
Анодирование металла в домашних условиях
Содержание:
Нанесение лакокрасочного покрытия на поверхность металлических изделий — способ сделать детали красивыми и защитить их от деформации или образования коррозийного слоя. Существуют не только специальные краски, но и способ воронения, который отличается применением окислов железа при проведении химической реакции. В итоге удаётся получить поверхность с уникальным видом и стойким сопротивлением к внешним факторам.
Особенности окрашивания металла

Огромное количество методов окрашивания расширило и цветовую базу. В зависимости от способа нанесения лакокрасочного покрытия и использованных масел, кислот и различной степени нагрева удаётся сделать любую окраску, даже лимонный цвет.
Все варианты нанесения краски разделяют на два типа:
 При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
Применение химического метода требует наличия опыта и знания последовательности всей процедуры. Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Нанесения лакокрасочного покрытия недостаточно, если хочется чтобы металл приобрёл элегантный вид и блеск поверхности и таким оставался даже при частой эксплуатации. Подобная проблема решается путём оксидирования стали.
Эта процедура включает натирание поверхности такими смесями, как:
- азотная кислота, смешанная со спиртом, водой и медным купоросом в виде опилок;
- кислота чернильно-орешкового цвета, включающая железо и сурьму;
- азотнокислое серебро с добавлением воды;
- оливковое масло с хлористой сурьмой.
 После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
Такой способ часто используют, чтобы защитить оружие, автомобильные части от царапин и сколов. Добиться защиты получается и другими менее действенными, но дешёвыми способами. Например, многие делают воронение металла маслом в домашних условиях, которое благодаря кристаллической структуре защитного слоя краски проникает и создаёт блеск и дополнительный слой защиты.
Если вся работа проводится самостоятельно, тогда важно помнить, что после высушивания окрашенный металл будет выглядеть темнее, чем в мокром состоянии. Поэтому с учётом таких особенностей нужно откорректировать цвет в приемлемую сторону.
Способы чернения своими руками
Существует большое количество способов чернения стальной поверхности. Самые популярные из них включают применение щелочных, кислотных растворов или термическую обработку. Каждый из этих методов требует наличия специального оборудования, но некоторые варианты воронения стального материала получится сделать и в домашних условиях.
Простой, дешёвый и безопасный способ относится к обработке металла с помощью щелочного материала. Для воронения щёлочью потребуется дополнительно найти и подготовить:
- гидроксид натрия;
- нитрат натрия;
- воду;
- цифровые весы;
- защитную одежду.
 В список защиты обязательно должны войти перчатки, сапоги и респиратор. В качестве остальной части защиты подойдёт старая одежда. Для некоторых составов необходима селитра или ортофосфорная кислота.
В список защиты обязательно должны войти перчатки, сапоги и респиратор. В качестве остальной части защиты подойдёт старая одежда. Для некоторых составов необходима селитра или ортофосфорная кислота.
Для обработки металлических деталей необходима посуда из нержавейки, ведь в противном случае могут возникнуть химические реакции с щёлочью. Воронение проводится при определённой температуре, поэтому раствор предварительно засыпается в ёмкость и доводится до кипения. В таком состоянии щелочной раствор находится около часа, только потом в него опускается деталь. Если не получается сразу окунуть всю металлическую часть, то разрешается долить немного воды.
Нанесение защитного слоя с помощью щёлочи требует соблюдения всех правил, в том числе и подготовительных. Металл предварительно очищается от грязи и мусора, а потом обрабатывается растворителями, которые обезжиривают поверхность. Без этого пункта краска плохо схватится с поверхностью и быстро начнёт разрушаться.
Есть странные и одновременно удивительные способы чернения с помощью масла или яичного белка. Оба способа действенные и отлично подходят для проведения этой процедуры в домашних условиях. Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Использование яичного белка — это не менее эффективный способ. Первым делом обрабатываемую сталь промывают в растворе соды и высушивают. Дальше поверхность покрывается тонким слоем взбитых белков и так деталь остаётся лежать два дня в тёмном месте. По истечении этого времени металл нагревается до раскалённого состояния и происходит реакция, которая окрашивает его в чёрный насыщенный цвет. Чем горячее будет нагрета деталь, тем быстрее и качественнее протекает процесс воронения, но перегибать нельзя. Используя этот метод на практике, легко найти золотую середину, которая не снизит качество, но повысит скорость работы.
Оксидирование различных сплавов
Воронение алюминиевых сплавов помогает защитить поверхность от распространения коррозии. Тонкий слой защиты стойко сопротивляется любым внешним факторам, которые воздействуют на окрашенную поверхность. Использование химических составов является наиболее востребованным методом для нанесения такого покрытия.
Химический метод представляет собой погружение в приготовленный заранее состав для воронения, который включает такие компоненты, как:
- Бихромат натрия и хромовый ангидрит.
- Гексационоферрат калия, хромовый ангидрид и фторид натрия.
- Углекислый и хромовокислотный натрий.
- Ангидрид хрома и фторосиликат натрия.
 Все компоненты замешиваются при помощи жидкости и согласно инструкции наносятся на окрашиваемую алюминиевую поверхность, где и вступают в химическую реакцию самостоятельно или путём нагрева.
Все компоненты замешиваются при помощи жидкости и согласно инструкции наносятся на окрашиваемую алюминиевую поверхность, где и вступают в химическую реакцию самостоятельно или путём нагрева.
Процесс чернения металла в домашних условиях это ещё не всё, ведь после получения требуемого цвета алюминий необходимо обработать для закрепления результата. Первым делом, после извлечения деталей, вся жидкость должна стечь и только потом изделие опускают в азотную кислоту. Происходит фиксация оксидной плёнки, которая только усилит свои качества во время сушки при средней температуре. Точно сказать время оксидирования трудно, ведь чёрный цвет бывает разный, а он зависит от того, сколько времени деталь находится в химическом растворе. После проведения всех процедур, поверхность окрашивается специальными красителями для обработки воронёной поверхности.
Анодирование алюминиевых деталей
 Этот способ приобрёл наибольшую популярность при обработке алюминиевой поверхности. Суть в том, чтобы покрыть всю площадь тонким слоем пассивной изоляции, используя простые компоненты и инструменты.
Этот способ приобрёл наибольшую популярность при обработке алюминиевой поверхности. Суть в том, чтобы покрыть всю площадь тонким слоем пассивной изоляции, используя простые компоненты и инструменты.
Первым делом необходимо подготовить насыщенный раствор электролита, аналогичный процедуре хромирования стали. Анодирование включает обработку алюминия в ёмкости с жидкостью, куда поступает ток. В качестве источника тока подойдёт простой аккумулятор средней мощности.
Алюминиевые детали, перед тем как опустить в раствор электролита, следует обезжирить при помощи растворителей или простого стирального порошка. В ёмкости при воздействии тока появляется голубовато-серый налёт, если обезжиривание изделия прошло успешно. Дальше поверхность алюминия протирают раствором из марганцовки, который удаляет налёт и делает поверхность блестящей и гладкой. Для дальнейшего окрашивания подойдут анилиновые краски любого цвета.
Хоть процесс и считается самым лёгким из доступных методов, всё равно требуется опыт и практика. Поэтому первый раз лучше попрактиковаться на рабочей детали топора или других ненужных материалах.
Воронение нержавеющей стали
 Защитный слой, который появляется после воронения, способен сделать поверхность прочной и стойкой к любым механическим и химическим воздействиям, что особенно полезно для постоянно эксплуатируемого оборудования или машины. Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
Защитный слой, который появляется после воронения, способен сделать поверхность прочной и стойкой к любым механическим и химическим воздействиям, что особенно полезно для постоянно эксплуатируемого оборудования или машины. Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
В помещении, где будет проходить окрашивание обязательно должна быть предусмотрена искусственная вентиляция, ведь через открытые окна или двери может залететь мелкий мусор, который осядет на поверхность металла как раз в процессе чернения. О попадании пыли на изделие важно помнить, если проводится полировка или шлифовка в непосредственной близости от высыхающей детали. Температура в помещении должна быть комнатной и постоянной независимо от времени года на улице.
Специалисты в сфере окрашивания уже давно изучили, как заворонить металл в домашних условиях, поэтому следует придерживаться установленной процедуры и изменять её только при несовместимости с материалом. Свои правила вводят в практику только после долгого изучения и многократного применения новой методики воронения.
Качество чернения стальной поверхности зависит от нескольких условий:
- Участок окрашивания должен быть в нормальном состоянии. Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.
- Любое химическое соединение вступает в контакт с очищенной поверхностью и поэтому любые частицы грязи обязательно необходимо удалить.
- Качество зависит и от структуры металла.
- При выполнении всех требований по механической и термической обработке.
 Это основные условия, которые оказывают прямое влияние на соединение химической смеси со стальной или алюминиевой поверхностью.
Это основные условия, которые оказывают прямое влияние на соединение химической смеси со стальной или алюминиевой поверхностью.
Сложность окрашивания различных деталей в основном зависит от их размера и формы. Небольшие изделия, элементы оружия и части машины легко покрыть в домашних условиях вороным цветом, используя простую фаянсовую, стеклянную или фарфоровую ёмкость. Большие предметы окрасить будет проблематично без использования специального оборудования. Как минимум, может потребоваться небольшой кран или подвесная машина, равномерно опускающая металл в кипящую воду или раствор, через который пропускают ток.
Воронение металла это отличный способ защитить его от внешних повреждений и одновременно придать пикантный и уникальный вид. Особенно такой способ подходит для окрашивания деталей машины, оружия или публичных предметов. Сделать всё можно и своими руками, но важно не забывать о правилах процесса воронения и соблюдения безопасности.

Содержание статьи
- Характеристики
- Процесс
- Материалы
- Алюминий
- Титан
- Сталь
- Медь
- Видео анодирования дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Характеристики анодирования

Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости. Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта. Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали. В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
- Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
- Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
 Сегодня для анодирования используются различные металлические материалы.
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегиро-ванная (углеро-дистая) / чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав |
(припой ПОС)
Анодирование в домашних условиях

В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе.
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции. С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации.
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Видео анодирования в домашних условиях
Статьи по теме
Огнезащита металлоконструкций
Ни для кого не секрет, что металлу не свойственна горючесть. Однако, не смотря на это, воздействие высоких температур приводит к изменению его твердости, в результате чего металл становится мягким, гибким и в результате способен деформироваться. Все это является причинами, по которым несущая способность металла утрачивается, что может стать причиной обрушения целого здания или его отдельной части во время пожара. Несомненно, это очень опасно для человеческой жизни. Для того, чтобы не допустить такого, при строительстве применяются разнообразные составы, способные сделать металлоконструкцию более устойчивой к высоким температурам.

Порошковое покрытие металлических изделий
Формирование покрытий связано с процессами сплавления частиц, растекания расплава и химического отверждения (в случае термореактивных красок).

Вспучивающиеся огнезащитные покрытия (ВОЗП)
Свойство вермикулита увеличивать объем при нагревании свыше 150°C, создавая при этом термоизоляционное слой, применяется для создания вспучивающихся огнезащитных покрытий (ВОЗП).
Защита трубопроводов от коррозии
Сегодня без разных видов трубопроводов невозможно представить себе жизнью Они находятся практически в каждом населенном пункте и обеспечивают коммуникации. Производств труб для прокладки под землей осуществляется из металлов самых разных типов.
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.

Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.

Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
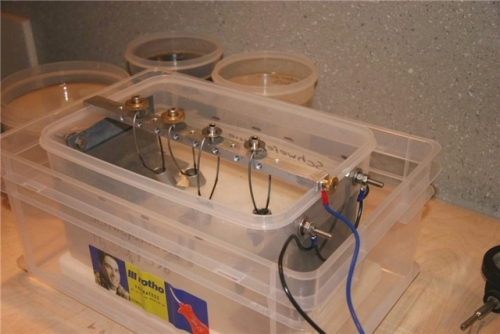
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.

После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.

Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.


Отправить ответ