
Что такое пускач электродвигателя наждака

Однофазные двигатели — это электрические машины небольшой мощности. В магнитопроводе однофазных двигателей находится двухфазная обмотка, состоящая из основной и пусковой обмотки.
Две обмотки нужны для того, что бы вызвать вращение ротора однофазного двигателя. Самые распространенные двигатели такого типа можно разделить на две группы: однофазные двигатели с пусковой обмоткой и двигатели с рабочим конденсатором.
У двигателей первого типа пусковая обмотка включается через конденсатор только на момент пуска и после того как двигатель развил нормальную скорость вращения, она отключается от сети. Двигатель продолжает работать с одной рабочей обмоткой. Величина конденсатора обычно указывается на табличке-шильдике двигателя и зависит от его конструктивного исполнения.
У однофазных асинхронных двигателей переменного тока с рабочим конденсатором вспомогательная обмотка включена постоянно через конденсатор. Величина рабочей емкости конденсатора определяется конструктивным исполнением двигателя.
То есть если вспомогательная обмотка однофазного двигателя пусковая, ее подключение будет происходить только на время пуска, а если вспомогательная обмотка конденсаторная, то ее подключение будет происходить через конденсатор, который остается включенным в процессе работы двигателя.
Знать устройство пусковой и рабочей обмоток однофазного двигателя надо обязательно. Пусковая и рабочие обмотки однофазных двигателей отличаются и по сечению провода и по количеству витков. Рабочая обмотка однофазного двигателя всегда имеет сечение провода большее, а следовательно ее сопротивление будет меньше.
Посмотрите на фото наглядно видно, что сечение проводов разное. Обмотка с меньшим сечением и есть пусковая. Замерять сопротивление обмоток можно и стрелочным и цифровым тестерами, а также омметром. Обмотка, у которой сопротивление меньше – есть рабочая.
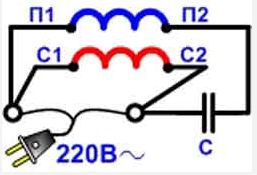
Рис. 1. Рабочая и пусковая обмотки однофазного двигателя
А теперь несколько примеров, с которыми вы можете столкнуться:
Если у двигателя 4 вывода, то найдя концы обмоток и после замера, вы теперь легко разберетесь в этих четырех проводах, сопротивление меньше – рабочая, сопротивление больше – пусковая. Подключается все просто, на толстые провода подается 220в. И один кончик пусковой обмотки, на один из рабочих. На какой из них разницы нет, направление вращения от этого не зависит. Так же и от того как вы вставите вилку в розетку. Вращение, будет изменятся, от подключения пусковой обмотки, а именно – меняя концы пусковой обмотки.
Следующий пример. Это когда двигатель имеет 3 вывода. Здесь замеры будут выглядеть следующим образом, например – 10 ом, 25 ом, 15 ом. После нескольких измерений найдите кончик, от которого показания, с двумя другими, будут 15 ом и 10 ом. Это и будет, один из сетевых проводов. Кончик, который показывает 10 ом, это тоже сетевой и третий 15 ом будет пусковым, который подключается ко второму сетевому через конденсатор. В этом примере направление вращения, вы уже не измените, какое есть такое и будет. Здесь, чтобы поменять вращение, надо будет добираться до схемы обмотки.
Еще один пример, когда замеры могут показывать 10 ом, 10 ом, 20 ом. Это тоже одна из разновидностей обмоток. Такие, шли на некоторых моделях стиральных машин, да и не только. В этих двигателях, рабочая и пусковая – одинаковые обмотки (по конструкции трехфазных обмоток). Здесь разницы нет, какой у вас будет рабочая, а какая пусковая обмотка. Подключение пусковой обмотки однофазного двигателя, также осуществляется через конденсатор.

В настоящее время еще во многих чуланах и гаражах пылятся стиральные машины советского производства. И когда все-таки приходит время выбрасывать машинку, под внимание попадает ее электродвигатель, а возможно даже два. Ведь чаще всего мотор рабочий и из него можно сделать самодельный наждак. Ну а точило — вещь достаточно полезная и пригодится любому мастеру. Наша публикация посвящена созданию своими руками небольшого, маломощного точильного станка из двигателя стиральной машины совдеповского производства.
Почему именно из машинки производства СССР? Во-первых, двигатель в таких машинках безколлекторный, асинхронный, в отличие от современных стиральных машин, в которых обычно стоят щеточные моторы. Щетки — лишние провода при подключении, высокая вероятность необходимости их замены. Во-вторых, вал на новых моторах зачастую имеет сложное крепление к шкиву, а это усложняет адаптацию под точильный камень. Ну и в-третьих, старый двигатель проще раздобыть, вопрос конечно спорный, но думаю многие согласятся.
Совершенно не настаиваю на том, что электромотор должен быть обязательно от стиральной машины, если имеется любой другой, мощностью не менее 180 Вт, для нашего наждака можно использовать и его.
Подключение (проверка) двигателя
Естественно, перед тем, чтобы начинать что-то собирать, электромотор нужно сначала подключить и проверить. В старых стиральных машинах попадаются два варианта исполнения двигателей: более старый и качественный, имеет закрытый корпус с крыльчаткой, с двумя питающими выводами и более новый — четыре вывода, крыльчатки нет, охлаждение происходит через отверстия спереди и сзади, через которые видны обмотки.
Старый вариант не требует никаких конденсаторов для запуска — пусковая обмотка хитрым образом подключается и отключается внутри двигателя специальным механизмом. Благодаря этому никаких сложностей с подключением возникнуть не должно: оба вывода подключаются в сеть 220 вольт. Недостатком такого двигателя является то, что направление вращения вала предустановлено внутренним подключением и изменению не подлежит. Как правило, это направление по часовой стрелке и поэтому необходимо будет использовать левую резьбу для крепления камня.
Вариант поновее имеет четыре вывода двух обмоток: рабочей и пусковой. Отличить их можно при помощи мультиметра: сопротивление рабочей обмотки около 10 Ом, пусковой — около 40 Ом. Возможно сопротивления будут отличаться от указанных, но незначительно. Пусковую обмотку нужно подключать через конденсатор 4-5 мкФ на напряжение не менее 400 в. Мне встречались составные конденсаторы для подобных двигателей: два последовательно соединенные по 10 мкФ на 300 в. То есть, таким образом поднималось максимально допустимое рабочее напряжение готового конденсатора. Использование составного конденсатора из двух с низкими напряжениями (не менее 300 в) возможно, но нежелательно. Конденсаторы следует использовать неполярные!
Проверить двигатель можно вообще без конденсаторов и пусковой обмотки: напряжение 220 в. подается напрямую на рабочую обмотку. При таком подключении мотор будет стартовать без нагрузки в произвольном направлении. Чтобы задать направление вращения вала, нужно подключать пусковую обмотку и конденсатор. Для наждака нужно задавать направление против часовой стрелки. Ниже показана схема подключения, если вал вращается по часовой стрелке, нужно изменить подключение пусковой обмотки.

Во многих публикациях в сети видел такое утверждение, что пусковые обмотки подключать не нужно вообще, а направление вращения задавать при старте вручную. Якобы при использовании пусковой цепи двигатель сгорит. Объяснить эти домыслы я могу только одним путем — один написал глупость, а остальные списали у первого. Могу с уверенностью сказать: пусковую обмотку подключать можно и нужно, через конденсатор 4-5 мкФ, пусковая цепь должна быть подключена всегда, без каких-либо дополнительных кнопок. И если мотор исправен — такое подключение для него безопасно и совершенно безвредно.
Втулка (фланец)
Втулка для посадки точильного камня является самым сложным узлом нашего аппарата. Еще эту втулку называют фланец. Что такое фланец? Это кусок металлической трубы, внутренний диаметр которой идеально подходит к валу электродвигателя и надежно фиксируется на нем. Наружный диаметр фланца должен совпадать (с небольшими погрешностями) с посадочным диаметром точильного диска. По наружному диаметру нарезана резьба для фиксации диска, резьба обязательно должна быть противоположной по отношению к направлению вращения вала. Другими словами, если вал электродвигателя вращается по часовой стрелке, то резьба должна быть левой. И наоборот, если вал крутится против часовой стрелки, то резьба на втулке должна быть правая, обычная. Именно поэтому чуть выше я советовал подключать мотор с вращением против часовой стрелки.
Если электромотор имеет фиксированное направление вращения (старого образца) по часовому направлению, то придется искать лерку под левую резьбу. Дело в том, что если направления резьбы и вращения вала будут совпадать, то очень высока вероятность раскручивания на ходу — точильный камень может запросто слететь во время работы и травмировать окружающих.
Лучшим вариантом будет обратиться к знакомому токарю и заказать изготовление этой втулки. Обычно токарю достаточно лишь принести шкив от двигателя и сообщить посадочный диаметр точильного камня. Большинство современных камней имеет внутренний диаметр 32 мм. Но наш веб-ресурс не зря пестрит девизом "все своими руками" и вполне возможно изготовление фланца самостоятельно. Конечно, качество будет похуже, чем от профессионального токаря, но и специальных навыков или особого инструмента для этого не требуется.
Также подходящую втулку можно купить у Китайцев тык.
Итак, основой послужит металлическая труба "1/2" — полдюймовая водопроводная труба. По ГОСТ 3262-75 внутренний диаметр данной трубы составляет 15 мм., наружный — 21,3 мм. Наружный хорошо подходит под посадочный диаметр зачистного диска для болгарки (22 мм.), он вполне может пригодиться. Но самое главное — этот диаметр хорошо подходит для насадки под 32 мм., но об этом ниже. Внутренний же диаметр 15 мм. не подходит ни к какому валу электродвигателя и придется устранять это несовпадение.

Если вращение вала происходит против часовой стрелки, в качестве трубы можно взять сантехнический сгон с резьбой на "1/2". Если же направлением вала нет возможности управлять и он крутится по часовой стрелке, то резьбу придется нарезать самостоятельно леркой для левой резьбы. В любом случае, кусок трубы желательно подбирать без шва — снаружи шов не создаст особых проблем, а вот утолщение изнутри трубы будет способствовать биениям во время вращения.
Кусок трубы с резьбой необходимо обрезать по необходимой длине, чтобы резьба была с одной стороны. Внутренние края нужно обработать круглым напильником. Выбирая длину будущего фланца, нужно стараться делать его как можно короче, но чтобы все составные части поместились на нем. Стоит обязательно учесть болт фиксации — на валу может углубление или обрезанная грань, болт на втулке в этом месте не должен мешать другим деталям.
Как уже говорилось, резьба нужна только с одной стороны втулки, однако точильный камень должно что-то удерживать с противоположной стороны. Для этой цели хорошо подходит короткий отрезок полипропиленовой трубы 32 мм. обязательно с маркировкой SDR 6.0 (внутренний диаметр 21,2 мм.). Отрезок 1,5-2 см. нужно обрезать максимально ровно — от этого зависит, будет ли камень выписывать восьмерки во время вращения.
Кусок ППР-трубы нужно насадить на металлический сгон таким образом, чтобы до резьбы оставалось чуть меньше сантиметра — это место под зачистной диск для болгарки. Насадить пластиковую трубу на металлическую будет не так-то просто. Чтобы это сделать, нужно, во-первых, вооружиться какой-либо трубкой с диаметром больше, чем у металлического сгона и меньше, чем у пластикового отрезка — этой трубкой можно набить ППР-трубу на сгон. Во-вторых, сгон нужно раскалить, например на плите до температуры, вызывающей шипение воды. На раскаленную трубу забивается отрезок из ППР.

Для надежной фиксации фланца на валу, нужно просверлить отверстие под стопорный болт. Естественно, место под болт зависит от расположения углубления на валу. Хорошо, когда место отверстия совпадает с насаженной ППР-трубой — будет дополнительная фиксация. Возможно на валу вообще не будет места под болт фиксации, тогда это место выбирается произвольно и нужно постараться немного просверлить вал прямо через втулку, чтобы болт заходил в отверстие на несколько миллиметров. В самом фланце нарезается резьба под болт. Чтобы не резать резьбу, можно воспользоваться толстым саморезом с мелким шагом резьбы. Нарезав резьбу, болт или саморез обрезается до необходимой длинны — чтобы надежно упирался в вал мотора, но и слишком не торчал из втулки.

Теперь настал момент насаживать втулку на вал двигателя. Проблема в том, что обычно валы электродвигателей от стиральных машин производства СССР выпускались двух диаметров: 11 мм. и 14 мм. и цифры эти имели достаточно большие погрешности в виде десятых долей миллиметра. Например, на фото в этой публикации двигатель обладает валом 11,9 мм. Поэтому нужно искать способ увеличить диаметр вала до 15 мм.
В случае вала диаметром ≈11 мм., удобным решением будет кусок металлопластиковой трубы 16 мм. — наружный диаметр можно подточить прямо на валу двигателя до 15 мм. Да и пластик вообще хорошо насаживается механическим путем — лишнее просто сминается металлической трубой. Внутренний диаметр металлопластика около 12 мм. — если вал толще, то труба имеет свойство растягиваться, если вал слишком мал (что маловероятно), то дополнительная толщина добирается одним слоем изоленты или термоусадочной трубки. Отрезок металлопластиковой трубы нужно "натянуть" на вал с усилием, точнее даже забить — такого итога нужно добиться. Нужно не забывать про углубление на валу под фиксационный болт и найти способ пометить эту точку поверх металлопластика.
Когда отрезок МП надежно сидит на валу, можно включить двигатель и немного прошлифовать поверхность. Это важный момент: нужно не снять лишнего — металлический сгон должен с усилием забиваться поверх МП. Во время насадки стальной трубы нужно не потерять место фиксации болтом, и совместить отверстие на втулке с углублением на валу. Когда отверстие и углубление совмещены, МП-трубу нужно просверлить до вала двигателя прямо через отверстие во фланце. При набивании втулки на вал, чтобы не разбить резьбу, на нее нужно накрутить гайку. Когда фланец насажен, фиксируем его болтом (или саморезом). На включенном двигателе оцениваем наличие биений и качество центровки. Биения втулки не так страшны, нежели "восмирение" отрезка ППР — прямо на ходу его можно подровнять напильником.
В случае вала диаметром ≈14 мм., нужно заполнить расстояние всего около 1 мм. — добиться этого можно несколькими слоями термоусадочной трубки, лучше клеевой.
Когда втулка закреплена на моторе — самое сложное позади. Осталось лишь сделать насадку под "32-й" камень, надеть шайбы и накрутить гайку. Насадка делается из той же ППР-трубы 32 мм, с той разницей, что изнутри ее придется немного "подчесать" для свободного одевания на втулку. В качестве шайб отлично вписывается шайба М20 усиленная. Для гайки не удалось найти ничего лучше, чем сантехническая контрагайка. Обычная гайка М20 слишком большая по ширине и неуместна.





При пробном запуске всей сборки следует обращать внимание на биения и "восьмерки" камня, а не шайб и гайки — контрагайки достаточно кривые изделия, шайбы имеют небольшой люфт на внутреннем диаметре. Небольшие биения камня устраняются путем банальной его подточки, а восьмерки исправляются выравниванием ППР-отрезка, который выполняет роль упора.
Окончательная сборка наждака
Собственно, дело остается за малым — установить двигатель на верстак или мобильную станину и оборудовать выключателем, и сетевым шнуром. Придерживаюсь мнения, что переносная станина гораздо удобнее, нежели постоянная установка на столе или каком-либо другом месте.


Я предлагаю взять для станины фанеру 18 мм. или два слоя по 10 мм. Один важный момент — высота станины должна позволят точильному камню не задевать за основание. Для увеличения высоты можно использовать полоски той же фанеры, в качестве ножек. Для камня диаметром 125 мм. большой высоты не потребуется, а ставить больший диаметр нет особого смысла. Слишком большой камень будет тяжелым для мотора, ведь обычно в советских стиральных машинках ставили движки порядка 180 Вт.
Двигатель, пусковой конденсатор и выключатель закрепляется на станине при помощи монтажной ленты. Под мотор полезно подложить кусочки резины, для сглаживания вибраций и шумов. В качестве выключателя можно применить однополюсный автомат 16 А.

Этого нет на фото, но лишней такая деталь не будет: вентиляционные отверстия в корпусе мотора со стороны камня полезно прикрыть диском из пластика. Пластиковый диск будет препятствовать попаданию стружек внутрь, однако не будет мешать вентиляции. Как раз, для его крепления имеются резьбовые отверстия вокруг подшипника.
Собственно это все, что можно рассказать о самодельном наждаке. Стоит добавить, что в быту это очень полезная вещь, а в мастерской и тем более!
Двигатель ПД-10М–одноцилиндровый двухтактный карбюраторный двигатель внутреннего сгорания с кривошипно-камерной продувкой. Он развивает мощность 10 л. с. при 3500 об/мин. и имеет общую с дизелем систему охлаждения, что позволяет во время работы пускового двигателя прогреть головку цилиндров и гильзы дизеля. Техническая характеристика двигателя приведена в табл. 1.

Рис. 3. Пусковой двигатель ПД-10М
Кривошипно-шатунный механизм. Картер 1 (рис. 3) состоит из двух чугунных половин, соединенных болтами. К передней части картера через плиту 20 прикреплены магнето 21 и регулятор.
Цилиндр 15 крепится к верхней плоскости картера на четырех шпильках. На внутренней поверхности цилиндра имеется шесть окон: два впускных, два продувочных и два выпускных. Продувочные окна соединены с кривошипной камерой двумя каналами. К выпускным окнам присоединен патрубок 11, а к впускным – карбюратор 17. На нижней кромке цилиндра проточены две выемки для устранения задевания шатуна о стенки цилиндра и посадочный поясок.
Головка 12 цилиндра отлита из серого чугуна и имеет отверстия для запальной свечи 13 и для заливного краника 14. К фланцу задней стенки головки прикреплен патрубок 23, отводящий воду в головку цилиндров дизеля.
Поршень 10, отлитый из алюминиевого сплава, имеет три компрессионных кольца 16, удерживаемых от проворачивания стопорными штифтами. Поршневой палец 9 от продольных перемещений стопорится кольцами. Поршень, отлитый из алюминиевого сплава, имеет две канавки для компрессионных колец. Последние фиксируют штифтами, ввернутыми в поршень. Чтобы правильно установить поршень относительно окон во время сборки двигателя, стрелка на днище поршня должна быть обращена к выпускным окнам. Поршень соединен с шатуном пустотелым пальцем. Шатун собран вместе с коленчатым валом и роликовым подшипником на заводе.
Коленчатый вал разъемный. Его щеки изготовлены заодно с противовесами и напрессованы на переднюю и заднюю полуоси, которые служат коренными шейками коленчатого вала. Коренные шейки вала вращаются на роликовых подшипниках, установленных в картере.
Шатун 8 нижней головкой 4 с двухрядным роликовым подшипником перед сборкой вала надевается на палец 3 коленчатого вала. В верхнюю головку шатуна запрессована бронзовая втулка.
Коленчатый вал имеет две полуоси 2 и 6 и палец 3, запрессованные в щеки 5. На передней полуоси 2 закреплена шестерня 22. Коленчатый вал установлен в картере, на двух роликовых подшипниках 18 и одном шариковом 19. На задней полуоси закреплен маховик 7.
Система питания включает в себя топливный бачок с отстойником, карбюратор и топливопровод. Процесс приготовления горючей смеси вне цилиндра двигателя называют карбюрацией, а прибор, в котором происходит этот процесс,- карбюратором. Этот процесс основан на принципе пульверизации, который состоит в том, что жидкость под действием разрежения вытекает из распылителя (трубки) и разбрызгивается (распыляется) воздухом на мельчащие частицы.
Ремонт пускового двигателя П-10УД
Долговечность пускового двигателя во многом зависит от технического состояния основного двигателя трактора. При плохом состоянии дизельной топливной аппаратуры, изношенности цилиндропоршневой группы основного двигателя увеличивается время на его пуск в работу, а, следовательно, и увеличивается время работы пускового двигателя. При этом больше всего изнашиваются детали кривошипно-шатунного механизма и цилиндропоршневой группы. В результате снижаются мощность и экономичность пускового двигателя, затрудняется его пуск из-за низкой компрессии, появляются стуки в подшипниках коленчатого вала.
Если двигатель не запускается или запускается с трудом после нескольких попыток, то это указывает на недостаточную компрессию, на нарушение герметичности уплотнений коленчатого вала и картера (манжеты на полуосях коленчатого вала, прокладки между цилиндром и картером, между половинами картера).
Нарушение герметичности картера и коленчатого вала визуально определяют по подтекам топлива в местах разъемов и в зоне маховика.
Компрессию (давление в конце такта сжатия) в цилиндре двигателя проверяют компрессиметром КИ-861-ГОСНИТИ на прогретом двигателе при прокручивании его электростартером. Снижение компрессии до 0,3 МПа (3 кгс/см2) указывает на предельную изношенность цилиндропоршневой группы.
Поршень, поршневые кольца можно заменить без снятия пускового двигателя с трактора. Предварительно отсоединив тросики управления, шланги системы охлаждения и топлива, снимают головку блока и цилиндр двигателя (рис. 6) и проводят техническую экспертизу деталей (поршневых колец, поршня, цилиндра).
Цилиндр и поршень заменяют, если разность диаметров цилиндра (в зоне наибольшего износа) и юбки поршня превышает 0,42 мм.
Если зазор между канавкой поршня и кольцом более 0,23 мм или зазор в стыке кольца превышает 3,5 мм, то заменяют поршневые кольца.
При сборке поршень и цилиндр должны быть одной размерной группы.
Радиальный зазор (просвет) между поршневым кольцом и цилиндром не должен превышать 0,04 мм не более чем в двух местах на дуге 30° от замка. Зазор в стыке поршневых колец должен быть 3,3. 3,5 мм. При соединении поршня с шатуном его устанавливают так, чтобы стрелка на днище была направлена в сторону выпускных окон. Чтобы поршневые кольца не поломались, их стыки не должны находиться против продувочных окон цилиндра.
При установке цилиндра на поршень пользуются приспособлением (обжимкой) для сжатия колец.
Гайки крепления цилиндра затягивают к картеру по диагонали моментом 35 Н • м(3,5 кгс • м), а гайки шпилек головки блока — 50 Н • м (5 кгс • м). После замены цилиндропоршневой группы двигатель обкатывают без нагрузки на следующих режимах: при 271. 296 рад/с (2700. 2950 об/мин) — 5 мин; 351 рад/с (3500 об/мин) — 5 мин; 392. 402 рад/с (3900. 4000 об/мин) — 10 мин.
Обкатывают двигатель на смеси, состоящей из пятнадцати частей автомобильного бензина А-72 или А-76 и одной части дизельного масла.
Снижение частоты вращения пускового двигателя (двигатель «не тянет») указывает на неточность установки магнето по углу опережения зажигания, на пробой изолятора свечи зажигания на массу, на чрезмерно большой или чрезмерно малый зазор в ее электродах или контактах прерывателя магнето, ослабление пружины регулятора частоты вращения, неисправность карбюратора и др.
Частоту вращения коленчатого вала пускового двигателя можно определить вольтамперметром КИ-1093-ГОСНИТИ (рис. 8). Для этого его подключают к магнето пускового двигателя (рис. 9); вывод «п» 8 (рис. 8) соединяют с молоточком прерывателя магнето, а вывод «—» 7 — с корпусом трактора. Пускают двигатель и фиксируют максимальную частоту вращения коленчатого вала на холостом ходу по тахометру. Она должна находиться в пределах 392. 422 рад/с (3900. 4200 об/мин).
При отклонении показаний тахометра от указанных пределов изменяют натяжение пружины регулятора частоты вращения. Затем проверяют частоту вращения коленчатого вала пускового двигателя под нагрузкой, то есть при прокручивании коленчатого вала основного двигателя при выключенной подаче топлива. Частота вращения в данном случае должна быть в пределах 351. 392 рад/с (3500. 3800 об/мин).
Резкое снижение частоты вращения коленчатого вала пускового двигателя свидетельствует об изношенности цилиндро-поршневой группы, неисправности системы зажигания (неправильная установка магнето) или карбюратора (засорение жиклеров, фильтра штуцера подвода бензина и т. п.).
Вначале проверяют состояние воздухоочистителя и карбюратора. Снимают колпак воздухоочистителя и промывают фильтрующие элементы в дизельном топливе. У карбюратора снимают крышку диафрагменного механизма, промывают все детали в чистом бензине, а жиклеры и каналы продувают сжатым воз духом. При сборке карбюратора обращают внимание на то, чтобы большой металлический диск диафрагмы был обращен внутрь топливной полости.
Пускают двигатель и регулируют состав смеси, приготавливаемой карбюратором, винтом холостого хода и упорным винтом дроссельной заслонки. Карбюратор отрегулирован правильно, если при закрытии дроссельной заслонки двигатель работает устойчиво на холостом ходу, а при открытии ее работает без перебоев. Снова контролируют частоту вращения коленвала пускового двигателя при прокручивании и, если показания ниже указанных выше пределов, проверяют правильность установки и техническое состояние магнето. Снимают крышку прерывателя и, поворачивая маховик двигателя, устанавливают ротор магнето в положение, соответствующее наибольшему расхождению контактов.
При проверке щупом зазор между контактами прерывателя должен быть в пределах 0,25. 0,35 мм. Если необходимо, его регулируют. Рабочие поверхности контактов зачищают бархатным надфилем.
Проверяют угол опережения зажигания. Для этого выворачивают свечу, в отверстие головки блока опускают глубиномер штангенциркуля и поворачивают коленчатый вал двигателя по направлению вращения до прихода поршня в ВМТ. После этого поворачивают коленчатый вал в обратную сторону, устанавливают поршень на 5. 6 мм ниже ВМТ, что соответствует положению коленчатого вала 27° до ВМТ. При этом положении поршня валиком магнето устанавливают начало размыкания контактов прерывателя.
Повышенная частота вращения коленчатого вала пускового двигателя при прокручивании основного двигателя указывает на неисправность муфты сцепления редуктора.
Повышенная частота вращения может быть вызвана пробуксовкой дисков сцепления из-за их износа, коробления или при проскальзывании роликов обгонной муфты.
Для устранения этих дефектов отворачивают болты 3 (рис. 10) крепления крышки 2 к корпусу 1 и извлекают механизм редуктора 4 в сборе.
Для доступа к дискам муфты сцепления снимают рычаг 1 (рис. 11), крышку подшипника, отворачивают гайку 2, предварительно расстопорив кольцо 3, и спрессовывают крышку 4 корпуса в сборе с механизмом включения муфты сцепления. Снимают ведомые 1 (рис. 12) и ведущие 2 диски сцепления и штангенциркулем замеряют толщину их рабочей части.
Диски сцепления заменяют при износе их рабочей части по толщине до размера 2,5 мм и короблении более 0,15 мм. Затем выворачивают болты 5 крепления крышки 3 и втулки обгонной муфты 4, снимают ее и осматривают. Втулку заменяют при износе, посадочных мест под вал до размера 45,2 мм.
Ролики обгонной муфты заменяют при их износе до размера менее 14,9 мм. При износе внутренней поверхности втулки ведущего барабана до диаметра более 45,2 мм ее выпрессовывают цанговым съемником и заменяют новой.
Самопроизвольный выход из зацепления с венцом маховика шестерни включения 2 затрудняет пуск основного двигателя и свидетельствует об износе зацепов грузов-защелок.
В этом случае механизм включения в сборе извлекают из корпуса (рис. 10), отворачивают болты 5, снимают держатель грузов 4, зацепы грузов-защелок 3 затачивают или заменяют новыми.
Если цилиндрическая поверхность втулки толкателя имеет значительные следы износа, то при износе или разрушении заднего шарикового подшипника его спрессовывают двухлапчатым съемником с вала редуктора, предварительно сняв с вала стопорное кольцо.
Для правильной установки в корпус собранного механизма редуктора лыска 6 на втулке 1 должна быть обращена вверх.


Отправить ответ