
Аппарат для пайки проводов
Содержание:
- 1 О сварке проводов
- 2 О конструкциях сварочных трансформаторов
- 3 Особенности соединений
- 4 Преимущества способа
- 5 Технология процесса
- 6 Использование инверторного аппарата
- 7 Самодельный аппарат
- 8 Меры безопасности
- 9 Конструктивные особенности оборудования
- 10 Сфера применения сварочного аппарата
- 11 Виды проводов для сварочника

Способов соединения проводов существует много. Они отличаются скоростью монтажа, качеством электрических контактов, возможностями длительной работы под действующими нагрузками сети.
Повышенной надежностью обладает проверенная временем скрутка со сваркой. Все другие технологии уступают ей в разной мере.
В статье даются советы домашнему мастеру по изготовлению сварочного трансформатора напряжения для соединения медных проводов при монтаже бытовой электропроводки и описание технологии их сварки с поясняющими картинками, схемами и видеороликом.
В быту можно встретить проводку, проложенную по старый методике из алюминия или современную из меди. Сваривать можно оба типа, но, поскольку алюминиевые провода сейчас дорабатывают свой ресурс и подлежат замене медными, то применительно к последним и будем выполнять все расчеты.
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
Подготовительные работы
-
разделка концов кабелей и проводов, снятие изоляции;

скрутка оголенных жил;

подготовка сварочного оборудования.

Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу. Процесс протекает кратковременно, без образования большого количества брызг металла. Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
Такой электрод подносят вплотную к скрутке и сразу же отводят на 0,5÷1 мм. Возникающая дуга расплавляет медь, образуя на окончании характерный шарик. Цепь тока сразу разрывают: кратковременностью процесса сохраняют целостность изоляции на проводах, исключают образование пористой структуры металла в создаваемом шве.

После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
О конструкциях сварочных трансформаторов
Для сварки со скруткой электропроводки можно использовать различное оборудование промышленного производства или сделать его самостоятельно.
Инверторные аппараты
Эти современные промышленные приборы позволяют качественно выполнять работу, создавая хорошие швы даже начинающим сварщикам.

Совсем не сложно инвертор для сварки купить в магазине. Им можно выполнять и другие работы по дому. Но мы не преследуем эту цель, а интересуемся тем оборудованием, которое можно сделать своими руками.
Самодельные конструкции
Среди множества разработок рассмотрим две: наиболее простую и мощную, которые не так уж сложно воплотить в жизнь.
Самый простой сварочный аппарат
Его можно изготовить для замены электропроводки в частном доме или квартире: потребуется просто подобрать или изготовить трансформатор мощностью порядка 600 ватт с напряжением 220/12÷36 вольт.
Для сварки скрутки может понадобиться ток около 100 ампер. Учитывая, что рабочий режим длится не более двух секунд, а дуга для каждой цепи создается с выдержкой времени, толщину провода для вторичной обмотки и цепь подключения электродов допустимо выбирать на меньшие нагрузки. Перегрев их изоляции придется исключать обдувом или перерывами в работе.
Где взять трансформатор напряжения
Из готовых образцов можно порекомендовать модель типа ТБС (трансформатор броневой станочный).

Альтернативным методом является его изготовление своими руками. Эта технология подробно описана статьей об электрическом паяльнике Момент.
Разница только в том, что здесь отсутствует короткозамкнутая вторичная обмотка. Ее можно наматывать не цельной шинкой, а параллельным набором доступных проводов сечением 2,5÷3 мм кв. Минимального напряжения порядка 12 вольт будет достаточно для сварки меди, но желательно его увеличить в 2÷3 раза.
Конструкция приспособления для сварки скруток
Такое устройство не сложно изготовить своими руками. Оно значительно облегчает работу, делает ее более безопасной.

Угольный электрод крепят на неподвижное основание из металла.
Скрутку проводов просто вставляют в барашковый зажим подвижного металлического рычага и прижимают ее к графитовому электроду с флюсом (бура). Кратковременно подают напряжение на трансформатор, осуществляя сварку. Проводам дают возможность остыть прямо внутри углубления электрода.
Потребуется поэкспериментировать, чтобы определить время сварки опытным путем, используя ненужные отрезки провода для создания дополнительной скрутки.
Мощный регулятор постоянного тока
Его изготавливают отдельным корпусом, состоящем из двух блоков:
Они соединяются проводами между собой и выводами от вторичной обмотки отдельного силового трансформатора напряжения, а также сварочными электродами.

Этот регулятор выдает выпрямленный ток, который можно использовать как для сварки, так и других целей, например, зарядки аккумуляторов, параллельного питания стартера при пуске двигателя легкового автомобиля или выполнения другой работы.
Конструкцию несложно собрать навесным методом. Даже в этом случае можно добиться ее небольших размеров.
Регулятор получает питание от вторичной обмотки силового трансформатора. Напряжение на входе может быть в пределах 50÷90 вольт.
Электронный блок
Работа основана на схеме фазоимпульсного генератора сигналов, изготовленного из двух биполярных транзисторов прямой и обратной проводимости (p-n-p и n-p-n типа).
Положение движка потенциометра R2 влияет на скорость зарядки конденсатора С1 до напряжения 6,9 вольта. При его увеличении происходит открытие транзисторов VT1 и VT2. Через них начинается разряд конденсатора на обмотку I трансформатора Т1 (импульсного типа).
Этот импульс разряда через вторичные обмотки II и III поступает на управляющий электрод силового тиристора VS-3 или VS-4, открывает его при соответствующем направлении полуволны синусоидальной гармоники напряжения.
Тиристоры VS-1 и VS-2 работают в качестве промежуточных усилителей управляющего тока для силовой цепи. Дело в том, что в качестве импульсных используются трехобмоточные трансформаторы серий ТИ-3÷ТИ-5. Во всех трех обмотках они имеют одинаковый коэффициент трансформации (1:1:1). Создаваемый ими ток импульса мал, его требуется увеличивать.
Этот же вопрос можно решить иначе: собрать на ферритах импульсный трансформатор напряжения с повышенным коэффициентом трансформации во вторичных обмотках, добившись величины тока, достаточной для управления выходным каскадом основных тиристоров.
Выходной силовой блок
За основу работы использована несимметричная схема моста. В ней тиристоры VS-3 и VS-4 работают в одной фазе. Они способны нормально выдерживать ток до 160 ампер, направляя его через угольный электрод. Плечи с диодами VD6, VD7 используются в качестве буфера.
Если при монтаже не сделано ошибок, то регулятор работает сразу без дополнительной наладки.
Для закрепления материала рекомендую посмотреть видеоролик Татьяны Авраменко «Сварка медных проводов». Только критически отнеситесь к способам разделки жил и изоляции скруток, показанных автором.
Сейчас вам удобно задать вопросы в комментариях и поделиться этим материалом с друзьями в соц сетях.
При производстве электромонтажных работ, в частности при устройстве, ремонте или замене электропроводки, невозможно обойтись без соединений проводов. Они обязательно встречаются в распределительных коробках, к ним прибегают при замене неисправного участка цепи.
Одним из видов надежного неразъемного соединения является сварка скруток, когда провода вначале скручивают, а затем сваривают.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.

Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.
 Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
Преимущества способа
Сварка скрутки является более технологичным видом соединения. Она выполняется быстрее, к тому же не требуется никакой присадочный материал. Оплавляемые концы скрученных проводов образуют прочное соединение, не подверженное электрохимической коррозии.
Для сварки потребуется дополнительное оборудование, и это – единственный недостаток. При отсутствии специального сварочного аппарата для сварки скруток, можно воспользоваться инверторным сварочным аппаратом, а можно изготовить такой аппарат своими руками.
Особенностью сварки скруток является то, что она проводится угольным неплавящимся электродом, который для удобства лучше заточить под конус.
Технология процесса
 Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Использование инверторного аппарата
 Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Самодельный аппарат
 Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
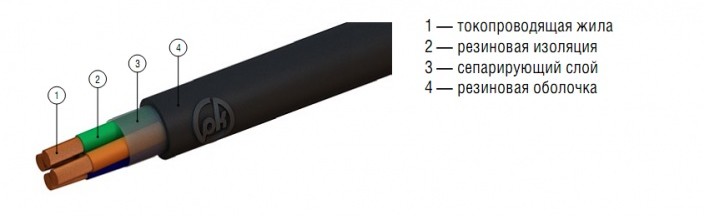
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
В быту и на производстве очень часто приходится собирать конструкции из различных материалов. При этом способ соединения деталей зависит от их конструктивных особенностей и может быть разъемным или нет. Что же касается металлических изделий, таких как провода, то для них применяется скрутка или сварка.
Однако при первом способе происходит окисление в месте соединения, поэтому его применение ограничено. В это же время второй метод предполагает надежную и качественную сборку. Для его выполнения используют аппарат для пайки медных проводов, использование которого в последнее время получило достаточно широкое распространение.
Конструктивные особенности оборудования
Прибор для сварки медных проводов должны обладать определенными свойствами и работать с ними может только специалист, имеющий навыки в этом деле. Это связано с тем, что температура плавления у этого материала составляет 1080°C. Однако при нагреве до 300°C медная проволока становится хрупкой и может сломаться, поэтому и нужны навыки в ее сварке.

Выполняться она может переменным или постоянным током, а такая универсальности присуща многим сварочным аппаратам с проволокой, электронно-лучевым и даже трансформаторам. Возможно использование и других способов для соединения медных проводов.
Но так как этот процесс проводят обычно при напряжении в 12 или 36 В, то лучше выбирать аппарат с возможностью регулировки силы тока. В таком случае сварка займет минимум времени. В процессе образуется устойчивая капля, которая крепко соединяет медные скрутки.
Но, выбирая силу тока, нужно учитывать не только сечение, но и число жил в проводе. Для выполнения соединения используют электроды, содержащие медь в своем составе.
Сфера применения сварочного аппарата
Оборудование этого класса пригодно для эксплуатации в различных отраслях. С его помощью можно выполнять работы на следующих объектах:
- Электрощитках и шкафах;
- Распределительных коробках;
- На подстанциях;
- В процессе ремонта электронно-бытовых приборов;
- На производстве.
Но где бы вы не использовали такой аппарат необходимо соблюдать правила техники безопасности и работать только на обесточенных объектах.
Рекомендации по выполнению соединения медных жил при помощи сварочного оборудования
Смотрим видео, сварка проводов своими руками:
Независимо от модели оборудования процесс в целом не имеет отличий и проходит в несколько этапов:

Сначала с проводов снимается изоляция;
При этом отрезок времени за который образуется капля из расплавленной меди весьма небольшой. И если передержать электрод, то это приведет к расплавлению соединяемых жил, но и недодержать тоже нельзя, иначе соединение получится пористым и ломким.
После выполнения сварки и остывания проводов шов изолируют и только после этого допускается подключать напряжение.
Виды проводов для сварочника
Работа инвертора невозможна без его полной комплектации. В нее обычно включают не только сам аппарат, но и кабели. Они представляют собой проводник тока, выполненный из медной проволоки диаметром до 0,2 мм. Несколько таких элементов сплетаются в один пучок, который сверху имеет изоляционное покрытие.
 Назначение этого провода заключается в подводке тока от инвертора к держателю электродов. Это необходимо для того, чтобы подключить аппарат к электросети и заземлению. Выбираются провода на основе характеристики агрегата и кабеля и при этом учитываются следующие показатели:
Назначение этого провода заключается в подводке тока от инвертора к держателю электродов. Это необходимо для того, чтобы подключить аппарат к электросети и заземлению. Выбираются провода на основе характеристики агрегата и кабеля и при этом учитываются следующие показатели:
- Длина;
- Площадь сечения;
- Падения напряжения в контуре.
На рынке провода представлены различными видами, что дает возможность приобретать изделие, которое обеспечит максимальную эффективность при применении оборудования. Наиболее популярным у сварщиков считается кабель марки КГ. Он представляет собой гибкий провод, применяемый для подключения агрегата к сети.
Различают несколько разновидностей кабелей, которые отличаются по допустимой нагрузке тока. Кроме того, имеются модификации, рассчитанные на применение в определенных климатических условиях. Например, для северных регионов – это КГ-ХЛ с покрытием из холодостойкой резины, для южных – КГ-Т, устойчивый к появлению грибка.
Выпускается и еще одна марка кабелей для инверторов – КОГ1. Они отличаются наличием гибкой жилы, что позволяет специалисту, работающему с оборудованием спокойно перемещаться, меняя положение электрододержателя без дополнительных усилий.
Для территорий с повышенной пожароопасностью подходят провода марки КГН, повещенные в оболочку из негорючего материала.
Основные характеристики для выбора
Широкий ассортимент оборудования представленный на отечественном рынке несколько смущает неопытных покупателей. Но только на первый взгляд кажется, что модели, отличающиеся ценой, имеют существенную разбежку в параметрах. На самом деле больших отличий в характеристиках и функциональности у аппаратов для сварки проводов нет. Недорогие модели обычно изготовлены в Китае, более качественное оборудование поставляют европейские производители. Однако даже в их продукции могут использоваться китайские комплектующие и в этом ничего плохого нет.
Поэтому выбирая агрегат необходимо обращать внимание на диапазон регулировки сварочного тока. Для использования в быту достаточно и 160-200 А, в то время как для профессиональной деятельности потребуется аппарат с большим диапазоном.
Важна и длительность работы без перерыва. Она зависит от того, на каких токах эксплуатируется аппарат. При высоких значениях реально держать дугу не более 3 минут, при малых продолжительность работы может быть значительно большей. Имеет смысл учитывать и напряжение холостого хода. Чем оно выше, тем лучше будет работать ваше оборудование. В среднем оно не должно превышать 90 В.
Использование аппарата для сварки проводов опускается только в специальной защитной маске. И если провода прилагаются практически каждым производителем, то дополнительные компоненты могут быть не везде.
Выбирая инвертор нужно учитывать и класс защиты. Обычно это IP21, при котором прибор не будет поврежден при попадании на него отвесных дождевых капель и даже крупных частиц. Но даже при таком уровне защиты не стоит использовать оборудование под дождем. Ведь при попадании внутрь аппарата влаги он может сгореть.
Обзор популярных моделей
Одним из самых востребованных аппаратов для сварки медных проводов является ТС 700-2. Он имеет компактные габариты и относится к переносным моделям. Этот прибор рассчитан на работу с жилами сечением не более 24 мм². Чаще всего его используют электрики, чтобы добиться максимально надежного и качественного соединения проводов.
Смотрим видео о данной модели:
В комплектацию аппарата входят сварочные и сетевой кабель, электроды, сумка для переноски, защитные очки. Также каждый агрегат оснащен паспортом и инструкцией по эксплуатации. Стоимость оборудования составляет около 6 тысяч рублей.
Заключение
Сварочный аппарат является сложным прибором, работа с которым требует определенных навыков. Поэтому если имеются сомнения по его применению, то лучше воспользоваться услугами специалистов, что позволит получить гарантированно качественный результат.


Отправить ответ