
Алюминиевая проволока для сварки полуавтоматом
Содержание:
- 1 В чем заключаются особенности и сложности сварки деталей из алюминия
- 2 Требования к оборудованию для полуавтоматической сварки алюминия
- 3 Условия сварки алюминия
- 4 Как правильно настроить оборудование
- 5 Выбираем аппараты для полуавтоматической сварки алюминия
- 6 Полуавтомат для сварки алюминия
- 7 Подготовка к сварке
- 8 Технология сварки алюминия
- 9 Подведем итог
- 10 Особые свойства алюминия
- 11 Задачи сварщика при работе с алюминием
- 12 Технологические особенности сварки
- 13 Как использовать полуавтомат при сварке алюминия
- 14 Плюсы и минусы сварки алюминия полуавтоматом
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
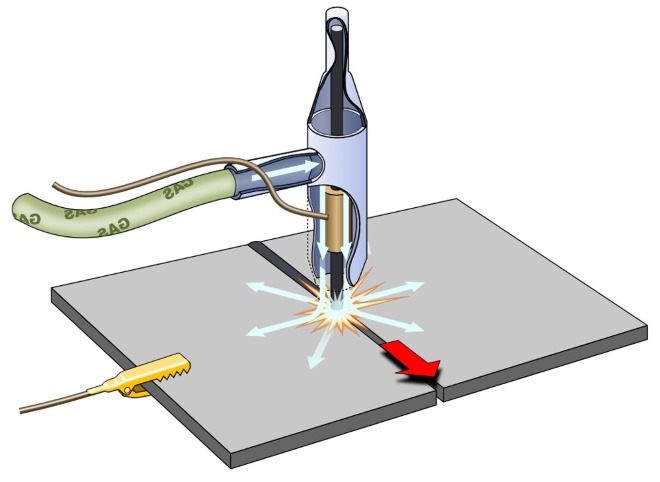
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
 Алюминий – универсальный материал, использующийся в различных сферах промышленности. Его популярность складывается из достаточно высоких эксплуатационных свойств и относительно небольшого веса. Также он обладает высокой надежностью и прочностью, практически не подвержен коррозии, что определяет долговечность изготовляемых из него деталей.
Алюминий – универсальный материал, использующийся в различных сферах промышленности. Его популярность складывается из достаточно высоких эксплуатационных свойств и относительно небольшого веса. Также он обладает высокой надежностью и прочностью, практически не подвержен коррозии, что определяет долговечность изготовляемых из него деталей.
Несмотря на свою универсальность, алюминий слабо поддается обработке, поэтому для того, чтобы выполнить сварочное соединение отдельных элементов требуется специальная сварка алюминия полуавтоматом с применением газа аргона, либо без него, если мощности агрегата хватит, чтобы создать надежное сцепление.
Полуавтомат для сварки алюминия
На выбор оборудования для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Начинающим мастерам лучше всего обратить внимание на бытовой сварочный полуавтомат для сварки алюминия с конкретным набором характеристик, необходимых на данный момент времени. Не стоит начинать свою деятельность со сложных аппаратов, так как это может привести к значительным финансовым потерям.
Разновидности
 Бытовые сварочные полуавтоматы. К этому классу можно отнести практически все приборы, работающие от сети переменного тока с напряжением 220 В и рассчитанные на кратковременную сварку (1,5-3 часа в день). Если вид работ предполагает увеличение продолжительности работы, рекомендуется делать небольшие перерывы по 10-15 минут на каждые 5-10 минут эксплуатации электроприбора.
Бытовые сварочные полуавтоматы. К этому классу можно отнести практически все приборы, работающие от сети переменного тока с напряжением 220 В и рассчитанные на кратковременную сварку (1,5-3 часа в день). Если вид работ предполагает увеличение продолжительности работы, рекомендуется делать небольшие перерывы по 10-15 минут на каждые 5-10 минут эксплуатации электроприбора.
Стандартная нагрузка бытового устройства – 16 ампер, при этом максимальная величина сварочного тока не превышает 200А. Такие приборы рассчитаны на использование сварочной проволоки диаметром от 0,8 (сталь) до 1 мм (алюминий). При этом желательно отдать предпочтение аппаратам, у которых механизм подачи проволоки имеет четыре гладких ролика без насечек, это необходимо для того, чтобы избежать деформации материала в момент подачи.
Профессиональные сварочные полуавтоматы. Используются для жесткой работы с номинальным током более 16 А, что соответствует сети с напряжением 380В. Стандартные показатели мощности колеблются в пределах 200-400А. Рассчитаны на длительный режим работы, может применяться проволока для сварки алюминия полуавтоматом с диаметром от 0,8 до 1,6 мм. Такие аппараты (подающее проволоку устройство) очень часто оснащаются электродвигателем мощностью до 50 Вт.
Необходимо знать! Увеличение длинны питающего кабеля может привести к потере мощности, особенно это будет заметно в момент падения напряжения в сети. А это, в свою очередь, повлияет на силу сварочного тока, от которого пострадает качество сварного шва.
Подготовка к сварке
 Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке, для работы понадобится:
- Полуавтомат;
- Баллон с защитным газом;
- Газовый редуктор;
- Подающее устройство с проволокой;
- Специальная горелка, по которой подается проволока, газ и электрический сигнал;
- Зажим массы;
- Шланги.
Технология сварки алюминия
 Многолетняя практика сварки цветных металлов доказывает, что если нужен качественный шов, без аргона не обойтись. Именно он является наиболее подходящим и эффективным звеном в создании литого шва между двумя и более деталями.
Многолетняя практика сварки цветных металлов доказывает, что если нужен качественный шов, без аргона не обойтись. Именно он является наиболее подходящим и эффективным звеном в создании литого шва между двумя и более деталями.
Для выполнения работы потребуется специальное оборудование и оснастка, а также инструкция, если сварка будет осуществляться новичком. Чтобы максимально качественно осуществить работу по сварке потребуется полуавтомат с автоматической подачей проволоки (плавящийся электрод) и возможностью подключения газа к аппарату.
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рассмотрим процесс:
- Соблюдая выше описанное расположение горелки, а также предварительно нагрев деталь от 120 до 250 градусов, можно добиться минимального расхода материала. В момент сварки проволока должна подаваться плавно и находиться впереди горелки. Резкие рывки могут привести к разбрызгиванию металла.
- Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- Чтобы получить ровный и качественный шов, а также сократить расход испорченных наконечников (маркировки AI) скорость сварки должна быть максимально большой.
- Чтобы проволока не застряла в наконечнике, его можно взять чуть большего диаметра.
- При работе с тонкими пластами алюминия в качестве подкладки можно воспользоваться листами нержавейки, которые уменьшат вероятность прожога и сократят расход электроэнергии, так как оператору не придется отвлекаться на проверку состояния изделия.
Использование аргона
Сварка алюминия полуавтоматом в аргоне позволяет создать защитный слой, который ослабляет воздействие атмосферного воздуха, препятствуя тем самым появлению в сварном шве всевозможных окислов. Работа с газом не отличается высокой производительностью, но гарантирует высокое качество алюминиевого соединения.

Меры предосторожности
Категорически запрещается приступать к работе без специальной маски, дополнительно можно купить: рукавицы, прорезиненную обувь, брезентовое или асбестовое полотно. Кроме этого требуется тщательная проверка элементов изоляции электросети.
Сварочный полуавтомат для сварки алюминия разрешено использовать в хорошо проветриваемых помещениях. Запрещается эксплуатация прибора в помещении с большим содержанием легковоспламеняющихся веществ.
Читайте обзоры сварочных аппаратов от разных производителей:
Нюансы выбора сварочных аппаратов Форсаж, преимущества и недостатки, сферы использования, модельный ряд и отзывы потребителей — прочесть тут.
Широким диапазоном сфер применения отличаются сварочные аппараты фирмы Кемпи — они могут применяться и в качестве бытовых источников электроэнергии, а также и на производстве. Читайте подробный обзор популярных генераторов фирмы — https://voltobzor.ru/svarochnye-apparaty-kempi-silnye-i-slabye-storony-populyarnye-modeli-i-otzyvy.
Возможные сложности
 Вследствие отличной теплопроводности материала, при работе с алюминием требуется применение мощного источника тепла, а также необходим первоначальный подогрев отдельных элементов свариваемой поверхности хотя бы на 120-150 градусов.
Вследствие отличной теплопроводности материала, при работе с алюминием требуется применение мощного источника тепла, а также необходим первоначальный подогрев отдельных элементов свариваемой поверхности хотя бы на 120-150 градусов.
Образование тугоплавкого оксида алюминия Al2O3. Его разрушение возможно при температуре более 2000 градусов (практически «невозможно» получить в домашних условиях), поэтому настоятельно рекомендуется как можно лучше раскислить верхний слой перед началом работ, чтобы улучшить проплавление.
При сварке могут образоваться горячие трещины, которые приводят к внутренней деформации и появлению напряжения в структуре материала. Требуется постоянный контроль температуры.
При осуществлении сварочных работ очень сложно контролировать процесс нагрева, так как алюминий практически не меняет цвет, а это может привести к вытеканию металла через швы. Здесь требуется опыт или постоянный контроль не только за образованием шва, но и целостностью прилегающего к нему металла.
Необходимо помнить, что при завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Подведем итог
Сварка алюминия полуавтоматом довольно сложный технологический процесс, который требует не только наличия аргонно-дугового сварочного аппарата с функцией импульсной сварки, но и определенного опыта, если отсутствует второй критерий, лучше доверить работы опытному мастеру. Как правило, цена на сварку алюминия носит договорной характер и колеблется в пределах 100-300 рублей за 1 см.
Если вы все-таки решите произвести работы самостоятельно, стоимость шва будет пропорциональна рыночной цене катушки с проволокой (при наличии полуавтомата и специального газа, без использования аргона качество шва значительно хуже).
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.


Отправить ответ