
Центровочные сверла по металлу
Содержание:
 Сверло центровочное относится к инструментам комбинированного типа. Благодаря ему в деталях из различного материала (сплавы металлокерамические, полученные на основе железа и бронзы, легированных и обычных сталей, чугуна) проделывают отверстия.
Сверло центровочное относится к инструментам комбинированного типа. Благодаря ему в деталях из различного материала (сплавы металлокерамические, полученные на основе железа и бронзы, легированных и обычных сталей, чугуна) проделывают отверстия.
С помощью подобных свёрл делают отверстия для дальнейшей обработки заготовок с их фиксированием в центрах металлорежущего оборудования.
Параметры и производство
 Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
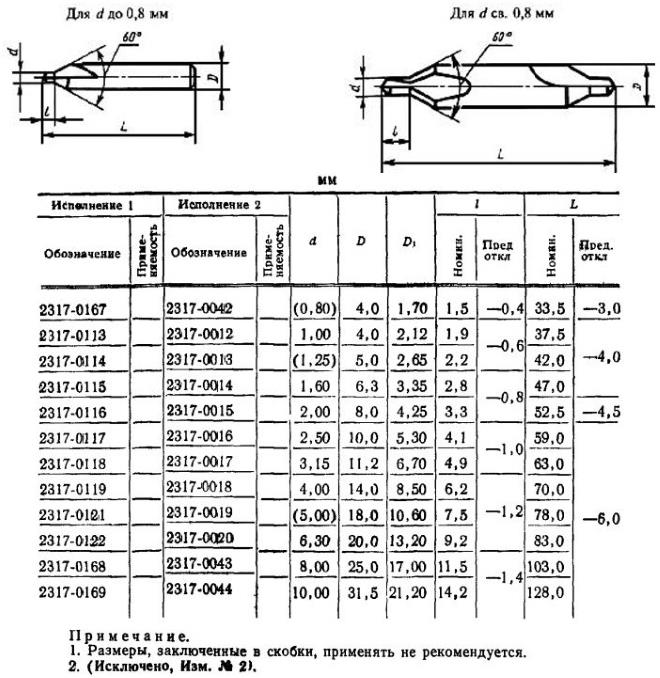
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Основные требования
 Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Контроль качества
 Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Во время проведения испытания работоспособность инструмента, который проходит проверку, сравнивается с тем, как в точно таких же условиях ведёт себя образец, параметры точности и жёсткости у которого точно известны.
После проверки в обработке металла у центровочного сверла не должно быть участков выкрашивания на его режущей части. Люди, которые испытывали инструмент, оценивают, пригодно ли оно к дальнейшей обработке. Средствами, которые применяются для подобного контроля, служат увеличительное стекло (лупа) и измерительный прибор, необходимый для сравнения параметров проверяемого инструмента с указанной в чертеже величиной. ГОСТ 8 .051−81 при проверке параметров геометрических допускает наличие таких погрешностей:
- На угловые величины допустимо отклонение 35% от указанного допуска.
- На линейные геометрические параметры и взаимное расположение поверхностей оборудования допустимо отклонение 25% от допуска, который указан на чертеже.
Рекомендации по применению измерительных приборов, а также правила проведения испытания на твёрдость оговариваются в ГОСТе 9013−59. А ещё такие свёрла проверяются на шероховатость поверхности. Для этого их сравнивают с эталонным образцом. Требования к величине шероховатости изложены в ГОСТе 9378−75.
При проверке центровочного инструмента, как и в период выполнения обработки, должна применяться смазывающе-охлаждающая жидкость. Она представляет собой 5% водный раствор эмульсола. Плановые испытания, которые производятся на 5 (можно больше) инструментах, проводятся с такой периодичностью:
- Один раз на протяжении трёх лет проводится проверка на среднюю наработку до отказа.
- Дважды в год проводится проверка на безотказную наработку.
Применение в домашних условиях
 Многие мастера нашли применение центровочным свёрлам и в домашних условиях. Они пользуются большой популярностью у радиолюбителей, которым приходится часто сверлить отверстия в печатных платах малого диаметра.
Многие мастера нашли применение центровочным свёрлам и в домашних условиях. Они пользуются большой популярностью у радиолюбителей, которым приходится часто сверлить отверстия в печатных платах малого диаметра.
Из-за своей высокой жёсткости этот инструмент в подобных ситуациях предпочтительнее, чем обычный инструмент для проделывания отверстий малого диаметра.
В домашних условиях применяются центровочные свёрла диаметром 0,5−0,8 миллиметров. Это объясняется тем, что инструмент с режущей частью малого диаметра эффективнее решает большинство бытовых задач.
С помощью центровочного инструмента выполняют высверливание винтов и шурупов, которые обычной отвёрткой выкрутить невозможно. А вот при помощи инструмента центровочного головки подобных неподдающихся элементов высверливаются просто, а после этого и легко выкручиваются. Проще всего решить задачу, если нужно высверлить головку шурупа или винта, на которой прорези предназначаются для крестовых отвёрток. А вот если прорези на головке предназначены для прямой отвёртки, то предварительно нужно накернуть для того чтобы обозначить конкретное место захода сверла.
Популярные производители
 Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Исходя из отзывов домашних умельцев большой популярностью для проведения домашних работ пользуется торговая марка Dormer.
Отличием этого приспособления является высокое качество исполнения. В эксплуатации эти приспособления долговечны и надёжны.
Эта торговая марка производит свои инструменты из сталей быстрорежущих, а для того чтобы обеспечить высокую твёрдость готового изделия, его подвергают термической обработке. В итоге получается приспособление, которым можно просверливать отверстия даже в нержавеющей стали.
В металл для изготовления центровочных свёрл производитель, торговая марка Дормер, добавляет кобальт. Это позволяет сохранить первоначальную твёрдость у режущего инструмента даже при повышенных температурных воздействиях. Похвалы заслуживает и износостойкость приспособлений этой торговой марки.
Важной характерной особенностью свёрл от этого производителя является способность их к самоцентрированию. За счёт этого при их помощи получаются отверстия с высокой точностью расположения. Эта торговая марка выпускает центровочный инструмент в большом диапазоне рабочих диаметров.
Абразивные материалы в качестве режущего инструмента использовались с древнейших времен: корунд, базальт, гранат, наждак, пемза и т.д. Лишь в конце 19-го века стали использовать в производстве электрокорунд, карбид кремния и т.д. Абразивные материалы имеют разную твердость, форму, размеры зерен и абразивную способность, что позволяет производить, как грубую обработку, так и чистовую (полировку и доводку). В 2008 году наши заводы перешли на маркировку твердости абразивного инструмента в соответствии с ГОСТ Р 52587-2006 и маркировку зернистости в соответствии с ГОСТ Р 52381-2005. Система маркировки абразивного инструмента 1. ТИП КРУГИ 1 — прямой профиль 2 — кольцевые 3 — конический профиль 4 — с двусторонним коническим профилем 5 — с выточкой 6 — чашечные цилиндрические 7, 8, 9 — с двусторонней выточкой 10 — с двусторонней выточкой и ступицей 11 — чашечные конические 12 — тарельчатые плоские 14 — тарельчатые 20 — с односторонней конической выточкой 21 — с двусторонней конической выточкой 23 — с конической и цилиндрической выточками с одной стороны 27 — с утопленным центром 35 — прямого профиля, работающий торцом 36,37,40 — с запресованными крепежными элементами 38 — с односторонней ступицей, работающий торцом 41 — диски отрезные 42 — диски отрезные с утопленным центром СЕГМЕНТЫ СП — прямоугольные 1С — выпукло-вогнутые 3С — выпукло-плоские 4С — плоско-выпуклые 5С — трапециевидные 6С — для шлифовки полов 7С — для плоского шлифования 9С — для шлифовки рельсов БРУСКИ БП — прямоугольные БКв — квадратные БТ — треугольные БКр — круглые БПс — специальные 2. РАЗМЕРЫ КРУГА D — наружный диаметр T — высота H — диаметр отверстия 3. ШЛИФМАТЕРИАЛ 14А (A) ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ 25А (WA) ЭЛЕКТРОКОРУНД БЕЛЫЙ 38А (ZK) ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ 53С, 54C (C) КАРБИД КРЕМНИЯ ЧЕРНЫЙ 63C,64С(GC) КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ 4. ЗЕРНИСТОСТЬ ШЛИФЗЕРНО ГОСТ ГОСТ F10 (200) F36 (50) F12 (160) F40 (40) F14 (160) F46 (40) F16 (160/125) F54 (32) F20 (100 ) F60 (25) F22 (80) F70 (20) F24 (80) F80 (20) F30 (63) F90 (16) ПОРОШКИ F100 (12) F180 (6) F120 (10) F220 (5) F150 (8) МИКРОПОРОШКИ F230 (M63) F360 (M40) F240 (M63/M50) F400 (M28) F280 (M50) F500 (M20) F320 (M50/M40) F600 (M14) 5. ТВЕРДОСТЬ F, G (BM1, BM2) ВЕСЬМА МЯГКИЕ H, I, J (M1, M2, M3) МЯГКИЕ K, L (CM1, CM2) СРЕДНЕМЯГКИЕ M, N (C1, C2) СРЕДНИЕ O, P, Q (CT1, CT2, CT3) СРЕДНЕТВЕРДЫЕ R, S (T1, T2) ТВЕРДЫЕ T (BT) ВЕСЬМА ТВЕРДЫЕ V (ЧT) ЧРЕЗВЫЧАЙНО ТВЕРДЫЕ 6. СТРУКТУРА 1-2-3-4 закрытая 5-6-7 средняя 8-9-10 открытая 11-12-13 высокопористая 7. СВЯЗКА V (К) КЕРАМИЧЕСКАЯ B (Б) БАКЕЛИТОВАЯ BF (БУ) БАКЕЛИТОВАЯ С НАЛИЧИЕМ УПРОЧНЯЮЩИХ ЭЛЕМЕНТОВ B4 (Б4 ) БАКЕЛИТОВАЯ С ГРАФИТОВЫМ НАПОЛНИТЕЛЕМ 8. РАБОЧАЯ СКОРОСТЬ, м/с 20; 25; 32; 35; 40; 50; 63; 80; 100 9. КЛАСС НЕУРАВНОВЕШЕННОСТИ 1, 2 Шлифзерно "Электрокорунд нормальный — 13А, 14А" Материал применяется для кругов на керамической связке. Это материал высокой прочности с широкой областью применения. Он содержит 94,5-96,7% Al2O3, TiO2 — 1.8-2.6% и 1-2% других компонентов. Производится путем плавки бокситов. Обладает высокой огнеупорностью и теплопроводностью, применяется в промышленности при изготовлении огнеупорных изделий. Шлифзерно "Электрокорунд белый 24А, 25А" Материал с высокой прочностью. Содержание Al2O3 — 99,4 — 99,7%, при незначительном наличии других окислов (Fe2O3, CaO, SiO2). Чистый материал используется в основном для кругов на керамической связке. Производится путем плавки очень чистого глинозёма. Обладает электрическими свойствами, применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей. Шлифзерно "Карбид кремния черный — 53С, 54С" Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. В карбиде кремния чёрном 53С, 54С содержание SiС составляет 96 — 99%. Карбид кремния черный производится путем восстановления двуокиси кремния в печах сопротивления. Карбид кремния широко применяется для шлифования неметаллических материалов. Шлифзерно "Карбид кремния зеленый — 63С, 64С" Карбид кремния зеленый 63С, 64С подобен карбиду кремния черному, но с более высокой чистотой. Область применения карбид кремния зеленого та же; в основном для кругов средних и мелких зернистостей. Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. Он необходим для шлифовки чугуна, твердых сплавов, цветных металлов, камня, стекла. Карбид кремния обладает высокой огнеупорностью и теплопроводностью, поэтому широко применяется в промышленности при изготовлении огнеупорных изделий. Карбид кремния обладает уникальными электрическими свойствами, поэтому применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей. Применяется в металлургической промышленности для раскисления стали, в производстве тиглей для разливки цветных и драгоценных металлов, для обмазки желобов и точек.
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.

Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
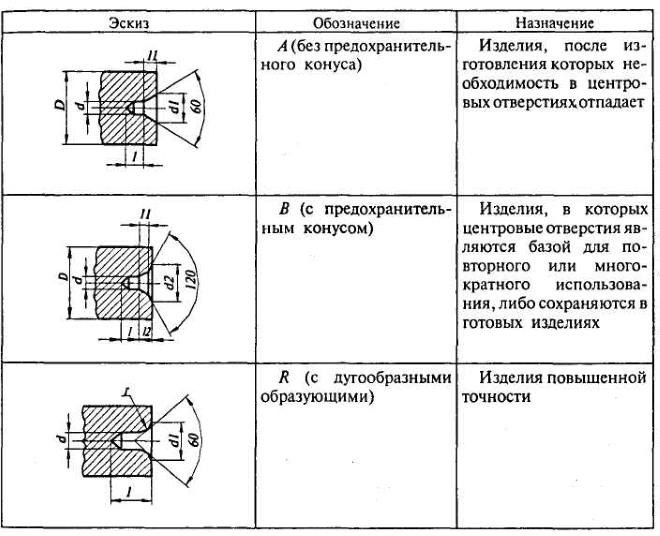
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
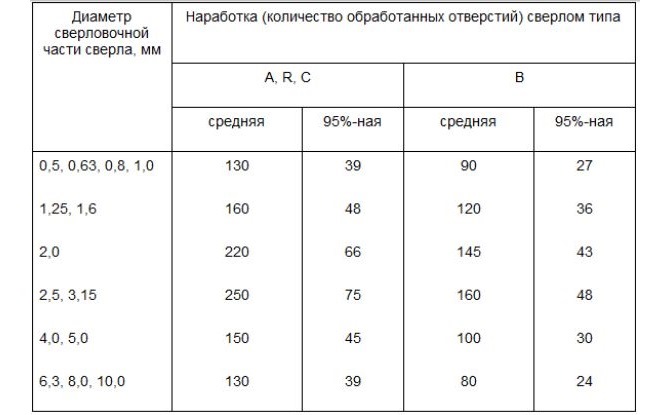
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Инструмент, используемый для выполнения центрирующих отверстий, проверяют в том числе на шероховатость поверхности, для чего его сравнивают с другим сверлом – эталонным. Требования к тому, какую величину шероховатости должна иметь поверхность инструмента, изложены в соответствующем стандарте (9378-75).
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.


Отправить ответ