плоскими зубчатыми муфтами 192 и 193.
Для односторонней выборки зазоров и облегчения ручного перемещении суппорт и скрепленная с ним коробка подач уравновешиваются грузом, который помещается во внутренней полости станины. Боковой суппорт связан с грузом стальным канатом, проходящим через направляющие ролики.
Уже давно на подмену агрегатам лобового типа пришли токарные карусельные станки. По сути, подобные машины являются универсальными и способны обрабатывать различные виды деталей большого и малого размера.
Область применения

Токарные карусельные станки применяются в промышленности для обработки габаритных заготовок, которые имеют большой диаметр и малую длину. Например, на подобной машине можно торцевать и точить цилиндрические поверхности, прорезать канавки и выполнять наружные или внутренние фаски. Если на станке установлено дополнительное оборудование, тогда можно обрабатывать даже конические, резьбовые и фасонные поверхности, а также осуществлять операции, присущие иным видам агрегатов. К примеру, сверление, зенкерование, развертывание, фрезерование или шлифование.
Виды станков
В зависимости от особенностей конструкции есть:
- Одностоечный токарно-карусельный станок (1516, 1512, 1531М и другие модели), который имеет сравнительно небольшую планшайбу (не более 1600 мм). Соответственно, подобная машина предназначена для обработки негабаритных заготовок диаметром до 1500 мм.
- Двухстоечный токарно-карусельный станок (1525, 1Л532, 1553 и другие модели). Машины такого типа могут обрабатывать очень большие заготовки, так как имеют планшайбы размером до 25000 мм. Помимо этого, подобные агрегаты обладают более высокой технологичностью и точностью при обработке.
Особенности конструкции станков

Основной частью подобной машины является станина, на которой располагается планшайба. Именно эти два элемента на станке отвечают за фиксацию детали.
Планшайба и стол выполнены таким образом, что установка заготовки не отнимает слишком много времени, если, например, сравнивать с оборудованием токарно-лобовой группы, где для того чтобы обработать габаритную деталь требовалось как минимум два работника.
Основные узлы станка на примере модели 1512
Подобные машины, в первую очередь, состоят из револьверного суппорта, который перемещается в двух направлениях: горизонтальном и вертикальном. На нем также расположены ползун и каретка. Эти два компонента могут перемещаться только по вертикали. Кроме этого, на ползуне имеется револьверная головка, куда и крепятся резцы. При помощи суппорта и заранее установленного резца работник за станком и выполняет все необходимые операции. Например, точение или сверление.
Нередко для обработки наружной поверхности заготовки одностоечный станок дополнительно оборудуют боковым суппортом, который так же состоит из каретки, резцедержателя и подвижного ползуна.
Технические характеристики на примере модели 1512

Главным параметром, который определяет размер такой машины, является максимальный диаметр заготовки, которую можно обработать. Но есть и другие, не менее важные факторы, которые влияют на то, какими будут токарно-карусельные станки.
Характеристики таких машин определяются:
- Габаритами планшайбы.
- Пределами и количеством подач суппорта.
- Мощностью и видом двигателя.
- Массой и габаритами самого станка.
Размеры заготовок, которые подлежат обработке
диаметр до 1250 мм
высота до 1000 мм
Количество частот вращения планшайбы
не более восемнадцати шт.
Число подач суппорта
до шестнадцати шт.
Граничные частоты вращения планшайбы
от 5 до 250 об/мин
Пределы подач суппорта
от 0,07 до 12,5 мм/об
Максимальная мощность привода
Частота вращения двигателя
Отечественные модели станков

К наиболее популярным моделям российского оборудования токарно-карусельной группы стоит отнести 1516. Эта машина относится к группе универсальных устройств и предназначается для работы в условиях индивидуального производства. Немного устаревшим считается токарно-карусельный станок 1512, который так же, как и предыдущая модель, был выпущен на Краснодарском заводе имени Седина.
Среди любопытных характеристик вышеупомянутых машин стоит назвать возможность изменения вращения планшайбы в другую сторону (так называемый реверс) и наличие в конструкции консолей, которые также могут поворачиваются.
На многих заводах постсоветского пространства можно встретить еще несколько модификаций вышеупомянутых станков, которые оборудованы самоцентрирующимися или другими элементами подобного типа.
К сожалению, сегодня эти агрегаты больше не выпускаются, так как на современном рынке имеются усовершенствованные аналоги, в основном зарубежного производства. К таковым относятся, например, токарные карусельные станки германского, швейцарского или китайского производства.
Отечественные станки с ЧПУ: особенности и преимущества

ЧПУ (числовое программное управление) значительно повышает точность обработки на токарно-карусельных станках в сравнении с машинами без соответствующих стоек. Это возможно благодаря датчикам, которые контролируют перемещения суппорта вместе с резцедержателем в четырех направлениях (по оси X, Z, W и B).
Подобные элементы способны улавливать любые отклонения вплоть до долей микрона, что особенно подходит для высокотехнологического массового производства металлических изделий.
Фактически станок с ЧПУ – это тот же агрегат, но имеющий автоматизированный управляющий центр в виде небольшого шкафчика с дисплеем и клавиатурой для ввода кода.
На многих предприятиях, которые делают металлические изделия, имеются модернизированные машины советского производства. Например, можно встретить станки модели 1525 или 1512, возле которых находятся соответствующие стойки с числовым программным управлением. Подобные агрегаты обладают всем необходимым функционалом для выполнения операций в полуавтоматическом режиме, что значительно ускоряет весь рабочий процесс. При этом качество и точность обработки превышают показатели обыкновенных токарно-карусельных станков.
Помимо вышесказанного, подобные машины обладают еще одним весомым преимуществом, простотой работы. Для выполнения токарных операций за каждым отдельным станком не нужно нанимать по одному высококвалифицированному специалисту. Достаточно иметь одного оператора, который будет устанавливать заготовки и снимать готовые изделия. Основную же работу вместо человека выполнит автоматизированная система.
Отечественные модели станков с ЧПУ

Модифицированные популярные токарные машины российского производства нередко оснащались стойками с ЧПУ в основном с системами ручного набора координат. Например, станки 1512Ф1, 1516Ф1 или 1540Ф1. В подобных стойках было установлено отечественное ПО, наподобие П32-3М и Н55-2.
Нередко встречались иные виды систем управления: контурные и позиционные. Например, станки 1516Ф2 и 1А516ПМФ3. Последние успешно модернизируются и используются в промышленности по сей день, так как их технические характеристики соответствуют современным стандартам.
Размеры деталей, которые можно обработать
высота до 1000 мм
диаметр до 1600 мм
Частота вращения планшайбы
от 4 до 200 об/мин
Количество программируемых суппортов
Максимальная мощность двигателя
- X – 950 мм;
- Z – 700 мм;
- W – 1000 мм;
- B – 630 мм.
Пределы подач суппортов
от 0,03 до 12,5 мм/об
Более подробную информацию о характеристиках, а также инструкцию по эксплуатации можно найти в паспорте токарно-карусельного станка 1516Ф2. Подобный документ всегда поставляется вместе с машиной.
Популярные модели иностранного производства

Несмотря на высокую технологичность отечественных токарно-карусельных станков с ЧПУ, многие предприятия, к сожалению, вынуждены переходить к более современным моделям. На рынке есть множество машин от заграничных производителей. Наиболее популярными считаются китайские станки CA5112E, C5225E, C5231 и др. Большинство подобных станков – одностоечные, имеющие мощные привода от 20 до 55 кВт. Некоторые машины этих моделей оборудованы упрощенной системой ЧПУ с цифровой индикацией. Они предназначены как для черновой, так и для чистовой обработки заготовок из черных металлов и других сплавов. Хорошо окупаются в условиях индивидуального и серийного производства.
А также популярным считается швейцарский токарно-карусельный станок с ЧПУ ZENITECH. Как видно, в этой стране изготовляют не только шикарные часы, но и подобные агрегаты, которые имеют высокие предельные частоты планшайб (до 315 об./мин.). Кроме того, материал и надежная конструкция направляющих придают вертикальной консоли отличную стабильность, что позитивно влияет на точность обработки.
Еще стоит упомянуть о германских станках VDM (модели 800, 1600, 1250 и 2600). О качестве продукции этой страны говорить излишне. Машины VDM выполнены качественно, надежно и имеют приличные технические характеристики. Несмотря на то что это одностоечные аппараты, они оборудованы мощными двигателями до 37 кВт. Кроме того, некоторые модели имеют в своем функционале ускоренные ходы бокового и верхнего суппорта (не более 1800 мм/мин.) и относительно высокие скорости (от 0,8 до 86 мм/мин. по оси Z, X и 440 мм/мин. по оси W).
Стоимость станков иностранного производства, конечно, значительно выше чем любой отечественной машины, но быстро окупается за первые несколько лет.


- Продажа
Станок токарно-карусельный одностоечный 1516.
Одностоечные токарно-карусельные станки моделей 1512 и 1516 являются универсальными станками и предназначены для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Станок имеет два суппорта: вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции и горизонтальный (боковой) с четырехпозиционным резцедержателем.
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Габарит рабочего пространства станка 1516

Расположение составных частей станка 1516
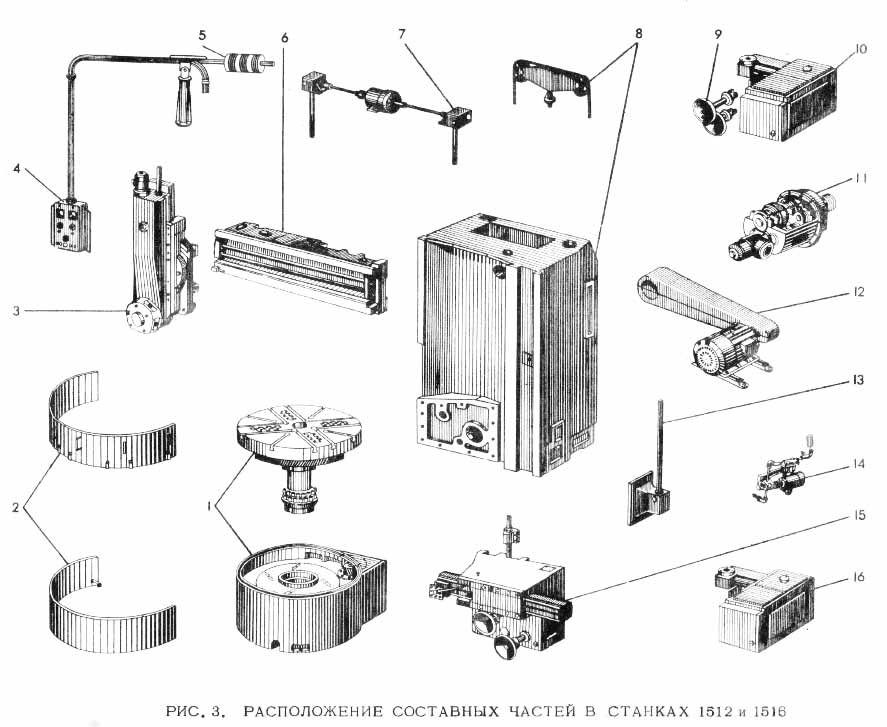
Перечень составных частей станка 1516
- Стол — 30
- Ограждение планшайбы — 31
- Вертикальный суппорт — 650
- Подвесной пульт управления — 990
- Подвеска пульта управления — 99
- Поперечина — 50
- Механизм перемещения поперечины — 57
- Станина — 10
- Механизм ручного перемещения вертикального суппорта — 420
- Коробка подач вертикального суппорта — 40
- Коробка скоростей — 21
- Кожух — 25
- Механизм передачи движения на подачу — 15
- Смазка — 34
- Горизонтальный суппорт (боковой) — 66
- Коробка подач горизонтального суппорта (бокового) — 46
Отличительной особенностью конструкции станков является выполнение большинства сборочных единиц в виде самостоятельных изделий, что облегчает сборку не только в процессе изготовления, но и при ремонте.
Расположение органов управления станка 1516

Перечень органов управления станка 1516
- Рукоятка крепления резцовой головки бокового суппорта
- Винт фиксации оправки режущего инструмента в гнезде револьверной головки
- Винт фиксации ползуна вертикального суппорта
- Гайки крепления поворотных салазок вертикального суппорта
- Рукоятка автомата подключения станка к электросети
- Рукоятка зажима поперечины
- Кнопки перемещения поперечины ‘вверх", "вниз"
- Квадрат червяка поворота ползуна вертикального суппорта
- Винт фиксации вертикального суппорта
- Маховик ручного вертикального перемещения ползуна вертикального суппорта
- Маховик ручного горизонтального перемещения вертикального суппорта
- Подвесной пульт управления
- Винт фиксации ползуна бокового суппорта
- Винт фиксации бокового суппорта
- Маховик ручного горизонтального перемещения ползуна бокового суппорта
- Маховик ручного вертикального перемещения бокового суппорта

Кинематические схемы станков 1512 и 1516 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1512 и 1516 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
Коробка скоростей станка 1516
Коробка скоростей служит для обеспечения вращения планшайбы, а также пуска, останова и изменения чисел оборотов. Вращение на входной вал коробки скоростей передается от электродвигателя главного привода через клиноременную передачу. Коробка скоростей сообщает планшайбе 18 ступеней чисел оборотов.
Управление коробкой скоростей — дистанционное с подвесного пульта.
Наличие в коробке скоростей электромагнитных муфт позволяет переключать скорости на ходу и тем самым обеспечить поддержание ступенчато-постоянной скорости резания при обработке торцовых поверхностей.
Коробка скоростей имеет шесть валов, смонтированных на подшипниках качения в корпусе с плоскостью разъема по осям валов для удобства сборки.
При более высоких числах оборотов пуск осуществляется ступенчато в два, три или четыре этапа. Количество ступеней разгона возрастает с увеличением числа оборотов планшайбы.
Переключение муфт при осуществлении ступенчатого разгона производится автоматически (подробное описание смотри часть 2 РЭ ‘Электрооборудование станков").
Изменение чисел оборотов с 1 по 12 ступень производится включением соответствующих комбинаций электромагнитных муфт.
Для включения толчкового режима работы планшайбы, используемого при установке и выверке детали, необходимо на подвесном пульте поставить переключатель в положение "Толчковый пуск" планшайбы и нажать на кнопку "Пуск" планшайбы.
В коробке скоростей отсутствуют специальные тормозные устройства, и торможение планшайбы осуществляется одновременным включением трех электромагнитных муфт.
Стол станка
Принципиальных конструктивных отличий между столами станков 1516 и 1512 нет. Детали станков подобны и отличаются друг от друга лишь размерами.
Стол состоит из корпуса, имеющего круговые направляющие, планшайбы со шпинделем и привода планшайбы.
Корпус стола представляет собой чугунную отливку с развитой системой ребер, придающих ему большую жесткость.
В верхней части корпуса стола имеются кольцевые выступы, которые входят в кольцевые канавки планшайбы, образуя лабиринт. Это препятствует разбрызгиванию смазки и защищает от попадания внутрь стола стружки, чугунной пыли, эмульсии и других загрязняющих элементов.
Привод планшайбы осуществляется от коробки скоростей через пару конических зубчатых колес с круговым зубом, далее через цилиндрическую косозубую пару: шестерню и венцовое зубчатое колесо, жестко связанное с планшайбой.
Коробки подач станка
Конструкция коробок подач бокового и вертикального суппортов одинакова.
Коробка подач вертикального суппорта крепится на правом торце поперечины; коробка подач бокового суппорта — непосредственно к его корпусу.
Корпус коробки подач представляет собой чугунную отливку коробчатой формы, обладающую достаточной жесткостью. Все валы коробки подач смонтированы на подшипниках качения.
Привод коробок подач осуществляется от вертикального шлицевого вала, получающего вращение с выходного вала коробки скоростей через механизм передачи движения на подачу (смотра рис. 6).
Коробки подач сообщают суппортам 18 рабочих подач и 18 скоростей установочных перемещений. Это достигается посредством включения соответствующих комбинаций электромагнитных муфт коробок подач (диаграмму включения электромагнитных муфт смотри часть 2 РЭ ‘Электрооборудование станков*).
Все зубчатые колеса коробок подач находятся в постоянном зацеплении.
Револьверная головка с пятью пазами и отверстиями для крепления инструмента посажена на цилиндрическую втулку. Смена позиций револьверной головки осуществляется дистанционно с подвесного пульта управления. Нажатием на кнопку "Револьверная головка" включается электродвигатель поворота револьверной головки, смонтированный на верхнем торце ползуна. Вращение от электродвигателя посредством шестерен передается на приводной вал.
Главное движение (вращение планшайбы) сообщается от электродвигателя 1 через клиноременную передачу 2 — 3 на вал I, затем через коробку скоростей, вал V, конические зубчатые колеса 25 — 26 и колеса 27—28 передается планшайбе. Коробка скоростей оснащена восемью электромагнитными муфтами, переключение которых позволяет сообщить планшайбе 18 частоты вращения в пределах от 5 до 250 об/мин.
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
Горизонтальная подача револьверного суппорта. От вала VIII планшайбы через передачу 28 — 27, конические передачи 26 — 25, 24 — 23, передачу 29 — 30 и конические пары колес 31 и 53 движение передается на вал XII коробки подач (показана отдельно наверху слева). От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
Вертикальная подача револьверного суппорта. От вала VIII планшайбы до вала XXI коробки подач вращение осуществляется по той же цепи; далее через конические зубчатые колеса 55 — 56, цилиндрическую пару колес 57, коническую пару 58 и винтовую пару 59 движение подачи получает револьверный суппорт.
Горизонтальная подача бокового суппорта. Как и прежде, движение идет от вала VIII планшайбы до вала XII коробки подач, затем через коробку подач на вал XX и далее через зубчатые колеса 39 — 41 и винтовую пару 42 получает подачу боковой суппорт.
Вертикальная подача бокового суппорта. От вала планшайбы до вала XII коробки подач движение идет по той же цепи, затем через коробку подач вращение получает вал XXI механизма суппорта и через конические зубчатые колеса 35-36 и винтовую пару 43 получает подачу боковой суппорт.
Ускоренное перемещение оба суппорта получают от отдельного электродвигателя 104. Подъем и опускание траверсы осуществляются двумя ходовыми винтами 48-49 от электродвигателя 105.
Электрическая схема блока питания станка 1516

Характеристика электрооборудования станка 1516
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — "Пуск" и IKHI — "Стоп".
При нажатии кнопки 1Кн2 — "Пуск" включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — "Стоп".
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.


Отправить ответ