
Частота вращения шпинделя формула
Содержание:
4. Определяем расчётную частоту вращения шпинделя

По паспорту станка
Z = 12; число ступеней вращения

Частота вращения по ступеням:
n2 = n1 ´ j = 31.5 ´ 1.41 = 44.42 об/мин;
n3 = n2 ´ j = 44.4 ´ 1.41 = 62.62 об/мин;
n4 = n3 ´ j = 62.6 ´ 1.41 = 88.3 об/мин;
n5 = n4 ´ j = 88.3 ´ 1.41 = 124.5 об/мин;
n6 = n5 ´ j = 124.5 ´ 1.41 = 175.6 об/мин;
n7 = n6 ´ j = 175.6 ´ 1.41 = 247.5 об/мин;
n8 = n7 ´ j = 247.5 ´ 1.41 = 349.0 об/мин;
В качестве рассчётной принимаем ближайшую меньшую частоту вращения
5. Определяем фактическую скорость резания.

Основные режимы резанья при сверлении:
6. Определяем осевую силу резания:
по таблице 6 КMp = 0.89: по табл. 12 находим:
Р = 51 ´ 30 1.4 ´ 0.6 0.8 ´ 0.89 = 51 ´ 116.9 ´ 0.665 ´ 0.89 = 352.8 кг-с;
Рдоп = 1500 кг-с; то
Р 2.0 ´ 0.6 0.8 ´ 0.89 = 8.54 кг-с ´ м;
по паспорту станка Мкр п = 40 кг-с ´ м;
8. Определяем мощность на шпинделе станка.


h = 0.8 (КПД станка по паспорту)
9. Коэффициент использования станка по мощности

где  — мощность главного электродвигателя станка по паспорту.
— мощность главного электродвигателя станка по паспорту.
10. Определяем основное техническое время
где L — расчётная длинна обрабатываемой поверхности.
 ;
;
l -действительная длина (чертёжный размер) l = 33 мм;
l1 — величина врезания;
l2 — выход инструмента;
l1 + l2 = 0.4 ´D = 0.4 ´ 30 = 12 мм
(Приложение) Операционаая карта механической обработки (сверлильная)
Расчёт режима резания при протягивании
1. По таблице 15 выбираем подачу на зуб ;
;
= 0.1 мм
2. Определяем расчётную скорость резания:
 ;
;
где Т = стойкость протяжки; назначаем Т =300 мин,
по таблице 16 находим

 ;
;
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
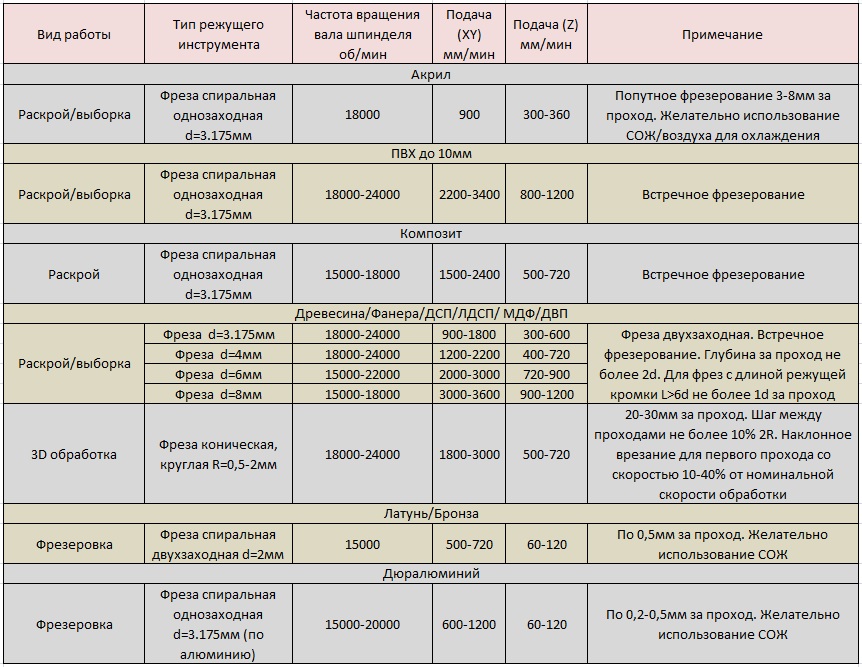
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Normal 0 false false false RU X-NONE X-NONE
Число оборотов шпинделя рассчитывают по формуле:

Рассчитанное значение корректируется по кинематическим данным станка. По станку принимается ближайшее к n ме́ньшее значение числа оборотов шпинделя.
Примечание. Ближайшее большее к n значение по станку целесообразно принимать только в том случае, если оно не превышает 5%.
6. Действительная скорость резания vд
По скорректированному числу оборотов шпинделя определяется действительная скорость резания:

7. Проверка по прочности деталей механизма подачи станка
(для черновых операций)
При черновой обработке назначенная подача обязательно проверяется по прочности деталей механизма подачи станка. Осевая сила PX при данной подаче (и других конкретных условиях резания) должна быть меньше или, в крайнем случае, равна наибольшей силе, допускаемой прочностью механизма подачи станка, т.е. PX ≤ Pст (значение Pст приводится в таблицах кинематических данных станка).
PX = 10  (H) ,
(H) ,
Если PX > Pст – необходимо уменьшить величину подачи S.
8. Проверка по мощности электродвигателя станка
Эта проверка производится исходя из мощности электродвигателя станка, т.к. может оказаться, что с выбранными основными элементами режима резания вести обработку на данном станке будет невозможно (из-за недостаточной мощности).
Для определения мощности подсчитывается сначала сила резания:
PZ = 10  (H),
(H),
Мощность, затрачиваемая на резание:

Принимая во внимание КПД станка η (кинематические данные станка), расчетная мощность электродвигателя составит:
Для осуществления процесса резания необходимо, чтобы мощность электродвигателя данного станка была больше или, в крайнем случае, равна расчетной мощности, т.е. Nст  Nрасч .
Nрасч .
Если же окажется, что мощности электродвигателя данного станка, на котором должна производиться обработка, не хватает, т.е. Nст о , α = 10 о , λ = 0 о , φ = 45 о , φ = 45 о , τ =1 мм.
Назначить режим резания и определить основное время.
Справочник технолога-машиностроителя (в 2-х томах) / Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. — Т.2. – М.: «Машиностроение», — 2003 г. – 943 с.
Гл.4, табл. 1-10 (общие); 11-23 (точение).



 2
2









D
 Г DS
Г DS





 Рис. 1. Эскиз обработки к заданию
Рис. 1. Эскиз обработки к заданию


Отправить ответ