
Устройство токарного винторезного станка
Содержание:
Данный токарно-винторезный станок нормальной точности 1м63 (н) предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Техническая характеристика 1М63
Наибольший диаметр детали устанавливаемой над станиной, мм
Расстояние между центрами, мм
Диаметр отверстия шпинделя, мм
Число значений частот вращения шпинделя
Частота вращения шпинделя, мин -1
Подачи на один оборот шпинделя, мм
Шаг нарезаемой резьбы:
дюймовой (число ниток на 1»)
24÷

Мощность электродвигателя, кВ
2. Устройство и работа основных узлов станка
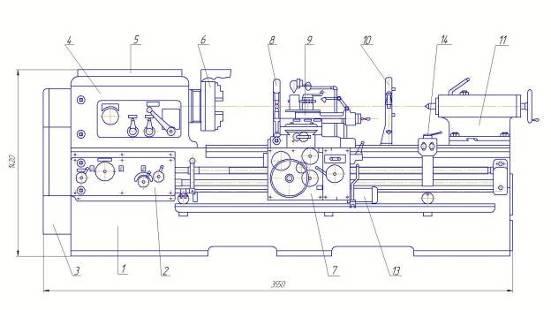
Рисунок 1 (Токарно-винторезный станок мод. 1М63)
Станок состоит из следующих основных узлов (рис. 1):
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская.
Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости.
В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
Передняя бабка. Передняя бабка (рис2) установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами.

Рисунок 2(развертка коробки скоростей)
Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Задняя бабка. Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком.
Суппорт. Суппорт (рис3) крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
Фартук. Фартук (рис4) закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач. Коробка подач (рис5) имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса. Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Люнеты. Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы.
Охлаждение. От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.
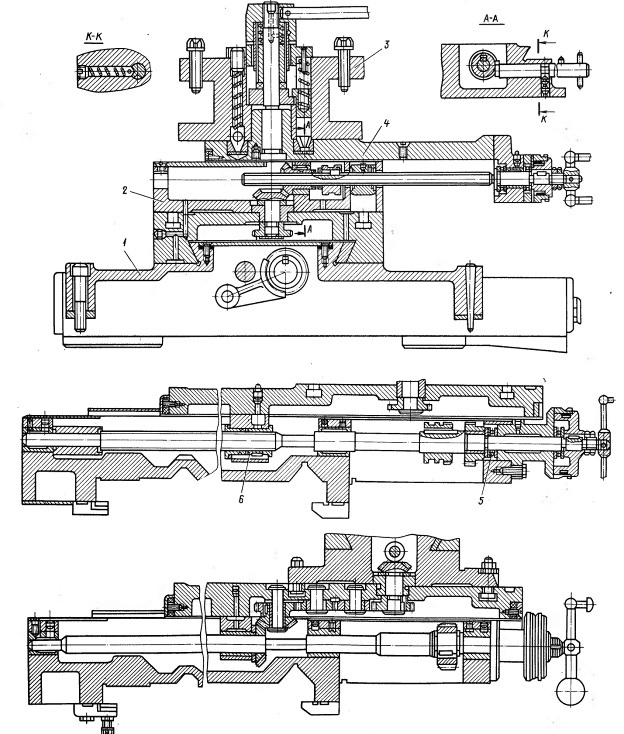
Рисунок 3 (суппорт)

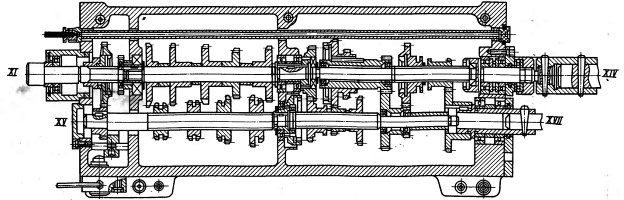
Рисунок 5(коробка подач)
Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Домашнее Задание №1
Назовите основные узлы токарно-винторезного станка . Поясните их устройство и назначение.
Ответ:
Станина — массивное чугунное основание, где смонтированы основные механизмы станка. Верхняя часть станины состоит из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах.
Передняя бабка — чугунная коробка, в которой находится главный рабочий орган станка — коробка скоростей и шпиндель .Шпиндель – имеет вид полого вала. Справа на шпинделе крепятся приспособления, зажимающие заготовку. Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через систему зубчатых колес, клиноременную передачу и муфты, которые размещены внутри передней бабки. Этот механизм называется коробкой скоростей и позволяет изменять частоту вращения (число оборотов в минуту) шпинделя. Суппорт — механизм для обеспечения движения подачи и установки резца, т. е. передвижения резца в разные стороны. Движение подачи может производится механически или вручную. Механическое движение подачи к суппорту поступает от ходового винта или ходового вала (во время нарезании резьбы).Суппорт состоит из каретки, которая перемещается по направляющим станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя. Коробка подач – это механизм, которые передает вращение от шпинделя к ходовому винту или ходовому валу. Она позволяет изменять скорость движения подачи суппорта (величину подачи). Вращательное движение в коробке подач передается от шпинделя через реверсивный механизм и гитару со сменными зубчатыми колесами. Гитара — предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес. Задняя бабка — предназначается для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток). Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховиками). Для закрепления заготовок на токарном станке применяют: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки.
Объясните сущность самозатачивания шлифовального круга и роль в самозатачивании свойств абразивного зерна
Ответ:
Самозатачиваемость является следствием изнашиваемости , т.е. процесс постепенного уменьшения размера рабочего слоя инструмента , при котором происходит постепенное скалывание и выкашивание абразивных зерен , сопровождающееся соответствующем износом связки .
Свойством самозатачивания обладают мягкие круги и средне мягкие по школе твердости , работающее при интенсивном съеме металла . В остальных случаях обычно говорят о преобладании либо затупления , либо засаливания рабочей поверхности круга . Выкашивание абразивных зерен , сопровождающееся затуплением и засаливанием рабочей силы круга приводит к искажения первоначальной геометрической форма круга и т.д. . Для восстановления заданной геометрической формы и режущей способностью производиться правка .
Домашнее Задание №2
Назовите основные узлы горизонтально – фрезерного станка , поясните их устройство и назначение
Ответ :
Основание – Это пустотелая чугунная отливка предназначена для установки станка на фрагмент .Также содержится внутри нее СОТС.
Станина – Это пустотелая чугунная отливка внутри и на которой смонтированы основные узы станка . Имеет на себе пару вертикальных направляющих типа ласточкин хвост по которым консольная группа может перемещаться вверх низ.
Шпиндель – это пустотелый вал предназначенный для установки фрезерной оправки и предания вращения
Шомпол – для более жесткого крепления фрезерной оправки.
Хобот и Серьги – Это чугунные отливки предназначены для подержания свободного конца фрезерной оправки.
Ответ:
Алмазные ролики используются для правки абразивных кругов. Алмазные правящие ролики изготавливают из природных алмазов, равномерно расположенных на рабочей поверхности и закрепленных твердосплавной связкой. Все активнее применяются алмазные правящие ролики сложного профиля, которые дают возможность править абразивные круги одновременно по нескольким рабочим поверхностям.
Алмазные иглы широко используют для правки резьбошлифовальных кругов, однониточных кругов, а также для нанесения декоративных изображений на поверхность природного камня. Алмазные иглы производятся из высококачественных природных алмазов удлиненной формы массой 0,21-0,4 карата, которые закреплены в специальной державке.
Алмазные пасты используют для доводки и полировки разнообразных материалов: черных и цветных металлов, сплавов, неметаллических материалов. Алмазная паста оказывает химическое и механическое действие на поверхность. Таким образом достигается высокий уровень чистоты поверхности обрабатываемого материала
Алмазные карандаши , вставка которых изготовляется из алмазных зерен на металлической связке и запрессовывается в оправку общая масса алмазов в карандаше составляет от 100 до 200 мг , алмазные зерна во вставке могут располагаться цепочкой вдоль оси карандаша слоями , на сферической поверхности или произвольно
Алмазно-правящие круги для непрерывной или периодической правки .
Домашнее Задание №3
1. Изобразите углы отрезного резца , Назовите и приведите их определения , поясните назначение каждого угла .
Ответ:
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
Ответ:
Часто встречаются плоские детали, имеющие уступы с одной, двух, трех и даже четырех сторон.
Уступом называется углубление с края детали , открытое в поперечном сечении с двух сторон. Для обработки уступов предусмотрены дисковые и концевые фрезы. Более высокая производительность фрезерования уступов обеспечивается применением дисковых фрез , которые по сравнению с концевыми имеют большее число зубьев , более прочны и жестки и в связи с этим способны работать с большей глубиной резания и подачей. Действие фрезеровщика при обработке уступов подчиняется логической схеме и в основном осуществляется почти также как и при обработке плоскостей . Ширину фрезерования уступов и глубину резания целесообразно выбирать такими , чтобы обработка уступа выполнялась за минимальное количество проходов. Приемы фрезерования уступов дисковыми и концевыми фрезами принципиально не отличаются между собой. Фреза устанавливается на ширину и глубину уступа методом касания лимбам поперечной и вертикальной подачей стола
- Назовите основные части шлифовального станка и расскажите о их назначениях.
Ответ:
Станина и направляющие
Основным требованием , предъявляемым к станине станка , является длительное обеспечение правильного взаимного положения узлов и частей , монтируемых на них , при всех предусмотренных режимах работы станка . В станках получили распространение два основных вида направляющих: скольжения и качения с использованием промежуточных тел качения .
Шлифовальная бабка– важнейший узел каждого шлифовального станка . Она обеспечивает главное движение резания (Dr) – вращение шлифовального круга необходимую скорость главного движения резания 20-60м/с
Механизм движения подачи– предназначен для распространения отделения слоя материала на всю обрабатываемую поверхность и может быть поступательным или вращательным . Это движение выполняется абразивным инструментом или заготовкой со скоростью , значительно меньше скорости главного движения резания
стол, установленный на станине станка, который может совершать возвратно-поступательное или круговое движение, что обеспечивает продольную или круговую подачу детали. Привод стола обычно гидравлический;
переднюю бабку, расположенную на столе станка и предназначенную для установки и передачи вращения детали. Электропривод вращения обрабатываемой детали располагается в корпусе бабки;
заднюю бабку,также установленную на столе и поддерживающую второй конец детали при обработке ее в центрах;
панель управления, на которой собраны все механизмы управления станком.
Домашнее Задание №4
1. Классифицируйте токарные резцы по различным признакам. Назовите элементы токарного резца , приведите их определения. Назовите и охарактеризуйте материалы используемые для изготовления резцов.
Ответ:
Резцы могут классифицироваться следующим образом:
1. По виду станков: токарные резцы; строгальные резцы; долбёжные резцы; резцы для автоматов и полуавтоматов; расточные резцы; специальные резцы для специальных станков.
2. По направлению подачи: правые резцы (работают при подаче справа налево); левые резцы (работают при подаче слева направо).
3. По конструкции головки: прямые и оттянутые резцы; отогнутые и изогнутые.
4. По виду обработки: резьбонарезные и фасонные резцы; отрезные и прорезные; проходные и подрезные.
— Резец представляет собой стержень прямоугольного (иногда круглого) сечения и состоит из двух основных частей — головки и тела. Головка резца является его рабочей частью. Тело резца служит для закрепления его в суппорте или державке. Головка резца имеет переднюю грань, главную и вспомогательную задние грани, главную и вспомогательную режущие кромки и вершину резца.
Передней гранью называется наклонная, несколько скошенная поверхность, которая воспринимает на себя давление образующейся и скользящей по ней стружки.
Задними гранями называются поверхности, обращенные к обрабатываемому изделию. Одна из них называется главной задней гранью и расположена в направлении подачи резца, а другая — вспомогательной задней гранью.
Режущие кромки образуются пересечением передней и задних граней. Одна из них называется главной режущей кромкой и получается от пересечения передней и главной задней граней, а другая — вспомогательной режущей кромкой. Вспомогательных режущих кромок может быть одна или две. Упираться главная задняя грань в обработанную поверхность должна только верхней, примыкающей к главной режущей кромке своей узкой полоской. Чем шире полоска соприкосновения, тем большим будет трение между резцом и изделием; в результате резец будет сильнее нагреваться, отчего устойчивость его в работе снизится.
Для изготовления резцов применяются специальные инструментальные материалы , обладающие высокими ружущими свойствами. К ним относятся быстрорежущие стали и твердые сплавы .
Ответ:
Паз- это углубление на поверхности детали , открытое в поперечном сечении с одной стороны .
При фрезеровании прямоугольных пазов ширина дисковой или диаметр концевой фрезы должны быть равны ширине фрезеруемого паза , если биение режущих кромок фрез не превышает допуска на его ширину .Установка фрез на глубину выполняется от положения заготовки , соответствующего касанию ее верхней стороны с фрезой .Контроль точности обработки пазов обычно осуществляется штангенциркулем .
Ответ:
Установка и крепление заготовок на шлифовальных станках. Для установки и зажима заготовок при круглом наружном шлифовании используют патроны и оправки различной конструкции,; при внутреннем шлифовании применяют специальные приспособления и бесцентровые зажимы; при плоском шлифовании используют магнитные (электромагнитные) плиты и тиски со сменными губками. Электромагнитные и магнитные плиты обеспечивают быстрое закрепление заготовки и освобождение детали; прочность закрепления; возможность закрепления на плите нескольких заготовок, а также других приспособлений. Используют стационарные
плоские и круговые плиты, наклоняющиеся плоские плиты, плиты- угольники для закрепления заготовок сплошной формы.
При круглом наружном шлифовании заготовок используют несколько способов установки и крепления : в центрах , на оправках , в патронах различной конструкции и в специальных приспособлениях .
Установка заготовок на оправках . Если заготовка имеет отверстие то она может базироваться при обработке на оправке . Конструкции оправок разнообразны . По способу крепления оправки подразделяют на центровые и консольные . По способу установки на жесткие и разжимные.
Закрепление заготовок в патронах . Если заготовка имеет отверстия то она может кроме оправки обрабатываться в патроне
Домашнее Задание №5
- Назовите элементы режимов резания при точении , приведите их определения и расчетные формулы
Ответ:
Глубина резания t — величина срезаемого слоя за один проход резца, измеряемая в направлении, перпендикулярном к обработанной поверхности. При наружном продольном точении глубина резания определяется как полу — разность между диаметром заготовки (обрабатываемой поверхности) D и диаметром обработанной поверхности d
При растачивании глубина резания представляет собой полу-разность между диаметром отверстия после обработки и диаметром отверстия до обработки .При подрезании глубиной резания являемся величина срезаемого слоя, измеренная перпендикулярно к обработанному торцу и при отрезании и прорезании глубина резания равна ширине канавки, образуемой резцом
Подача (скорость подачи) — величина перемещения режущей кромки в направлении движения подачи за один оборот заготовки (х. мм/об) При точении различают продольную подачу, направленную вдоль оси заготовки; поперечную подачу, направленную перпендикулярно оси заготовки; наклонную подачу под углом к оси заготовки (при обработке конической поверхности).
Скорость резания V — путь, пройденный наиболее отдаленной от оси вращения точкой поверхности резания относительно режущей кромки резца за единицу времени (м мин). Скорость резания зависит от частоты вращения и диаметра обрабатываемой заготовки. Чем больше диаметр D заготовки, тем больше скорость резания при одной и той же частоте вращения, так как за один оборот заготовки (или за одну минуту) путь, пройденный точкой 4 на поверхности резания, будет больше пути, пройденного точкой Б (πD>πd) .
Величину скорости резания можно определить по формуле : v=πDn/1000 м/мин
где π = 3,14; D — наибольший диаметр поверхности резания, мм; п – частота вращения заготовки (число оборотов в минуту). Если известна скорость резания, допускаемая режущими свойствами инструмента v и диаметр заготовки D , можно определить требуемую частоту вращения заготовки и настроить на частоту шпинделя:
- Сформулируйте признаки классификации фрез . Поясните назначение и область применения каждого типа фрез.
Ответ:
По технологическому признаку различают фрезы для обработки плоскостей, пазов, шлицев, фасонных поверхностей, тел вращения, зубчатых и резьбовых поверхностей, разрезания материала и др.
По конструктивным признакам фрезы подразделяют следующим образом: 1) по расположению зубьев на исходном цилиндре (торцовые, цилиндрические, дисковые, двухсторонние, угловые, фасонные, концевые и др.); 2) по конструкции зуба (с острозаточенными и затылованными зубьями); 3) по направлению зуба (с прямыми, наклонными, винтовыми, равнонаправленными зубьями); 4) по конструкции фрезы (цельные, составные, со вставными зубьями, сборные); 5) по способу крепления (насадные, концевые с коническим или цилиндрическим хвостовиком); 6) по виду инструментального материала режущей части (из быстрорежущей стали, твердых сплавов, режущей керамики, сверхтвердых материалов). Цилиндрические и торцовые фрезы предназначены для обработки плоскостей. Дисковые фрезы (пазовые, двухсторонние, трехсторонние) применяют для фрезерования пазов, уступов и боковых плоскостей. Прорезные и отрезные фрезы используют для прорезания узких пазов и разрезания материалов. Концевые фрезы применяют для обработки пазов, уступов и плоскостей шириной B 1 2345678910Следующая ⇒

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Наиболее распространенным типом металлообрабатывающего оборудования можно назвать токарно-винторезные станки. Они могут использоваться для проведения точения и многих других операций. Универсальный токарно-винторезный станок имеет определенные конструктивные особенности, о которых поговорим далее подробно.

Основные конструктивные элементы
Принципиальные схемы токарного винторезного станка не существенно отличаются друг от друга. Практические все модели, входящие в эту группу, могут использоваться для проведения следующих операций:
- Развертывания отверстий.
- Выполнения операций по обтачиванию и растачиванию поверхностей. Токарно-винторезный станок имеет устройство, которое позволяет изменять как наружную, так и внутреннюю цилиндрическую поверхность. При этом тело вращения может быть коническим или фасонным.
- Рассматривая токарно-винторезные станки и их назначение следует уделить внимание возможности подрезки и обработки торцевых поверхностей.
- При установке соответствующей оснастки и режущего инструмента можно выполнять операции, связанные со сверлением и зенкированием.
- Многие токарно-винторезные станки имеют технические характеристики, позволяющие проводить нарезание резьбы на самых различных поверхностях.

Основные узлы токарно-винторезного станка
Токарно-винторезный станок может иметь описание с указанием того, для решения каких задач может проводится установка данного оборудования. Несмотря на отношение к одной группе, токарно-винторезные станки по металлу могут иметь различную конструкцию. Практически все модели имеют следующие конструктивные элементы:
- Передние и задние бабки, в которых помещают основные системы: коробку скоростей, подач и электроснабжения.
- Суппорт, предназначающийся для крепления режущего инструмента.
- Детали токарного-винторезного станка образуют систему передачи вращения от электрического двигателя, которую называют коробкой скоростей.
- Шпиндель. Кинематическая схема токарно-винторезного станка передает вращение шпинделю, в котором крепиться заготовка.
- Несущая станина. Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
- Токарно-винторезный станок имеет область применения в сфере нарезания резьбы, предусматривает наличие сменных гитарных шестерен. Путем подбора сменных колес проводится настраивание наиболее подходящего режима резания.
- Электрический блок для управления оборудованием.
- Фартук. Эта конструкция позволяет защитить зону резания, предотвратить разброс стружки и СОЖ. Кроме этого фартук может иметь и дополнительную оснастку.
Рассматривая основные узлы токарно-винторезного станка следует учитывать, что он отличается наличием ходового винта, а также возможностью проведения операции нарезания резьбы.
Модели токарно-винторезных станков могут быть предназначены для проведения самых различных технологических процессов, но зачастую имеют схожую компоновку. При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления. К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность. Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
- Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.

Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Классификация
Токарно-винторезные станки имеют классификацию, которая позволяет определить основные параметры. Многие токарно-винторезные станки имеют чертежи, которые позволяют определить сложность конструкции, ее ремонтопригодность и другие параметры. Различные виды токарно-винторезных станков имеют самую разную компоновку. Установленные правила определяют то, что токарно-винторезный станок должен иметь паспорт. Именно в нем указывается вся важная информация об оборудовании.
Основными параметрами, по которым проводится классификация, можно назвать нижеприведенный список:
- Масса конструкции.
- Максимальные размеры устанавливаемой заготовки.
Устанавливаемые детали-токарного винторезного станка могут несколько отличаться, что и отражается на классификации оборудования.

Вариант внешнего вида универсального токарно-винторезного станка
По признаку диаметрального размера заготовки прецизионный токарно-винторезный станок или другого типа делятся на несколько групп. Этот показатель может варьировать в диапазоне от 100 до 4 000 мм. Что касается длины заготовок, то показатель варьируется в достаточно большом диапазоне.
Рассматривая вес конструкции можно выделить то, что прецизионный токарно-винторезный станок относят к следующим группам:
- Тяжелые модели имеют массу до 400 тонн. Токарно-винторезные современные станки повышенной точности с подобным весом устанавливают для обработки заготовок, диаметр которых варьируется в пределе от 1 600 до 4 000 миллиметров. Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
- Вес до 15 тонн. В этой категории встречаются токарно-винторезные станки моделей, на которых могут обрабатываться заготовки с диаметральным размером от 600 до 1 250 мм.
- Масса до 4 тонн. Токарно-винторезный станок настольного типа также относится к этой группе. Как правило, диаметр поперечного сечения составляет 250-500 мм.
Следует учитывать, что прецизионный токарно-винторезный станок легкой группы устанавливается в домашних условиях, особой подготовки помещения проводить не нужно. Модели токарно-винторезных станков этой группы могут работать и от стандартной домашней сети 220В, для чего на новом оборудовании устанавливаются современные электрические двигатели.
Еще одним важным параметром классификации можно назвать производительность. Различные модели токарно-винторезных станков могут применяться в различных условиях производительности. По данному критерию выделяют:
- Для штучного или мелкосерийного производства. Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
- Для среднесерийного и массового производства. Современный прецизионный токарно-винторезный станок этой группы устанавливается на различных заводах и производственных линиях в случае, когда нужно получить большую партию деталей за короткий срок.
- Крупносерийное производство, установка на конвейерных линиях. Станки по металлу с ЧПУ или станок по металлу с УЦИ этой группы могут обеспечивать бесперебойное производство. Довольно часто кинематическая схема токарно-винторезного станка высокой производительности имеет возможность быстрой настройки под заданные параметры. Также в эту группу можно включить модели с ЧПУ.
Общий вид токарно-винторезного станкаКонструкция некоторых винторезных станков имеет устройство с УЦИ.
Проведенная классификация позволяет подобрать наиболее подходящую модель под определенные условия работы. Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Какие могут проводится операции?
Крупногабаритный или настольный токарно-винторезный станок устанавливается для образования деталей типа вал или фланец. Режущим инструментом выступает проходной резец, который подбирается под условия резания.
Кроме этого есть и подрезные резцы, которые можно использовать для обработки торцевых поверхностей. Образование канавок проводится при установке резцов упорного типа. Различные типы резцов применяются для проведения определенных операций. При этом уделяется внимание форме, а также виду используемого материала при изготовлении. Прецизионный токарно-винторезный станок также позволяет проводить основные виды работ.
Некоторые виды данного оборудования могут применяться и для выполнения сверлильных операций. Но стоит учитывать, что в данном случае сверло расположено вдоль оси заготовки. Принцип действия данной схемы сверления следующий: инструмент крепиться в специальной оснастке на задней бабке, находится в неподвижном состоянии, а вращение получает сама заготовка. Задняя бабка может перемещаться в продольном направлении для осуществления подачи.
Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
Все технические характеристики можно узнать их паспортных данных и другой документации.

Общий вид токарно-винторезного станка
Особенности УЦИ
Рассматривая прецизионный токарно-винторезный станок следует отметить его применимость в самых различных сферах.
Довольно большое распространение получили варианты исполнения с УЦИ. Данные виды токарного оборудования имеет высокую точность работы благодаря отображению осей основных органов на индикационном дисплее. Существует довольно большое количество моделей с УЦИ, каждая обладает своими особенностями. Прецизионный токарно-винторезный станок снабжается узлами, которые свойственны и остальным моделям, относящимся к этой группе. Токарно-винторезный станок с УЦИ обходится дешевле, чем токарно-винторезный станок с ЧПУ, что определяет рентабельность их установки в определенных случаях.
Для чего предназначен рассматриваемый блок? Этот цифровой блок позволяет контролировать положение различных элементов конструкции, а также вычислять требуемую информацию, к примеру, расстояние, на которое должен перемещаться суппорт или другой элемент. Производство подобных блоков началось относительно недавно, назначение некоторых моделей расширяется за счет их оборудования данным блоком управления.
Варианты с ЧПУ

Токарно-винторезный станок с ЧПУ
Современным подходом можно назвать установку оборудования с числовым программным управлением. Электрическая схема с принципиальной измененной конструкцией основных узлов позволяет добиться высокой точности обработки. К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
- Токарно-винторезный станок ЧПУ производится в соответствии с ГОСТ: класс точности и другие параметры также указываются в паспорте. В ГОСТ установлены и другие стандарты, которые стоит учитывать при выборе оборудования.
- Все подвижные органы работают от мини блока управления. Это определяет то, что токарно-винторезный станок имеет сложную электрическую схему.
- Многие модели мини, могут устанавливаться в домашних условиях по причине небольшого веса. При этом подобные токарно-винторезные станки с высокой точностью мини типа могут выдерживать большую нагрузку.
- У конструкции есть блок индикации и ввода основной информации. Государственный стандарт и ГОСТ определяет применение определенных языков программирования, которые применяются для указания пути обработки и основных режимов.
- Настольный токарно-винторезный станок по металлу (мини тип) применяется для высокоточной обработки и получения малогабаритных деталей. Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
Многие производители создают токарно-винторезные станки по ГОСТ, но стоит учитывать, что самое современное оборудование производится за границей, где не учитывается данный стандарт.
Мини токарно-винторезный станок обойдется намного дешевле, но у них есть ограничение по размерам заготовки.
В заключение отметим, что рассматривая типы токарно-винторезных станков, следует уделять внимание возможности установки самой различной оснастки. Токарно-винторезные станки по металлу имеют классификацию, которая указывается в маркировке. Каждая цифра и буква обозначают самую различную информацию, применяется маркировка с учетом принятых норм.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ