
Зависимость катета шва от толщины металла
Содержание:
- 1 Основные типы сварных швов
- 2 Параметры сварного соединения, влияющие на его качество
- 3 Расчет прочности и катета углового соединения
- 4 Дополнительные характеристики, влияющие на качество сварочных стыков
- 5 Расчет катета по толщине металла
- 6 Формула расчета
- 7 Расчет катета для шва 1м
- 8 Нормативные документы
- 9 Геометрические характеристики
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва — что это такое?

Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов — форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Как правильно использовать плазменный резак.
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.

От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.

Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
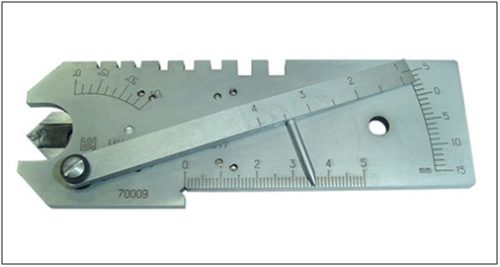
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.

Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина. Внутренний контроль проводится при помощи специальных ультразвуковых и рентгеновских приборов, выявляющих внутренние дефекты.
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К). Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Расчет катета по толщине металла
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90 о ).
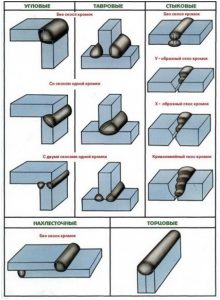
Соединения могут быть:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30 о , односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.
Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость. Важно получить прочные и надежные соединения при минимальных затратах. Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документы 
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Геометрические характеристики
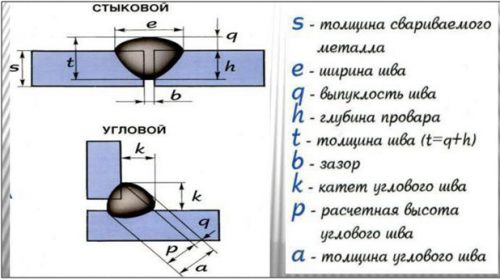
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:

- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
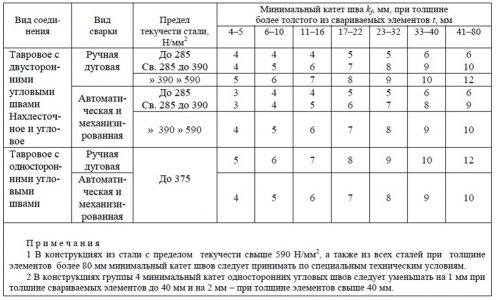
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.

Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шва
Методика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п.11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:

- где N – максимальная сила растяжения или сжатия;
- t – минимальная толщина свариваемых деталей;
- lw – длина шва;
- Rwy – сопротивление нагрузке;
- γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.

Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шва
Расчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.

В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.


где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.

Для стальных конструкций с предельными характеристиками текучести материала выше 590 Н/кв.мм или толщине соединяемых деталей свыше 80 мм, значение минимального размера катета следует брать в специальных ТУ.
Для конструкций четвертой группы, размер катета углового шва следует сокращать на 1 мм для деталей с толщиной не более 40 мм и уменьшать на 2 мм для деталей толще 40 мм.»
Инструменты для контроля размеров швов
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.
Заключение
Выше представленная информация актуальна для соединений, выполненных с использованием ручной электродуговой сварки. Размеры сварного шва при полуавтоматической сварке рассчитываются по другим методикам. Следует заметить, что все геометрические размеры сварных швов жестко завязаны на толщину свариваемых деталей и максимальную нагрузку, которую должна выдержать вся конструкция!


Отправить ответ