
Что измеряется при помощи линейки
Пожалуй, именно металлическая линейка является наиболее простым инструментом, с помощью которого можно определить значение той величины, что измеряется. Одним из ее достоинств является чрезвычайная простота и легкость в использовании. Следует, правда отметить, что металлические линейки используются только для проведения достаточно грубых измерений. Они выпускаются снабженными или одной, или двумя шкалами, а верхние пределы их измерений согласно ГОСТ 427 – 75 составляют 1000 , 500 , 300 и 150 миллиметров.
Материалом для изготовления металлических линеек служит термически обработанная пружинная лента. Ее поверхность подвергается полировке, цена наносимых делений составляет 1 миллиметр, а максимальная длина, как уже было указано выше, составляет один метр (то есть 1000 миллиметров).

Для защиты от коррозии на металлические линейки гальваническим методом наносится хромовое покрытие.
В качестве начала отсчета в металлических измерительных линейках используются торцевые грани, которые располагаются перпендикулярно их продольным ребрам. Для того, чтобы с этого мерительного инструмента было удобнее считывать значения, через каждые пять миллиметров шкалы наносятся более длинные риски, а через каждые десять миллиметров – значения длины в сантиметрах.
Каждый штрих, обозначающий на металлической измерительной линейке сантиметр длины, снабжается числовым обозначением, которое указывает то, сколько именно сантиметров от этого штриха до начала шкалы (то есть до торца линейки).
Согласно действующим государственным и метрологическим стандартам, те отклонения, которые имеют длины сантиметровых делений шкалы от номинальных значений, не должны превышать 0,1 миллиметра. Что касается того отклонения, которое допускается для значений миллиметровых длин делений, то по отношению к номинальным значениям они должны составлять не более 0,05 миллиметра.
Еще одной характеристикой металлической измерительной линейки является тот просвет, который появляется между поверочной плитой и плоскостью этого мерительного инструмента, если положить его шкалой вверх. Согласно действующим стандартам, величина этого просвета должна составлять для линеек длиной 500 , 500 и 150 миллиметров не более 0,5 миллиметра, для линеек длиной 1000 миллиметров – не более 0,7 миллиметра, а для линеек длиной более 1000 миллиметров – не более 1 миллиметра.
Лицевые поверхности линеек не должны содержать на своей поверхности трещин, вмятин, забоин, расслоений, следов коррозии и глубоких царапин. Что касается обратной стороны, то на ней допускается наличие мелких раковин, отпечатков от валков определенных размеров, а также продольных царапин.
При помощью металлических линеек можно измерять глубину пазов, ступеней, отверстий, выступов, а также не требующие высокой точности межосевые расстояния.
Наиболее простым способом, с помощью которого металлическими линейками измеряются линейные размеры, является определение тех, которые имеют прямолинейные участки деталей. Состоит этот метод в том, что к измеряемой поверхности линейка просто прикладывается. Если необходимо определить значение длины более точно, то для обеспечения опоры торцевой части этого мерительного инструмента необходимо использовать какой-либо упор.
Для определения межосевого расстояния тех отверстий, что имеют одинаковые диаметры, металлическая линейка устанавливается на плоскость детали с ними, и выясняется расстояние между теми точками, которые смещены в одном направлении на радиус от центров отверстий.
Если отверстия имеют разные диаметры, то следует с помощью металлической линейки измерить расстояние между их самыми ближайшими друг к другу точками, и к полученному значению прибавить сумму длин радиусов этих отверстий.
В комбинации с угольниками линейки позволяют определять длины частей тех деталей, которые имеют ступенчатую форму. Для этого саму деталь следует установить на разметочную плиту или другую ровную поверхность, и по линейке произвести отсчет размеров.
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки
Измерительные линейки (рис. 1.7) относятся к штриховым мерам и предназначены для измерения размеров изделий 14. 18 квалитетов точности прямым методом.
Они предназначены для измерений высот, длин, диаметров, глубин в различных отраслях промышленности, в том числе и в машиностроении. Их основное преимущество — простота конструкции, низкая стоимость, надежность и простота в измерении. Измерение производят прикладыванием линейки к измеряемому объекту, чаще всего совмещая нулевой штрих линейки с краем детали. Отсчет по шкале на другом краю детали дает искомый результат измерения. Но это не обязательно. Так, например, при измерении диаметра отверстия снимаются два показания: с одной стороны отверстия и с другой. Вычитая из большего значения меньшее, получаем размер диаметра.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20. 40 мм и толщиной 0,5. 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливают с одной или двумя шкалами, с верхними пределами измерений 150, 300, 500 и 1 000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.
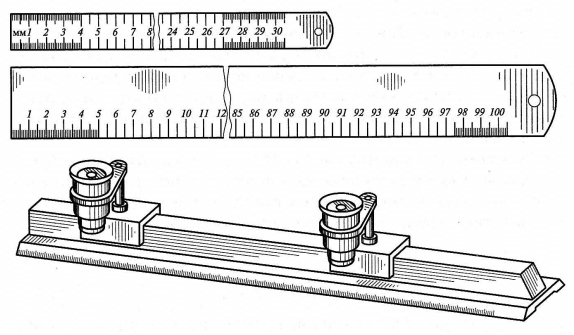
Рис. 1.7. Линейки металлические
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах +(0,10. 0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений— не более ±(0,05. 0,10) мм.
Поверку (калибровку) линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называются штриховыми мерами. Погрешность такого сравнения не превышает 0,01 мм.
Штангенинструмент
Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули (рис. 1.8), штангенглубино- меры и штангенрейсмасы.
Основными частями штангенциркуля являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу— десятые и сотые доли миллиметра.
По основной линейке 1 с неподвижными губками 2 перемещается рамка 3 с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство 7, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт 4. Для измерения глубины отверстий пазов и других внутренних элементов деталей используется линейка глубиномера 6.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 1.8, г).
Основные типы нониусов (I—IV) представлены на рис. 1.9.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
где i — цена деления основной шкалы, мм; n — число делений нониуса; l — длина шкалы нониуса мм.
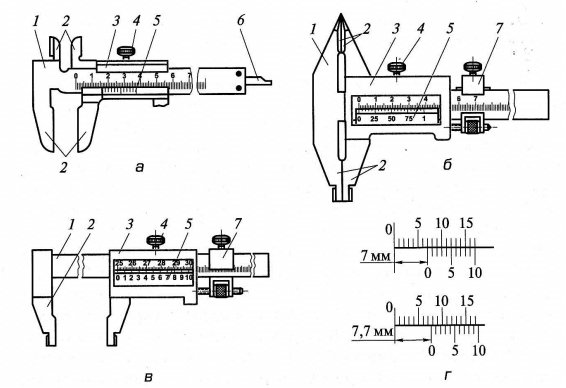
Рис. 1.8. Конструкция штангенциркулей:
а — типа ШЦ-1; б — типа ШЦ-П; в — типа ШЦ-Ш; г — отсчет по нониусу; 7 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм. Основные метрологические характеристики штангенинструментов, применяемых в машиностроении, представлены в табл. 1.2.
ГОСТ 166—89 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и 0,1 мм, ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм.
В штангу индикаторного штангенциркуля (рис. 1.10) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
Для линейных измерений в последнее время применяют также штангенинструменты с электронным цифровым отсчетом (рис. 1.11). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерения непосредственно на шкалу прибора либо на подключаемый к нему микропроцессор. Цена деления таких приборов составляет 0,01 мм.
Штангенглубиномеры (ГОСТ 162 — 90) (рис. 1.12) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубииомеров являются торцовая поверхность штанги-линейки 1 и база для измерений — нижняя поверхность основания 4. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубииомеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—90) (рис. 1.13) являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
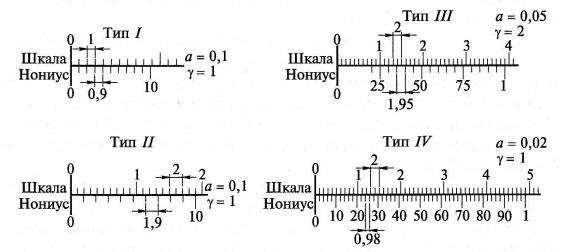
Рис. 1.9. Типы нониусов
Измерительное средство
Цена деления шкалы, мм
Диапазон показаний шкалы, мм
Пределы измерений инструмента, мм
Предельные погрешности инструмента, мкм

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИНЕЙКИ ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИНЕЙКИ ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ
Measuring metal rules. Basic parameters and dimensions, Specifications
Дата введения 01.01.77
Настоящий стандарт распространяется на измерительные металлические линейки с пределами измерений до 3000 мм, с ценой деления 1 мм.
Стандарт не распространяется на линейки специального назначения.
Требования разд. 1, пп. 2.1 — 2.10; 2.14 и разд. 2б настоящего стандарта являются обязательными, другие требования — рекомендуемыми.
(Измененная редакция, Изм. № 3).
1.1. Линейки должны изготовляться со следующими пределами измерений: 150; 300; 500; 1000; 1500; 2000;3000 мм.
Линейки должны изготовляться с двумя шкалами ( черт. 1), с одной шкалой ( черт. 2), а также с двумя шкалами, оцифровка которых направлена в противоположные стороны ( черт. 3).


(Измененная редакция, Изм. № 1, 2,3).
1.2. Основные размеры линеек, штрихов и числовых обозначений должны соответствовать указанным в табл. 1.
Наименование основных размеров
Длина миллиметровых штрихов, не менее
Длина полусантиметровых штрихов, не менее
Длина сантиметровых штрихов, не менее
Высота числовых обозначений, не менее
(Измененная редакция, Изм. № 3).
1.3. Разница в длине миллиметровых, полусантиметровых и сантиметровых штрихов должна быть не менее 1,5 мм.
1.4. Разноразмерность длины одноименных штрихов, а также высоты числовых обозначений не должна превышать 0,5 мм.
Пример условного обозначения измерительной линейки с пределом измерения 300 мм:
Линейка — 300 ГОСТ 427-75
То же, с пределом измерения 1000 мм с двумя шкалами:
Линейка — 1000 д ГОСТ 427-75
(Измененная редакция, Изм. № 2).
2.1. Началом шкалы линейки должна быть торцовая грань, перпендикулярная к продольному ребру линейки. Линейки за последней сантиметровой отметкой шкалы должны иметь не менее пяти добавочных миллиметровых делений. Закругленный конец линейки должен иметь для подвешивания отверстие диаметром не менее 5 мм для линеек с пределами измерений 150, 300 и 500 мм и не менее 8 мм для линеек с пределом измерения 1000 мм и более.
Линейки с пределом измерения 1000 мм и более с двумя шкалами должны иметь вторую торцовую грань, перпендикулярную к продольному ребру линейки, и не должны иметь добавочных миллиметровых делений.
(Измененная редакция, Изм. № 1, 3).
2.2. Торцовая грань или торцовые грани, служащие началом линейки, должны быть прямолинейны и перпендикулярны к продольному ребру линейки. Отклонение от перпендикулярности не должно превышать ± 10 ¢. Отклонение от прямолинейности торцовой грани не должно превышать 0,04 мм для линеек с пределами измерений 150, 300 и 500 мм и 0,08 мм для линеек с пределом измерения 1000 мм и более.
(Измененная редакция, Изм. № 2, 3).
2.3. Отклонения от номинальных значений длины шкалы и расстояний между любым штрихом и началом или концом шкалы не должны превышать значений, указанных в табл. 2.
Общая длина шкалы и расстояние между любым штрихом и началом или концом шкалы


Отправить ответ