
Аппарат для лазерной сварки нержавейки
Содержание:
- 1 Особенности сварки ММА
- 2 Аппараты для сварки нержавейки
- 3 Аргоновая сварка AC/DC TIG
- 4 Сварка нержавейки МИГ/МАГ
- 5 Преимущества лазерного сваривание нержавейки
- 6 Виды аппаратов
- 7 Импульсные и непрерывные лазеры
- 8 Технология сваривания нержавейки
- 9 Контроль качества свариваемого шва
- 10 Общая информация
- 11 Применение твердотельного лазера
- 12 Применение лазера с газом
- 13 Преимущества и недостатки
- 14 Вместо заключения
Сварка нержавеющей стали отличается некоторой сложностью, которая вызвана особенностью химического состава. По сути, нержавеющая сталь — это сплав железа с хромом с добавлением углерода, марганца, магния, ванадия и прочих элементов в количестве от нескольких сотых до 1-2%. В то же время содержание хрома находится в диапазоне 13-30%.
Сварочный аппарат для сварки нержавейки может применяться любой конструкции — ММА, DC/AC TIG, MIG, но он должен иметь более широкий диапазон регулировок, чем установка для сваривания обычной низколегированной и углеродистой стали. Заслугой тому особые свойства нержавейки:
- низкая теплопроводность;
- высокая химическая активность в зоне расплава;
- значительный коэффициент термического расширения;
- низкая температура плавления.
Учитывая эти особенности, сварочный трансформаторный или инверторный аппарат для нержавеющей стали должен иметь возможность сварки при пониженном токе. В таком случае к зоне шва поступает намного меньше тепла — металл не прогорает и не нарушается его структура.
Также сварочный аппарат для нержавейки должен работать как в прямой, так и в обратной полярности, переключаться на переменный ток и обладать способностью вести сварочные работы в импульсном режиме. Не очень много моделей даже профессиональных аппаратов сочетают в себе все эти возможности, поэтому для работы исключительно с нержавейкой аппарат выбрать довольно сложно.
Кроме сварки электрической дугой, для нержавейки активно применяется и лазерная, но преимущественно в промышленных условиях. На бытовом уровне или в небольших мастерских встретить лазерный сварочный аппарат для нержавеющей стали довольно сложно. Это очень сложное и дорогое оборудование, но есть умельцы, которые в собственных гаражах строят вполне работоспособные установки для работы с лазером.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах,  где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА

Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0 С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Аргоновая сварка AC/DC TIG
Не менее распространенным оборудованием для сварки нержавеющих сталей в полупрофессиональном и профессиональном сегменте являются аппараты AC/DC TIG, работающие в атмосфере аргона. Электродом в этом случае выступает вольфрамовый стержень, обязательно использование присадочной проволоки специальных марок, которые превосходят свариваемый металл по уровню легированности, например, ER 308.
При сварке тонкого металла, под нержавейку можно установить медную пластину для отвода тепла. После окончания сварки необходимо оставить подачу газа на несколько секунд, так называемый режим Post flow. Это позволяет металлу остыть в достаточной степени без окисления и предотвратить подгорание электрода из вольфрама.
Аппараты для AC/DC TIG способны работать со многими металлами, например, алюминием и его сплавами. В самых современных используется технология Soft Switch, позволяющая резко уменьшить уровень тепловых потерь, настройки баланса тока, изменение частотных характеристик при сварке на переменном токе, режим пульсации.
Особенно интересный режим MIX TIG, который используется в полупрофессиональных и профессиональных аппаратах и представляет собой комбинацию поочередного применения сварки при постоянном и переменном токах. При этом переменный разбивает оксидную пленку без перегрева металла, а постоянный производит расплав и сваривание. Практически все аппараты имеют режим Spot Arc — точечную сварку, позволяющую сделать прихватку металла, точно выполнять лицевые швы.
Лучшие сварочные аппараты — TRITON ALUTIG , Aurora PRO INTER, Сварог PRO TIG, Aurora IRONMAN, Fubag INTIG. Они находятся в разных ценовых категориях, но позволяют выполнять сварку нержавейки приблизительно на одном уровне качества, отличаясь только временем непрерывной работы и ограничениями по мощности.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
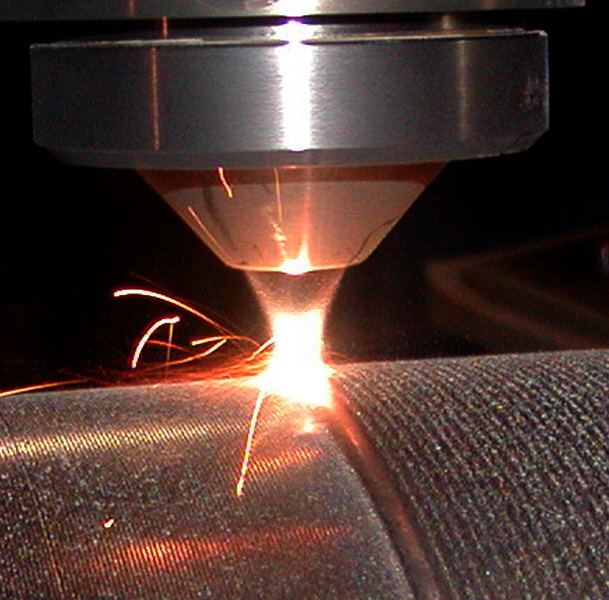
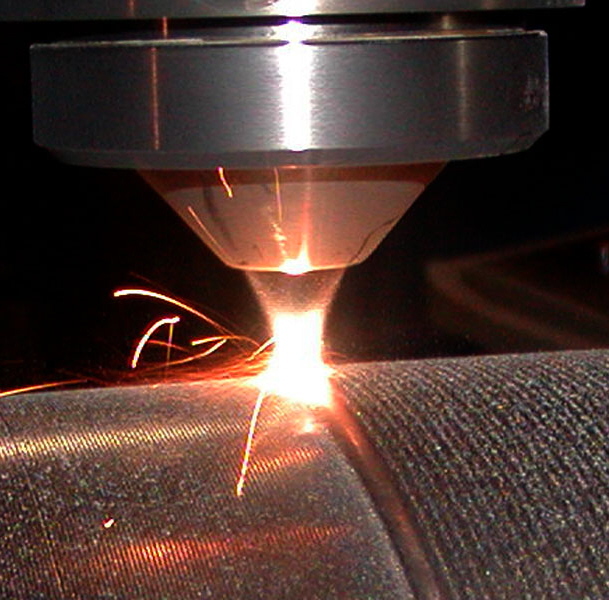
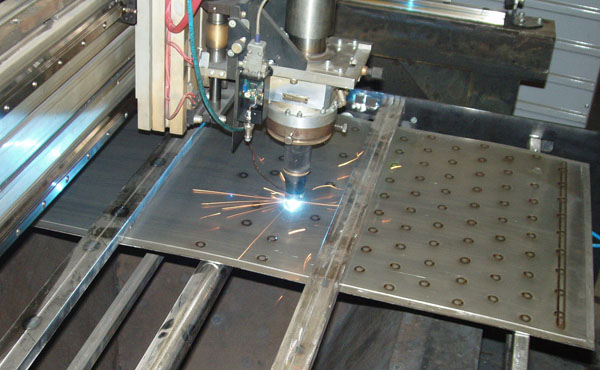
Лазерное сваривание нержавейки является соответственно уникальным процессом соединения, благодаря ему осуществляется прогрев необходимых частей металла, и расплавление его, с применением узконаправленного лазерного луча. Главным преимуществом подобного метода сваривания считается то, что при работе можно сформировать аккуратный узкий шов с наиболее глубоким проваром.
В использовании простого сваривания нержавейки, температура которого считается узко ограниченной по требуемой площади. Скорость процесса, при котором обрабатывается металл, происходит намного быстрее, однако при всех технологических преимуществах существует большой вред организму из-за определенного излучения.
Подобный способ технологии рекомендуется производить по ГОСТ 19521-74. Из-за которого лазерное сваривание относится к работам термического рода, где используется применение расплавления и энергии тепла, чтобы получить конечный результат. Тонкости подобных работ напрямую зависят от характеристик присутствующих у луча, поскольку здесь присутствует важная роль его когерентность, монохроматичность и направленность.
Благодаря таким функциям луча появляется возможность в осуществлении точечной концентрации, и выполнять обрабатывание малых участков. Такой способ используется практически в автомобильном изготовлении и еще в некоторых сферах, где необходимы высокоточные соединения в работах с тонкими металлами.
Преимущества лазерного сваривание нержавейки
• По себестоимости такой процесс не имеет особое отличие от простых методов, где применяется дуговое сваривание и электроды;
• Присутствует весьма большая точность, благодаря которой соединения высчитывается по десятым долям миллиметров;
• Имеет возможность выполняться в автоматическом режиме, и на дистанционном управлении;

• Если сравнивать со свариванием, где используются электронные лучи, то здесь для эффективного результата, нет необходимости в использовании специальной вакуумной среды;
• Подобный вид сваривания обладает высокой скоростью проведения работ, что считается огромным плюсом в производственных сферах;
• Имеется возможность в формировании швов почти различных геометрий;
• Великолепно подходит для сваривания, как нержавеющей стали, так и алюминия с остальными проблематичными сплавами;

• Благодаря качеству соединения, можно изготовлять герметичные сваривания.
• Для проведения подобного процесса понадобится приобрести необходимое оборудование;
• Весьма дорогостоящая техника для проведения свариваемых работ;
• Коэффициент полезного действия весьма маленький, составляет 1-2%;
• Отсутствует возможность в образовании толстых соединений, в отличие от многих разновидностей сваривания.
• Необходимость в четких настройках параметров и регулировках в соответствии с каждой процедурой.
Виды аппаратов
В лазерном сваривании нержавейки есть два главных вида, газовый аппарат и твердотельный. Твердотельный аппарат отличается от газового аппарата тем, что присутствует совсем иная длина волны, и поскольку она короткая, мощность в аппарате уменьшается. Чаще всего в подобной работе оборудования используется режим импульсов, благодаря чему его непрерывность образуется значительно реже. В таком случае лазерное сваривание нержавейки происходит благодаря присутствию активного элемента. Излучение лазером выходит за рамки стеклянного стержня, на месте него появляется твердотельный активный элемент.
Аппараты с принципом газового воздействия могут осуществлять работу, как в режиме импульсов, так и не прерывистом. Тут мощность имеется гораздо больше, чем у твердотельного аппарата. Есть возможность в использовании техники с поперечной прокачкой, и можно будет сэкономить в размерах, поскольку само оборудование считается компактным. При таких раскладах максимальная ширина металла для сваривания будет около 2 см. В подобном способе активным элементов выступают горящие газы.
Импульсные и непрерывные лазеры
Сваривание импульсного типа должно соответствовать согласно ГОСТ 28915-91. Чаще всего оно используется как не прерывистое, поскольку благодаря точечному применению, образуется наивысший эффект по качеству. Подобный метод состоит в том, что скапливается большая часть энергии, а затем взаимодействует на материал на весьма маленький промежуток времени. Из-за этого улучшается сваривание металлов, имеющих возможность поддаваться сильной деформации. Процесс лазера работает так, что поверхность материала подогревается только на верхнем слое, поэтому шансы образования сквозных отверстий становится меньше.
Если применять непрерывный лазер, то можно формировать сплошной шов, к тому же есть возможность в регулировке его углубления, из-за наличия мощности в аппарате. Если использовать подобную технику, можно образовать парогазовый канал, а ширина обрабатывания будет по-прежнему узкой.
Технология сваривания нержавейки
Особенности в сваривании нержавеющей стали предпочитают применение специальной аппаратуры. В начале, необходимо провести подготовительные процедуры металла к процессу сваривания. Для осуществления этого, потребуется удалить различные загрязнения, обезжирить, убрать различный мусор и другие загрязнения, а так же любые налеты из ржавчины, если такие присутствуют.
Затем необходимо выбрать требуемые режимы и параметры для соответствующей работы. Поскольку при тонкой ширине шва, разрешается работать как с тончайшими изделиями, так и с широкими промышленными заготовками, смотря какой используется аппарат. После того, как будет отрегулирована техника, можно непосредственно переходить к процессу, поднеся металл под лазерный луч, или навести его на тяжелую деталь. Движения необходимо совершать как можно быстрее, поскольку температура расплавления лазером слишком высока.

Если придется столкнуться с такими проблемами как заделки трещин и другими мелкими нюансами, то можно воспользоваться лучом для сваривания частей, в других моментах может помочь применение специальной проволоки. В завершении процесса необходимо подождать пока деталь остынет сама, не применяя при этом никаких температурных воздействий и резких охлаждений.
Контроль качества свариваемого шва
Если процесс лазерного сваривания нержавейки применяется собственноручно в домашних условиях, то контроль качества не всегда понадобится. Но если подобные процедуры производятся в промышленных сферах, то категорически рекомендуется соблюдать все правила по проведению работ согласно ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Магнитный контроль;
- Контроль на проницаемость;
- Внешний осмотр.
Меры осторожности
В процедурах с лазером требуется не допустить его попадания на различные предметы, поскольку из-за его температурного воздействия большинство вещей прорежется или воспламенится. Необходимо правильное соблюдение инструкций по эксплуатации техники, что бы избежать вреда для организма. Что не происходило проблем с прожигание листов, в особенности из тонкого металла, необходимо соблюдать правильно выставленные параметры при помощи регулировки.
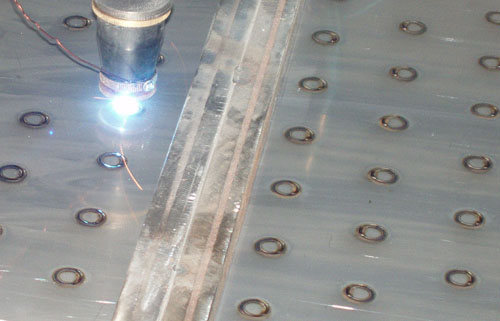
Лазерная импульсная сварка — нечасто встречающийся, но все же заслуживающий внимания метод соединения металлов и стекла. С помощью такого метода возможна быстрая, качественная и эстетичная лазерная сварка нержавейки, лазерная сварка алюминия и даже сварка серебра.

Весь процесс проходит в автоматическом или полуавтоматическом режиме, поэтому шов всегда получается прочным и долговечным, ведь вероятность человеческого фактора невелика. В этой статье мы кратко расскажем, что из себя представляет лазерная сварка, какие преимущества и недостатки есть у этой технологии.
Общая информация
Лазерная сварка металлов осуществляется с помощью специального оборудования. Как мы писали выше, оно может быть полуавтоматическим (работать под контролем мастера) и автоматическим, вплоть до роботизированных моделей, осуществляющих работу без присутствия человека. Суть сварки с помощью такого оборудования проста: металл нагревается и плавится за счет лазерного луча, поэтому такой метод часто называют просто «сварка лазерным лучом».

У лазерного луча есть ряд очень важных характеристик, которые как раз и позволяют сваривать детали. Например, пучок луча концентрируется строго в одной точке и не рассеивается. Благодаря такой особенности на одном небольшом участке концентрируется большой поток энергии, за счет которой и плавится металл. Этой энергии достаточно для быстрой и качественной сварки даже толстых металлов.
Одна из самых универсальных лазерных установок — это «Квант 15». Такое оборудование часто используется для сварки однородных и разнородных металлов толщиной до 3 миллиметров. Так, например, такой лазерный сварочник широко применяется в стоматологии при создании протезов. Также с его помощью возможна лазерная сварка нержавейки.
Все лазерные установки делятся на два типа: твердотельные и газовые. Также существует лазерно-дуговая сварка. Это гибрид из лазерной и дуговой сварки, который обладает всеми преимуществами и того, и другого метода соединения металлов. Лазерно-дуговая сварка очень технологична и редко применяется в домашних мастерских или на небольших заводах, так что остановимся подробнее на первых двух типах лазерной сварки.
Применение твердотельного лазера
Твердотельный лазер используется в связке со специальными электродами. Электроды могут быть рубиновыми, стеклянными, с примесями неодимов. Схема стандартного твердотельного лазера изображен на картинке ниже. Мощность таких лазерных установок крайне мала и не превышает 6 кВт. Поэтому твердотельные лазеры используют для сварки деталей малых толщин. Например, детали, которые необходимы в микроэлектронике.

Таким лазером можно сварить детали из золота, нихрома или тантала. Можно расплавить проволоку диаметром менее 1 миллиметра. Также можно точечно сварить фольгированные детали.
Применение лазера с газом
Газовые лазеры более мощные по сравнению с твердотельными, поэтому сфера их применения гораздо шире. Здесь вместо электродов используется защитный инертный газ, зачастую аргон. Схему газового лазера вы можете видеть на картинке ниже.

Единственный недостаток газовых лазеров — это их немалый размер и вес. Но он вполне оправдан, ведь за громоздким тяжелым корпусом скрывается большая мощность, достигающая 20 кВт. А это значит, что с помощью такого оборудования можно соединить даже самые толстые детали, не сбавляя скорости (средняя скорость сварки газовым лазером — 60 метров в час).
Но самые впечатляющие, конечно, газодинамические лазеры. Для их работы требуется нагреть газ до очень высоких температур. Сам лазер выдает до 100 кВт и сваривает металл со скоростью 200 метров в час. Конечно, такие установки используются только на очень крупных производствах.
С помощью газовой установки любой мощности становится возможна лазерная сварка алюминиевых сплавов, лазерная сварка кузова автомобиля, лазерная сварка нержавеющей стали и даже лазерная сварка стекла. Так что сфера применения действительно обширна.
Также есть один нюанс, который нужно учесть. Не важно, что вам предстоит: лазерная сварка алюминиевых сплавов, нержавейки или стекла, в любом случае сварочная зона нуждается в защите от кислорода. Здесь все так же, как и при обычной ручной дуговой сварке. Сварочная зона может сильно пострадать от кислорода, шов получится некачественным. Мы уже писали выше, что при газовой сварке лазером используется аргон, но порой этого недостаточно.
Если установка слишком мощная, луч лазера может быстро рассеиваться из-за стремительного испарения металла. Чтобы этого избежать помимо аргона нужно подавать газ, подавляющий плазму. Для этих целей зачастую используют гелий, поскольку он не препятствует аргону и при этом не дает лучу рассеиваться. Опытные мастера используют в работе равную смесь аргона и гелия, обеспечивая сразу две функции: защитную и плазмоподавляющую.
Преимущества и недостатки
Преимущества лазерной сварки можно описать одним словом — точность. Лазерные установки никогда не ошибаются, с их помощью можно направить луч в конкретную точку и вероятность ошибки будет минимальна. Даже при работе с очень мелкими деталями. При этом качество соединения всегда очень хорошее.
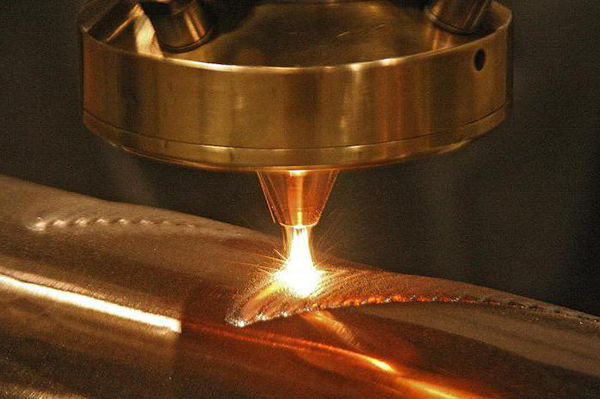
Мощные лазеры, использующие в работе газ, довольно глубоко проваривают деталь, оставляя узкий шов. За счет этого преимущества детали не деформируются даже при воздействии очень высоких температур, поскольку зона повышенного термического напряжения сфокусирована в одной точке.

Следующий плюс просто невозможен для большинства типов сварки. Луч лазера можно направить с довольно большого расстояния, что крайне удобно в труднодоступных местах. К примеру, существует лазерный аппарат, способный ремонтировать подводные трубопроводы. Это становится возможным за счет использования зеркал. Луч прямой, но его всегда можно отразить в любую необходимую сторону. Все это позволяет выполнять лазерную сварку в самых неожиданных местах.
Верх мастерства — сварка двух и более деталей одновременно, используя для этого всего одну установку. Для этого используется призма, которая расщепляет луч и направляет его сразу в несколько сторон. С помощью такого метода можно снизить себестоимость сварки и увеличить производительность.
Единственный недостаток — большая цена лазерных установок и их технологическая сложность. Не каждый сварщик оценит преимущества лазерной сварки и пожелает получить соответствующую квалификацию.
Вместо заключения
Электросварка лазером — это по-настоящему современная технология, которой стоит обучиться, если вы желаете улучшить свои профессиональные навыки. С помощью лазерного сварочника вы без труда соедините металлы больших и малых толщин, вам станет доступна быстрая и качественная лазерная сварка алюминиевых сплавов и нержавеющей стали. Желаем удачи в работе!


Отправить ответ