
Длина рабочей части сверла
Содержание:
- 1 Основные части сверла
- 2 Лезвийные инструменты для обработки отверстий Виды отверстий
- 3 Сверла, их конструкция и назначение
- 4 Сверла. Виды сверл. Слесарное дело |
- 5 Конструктивные особенности
- 6 Классификация сверл по типу конструкции
- 7 Виды сверл по металлу
- 8 Классы точности и размеры сверл
- 9 Типы сверл в зависимости от материала
- 10 Определение типа сверла по цвету его поверхности
- 11 Расшифровка маркировки сверл
- 12 Рекомендации по выбору
- 13 Выбор сверла для бытового применения
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины d (или диаметр сердцевины), толщина пера (зуба) b, ширина ленточки f, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части lo, общая длина сверла L.
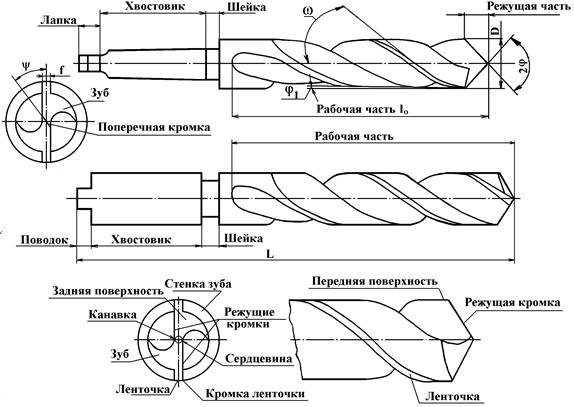 |
Рис. 5.9. Части и элементы спирального сверла
Диаметр сверла следует всегда брать немного меньше, чем диаметр просверливаемого отверстия, так как диаметр отверстия при сверлении увеличивается.
Как и резец, сверло имеет передний и задний углы. Передний угол — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.
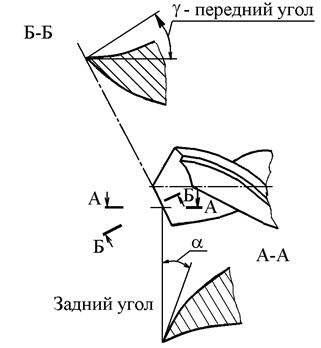 |
Рис. 5.10. Передний и задний углы сверла
Наибольшее значение угол g имеет на периферии сверла, где в плоскости, параллельной оси сверла, он равен углу наклона винтовой канавки w. Наименьшее значение угол g имеет у вершины сверла. На поперечной кромке угол g имеет отрицательное значение, что создаёт угол резания больше 90°, а, следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки. На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
Задний угол a — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки.
Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости Б-Б может быть определён по формуле
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси. Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
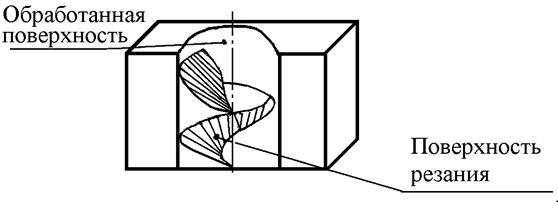 |
Рис. 5.11. Поверхности заготовки при сверлении
Действительный задний угол в процессе резания a’ заключен между этой плоскостью и плоскостью, касательной к задней поверхности сверла.
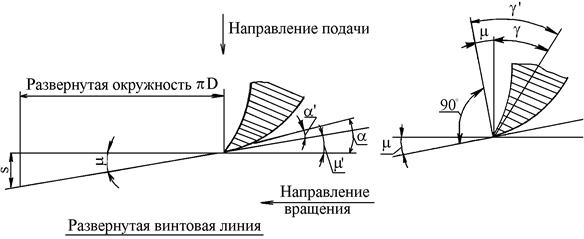 |
Рис. 5.12. Углы режущих кромок сверла в процессе резания
Он меньше угла, измеренного в статическом состоянии, на некоторую величину m:
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s тем больше угол m и меньше действительный задний угол a’.
Действительный же передний угол в процессе резания g’ соответственно будет больше угла g измеренного после заточки в статическом состоянии:
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки, задний угол заточки делается: на периферии 8 -14°, у сердцевины 20 — 27°, задний угол на ленточках сверла 0°.
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки w, углом наклона поперечной кромки y, углом при вершине 2j, углом обратной конусности j1. Угол w = 18-30°, y=55°, j1 = 2-3°, у свёрл из инструментальных сталей 2j = 60-140°.
Спиральное сверло имеет ряд особенностей, отрицательно влияющих на протекание процесса стружкообразования при сверлении:
а) уменьшение переднего утла, в различных точках режущих кромок по мере приближения рассматриваемой точки к оси сверла,
б) неблагоприятные условия резания у поперечной кромки (так как
угол резания здесь больше 90°),
в) отсутствие заднего угла у ленточек сверла, что создает большое
трение об обработанную поверхность.
Для облегчения процесса стружкообразования и повышения режущих свойств сверла производят двойную заточку сверла и подточку перемычки и ленточки.
При двойной заточке сверла вторая заточка производится под углом 2jо=70° на ширине В=2,5-15 мм.

Рис. 5.13. Элементы заточки и подточки спиральных свёрл
Такая заточка повышает стойкость сверла, а при одной и той же стойкости позволяет увеличить и скорость резания.
Подточка перемычки (сердцевины) производится на длине l=3-15мм.
От такой подточки уменьшается длина поперечной кромки (размер А=1,5-7,5 мм) и величина угла резания в точках режущих кромок, расположенных вблизи перемычки сверла. Для уменьшения трения ленточек об обратную поверхность (о стенки отверстия) производится подточка ленточек под углом a1=6-8° на длине l1= 1,5-4 мм, что приводит к повышению стойкости сверла.
| | | следующая лекция ==> | |
| Фрезерование против подачи и по подаче | | | Смещение вершины резца в вертикальном направлении |
Дата добавления: 2017-12-05 ; просмотров: 3210 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Основные части сверла

Рис. 1 Части сверла
Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть.
Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания.
Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии.
Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл.
Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ш ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
при обработке легких сплавов равной
при обработке других материалов
Высота ленточки обычно составляет 0,025dмм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
С ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла — 2.Для быстрорежущих сверл 118-120о, для твердосплавных 130-140о. Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки.
Угол наклона поперечного лезвия(перемычки)-(=50-55о).
Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод.
Рекомендуется для хрупких материалов =10-16о, для обработки материалов средней прочности и вязкости -=25-35о, для обработки вязких материалов -=35-45о.
Угол наклона винтовой канавки в данном сечении х определяется по формуле

где r– радиус сверла;
rх– радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р.
где D– диаметр сверла.
Диаметр сердцевины сверла – do или К принимают равнымК=(0,125…0,145)D.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D.
П рофиль стружечных канавок.
рофиль стружечных канавок.
Угол стружечной канавкиθпри обработке легких сплавов равен 116о, других материалов 90…93о.
Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк=(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле:

Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN-N(N)сечении. Максимальное значение находится по формуле

Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60о). Меняются по длине кромки. Наибольшее значение в центре сверла.
Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства.
Задний угол главных режущих кромок -образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях.

Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15о. Для твердосплавных=4-6о.
Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14о, а у сердцевины 20-25ов зависимости от диаметра сверла.
Ф ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 — 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии.
Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла.
К двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине2 и угла наклона поперечной кромки.
Коническая форма задней поверхности сверлаявляется участком конической поверхности.
Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом.
Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко.
Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла при работе.
У таких сверл увеличиваются значения задних углов на поперечной режущей кромке, что приводит к уменьшению осевых нагрузок. Большим преимуществом винтовой заточки является возможность автоматизации процесса заточки.
Лезвийные инструменты для обработки отверстий Виды отверстий
Отверстия, применяемые в деталях машин, имеют различную форму поперечного и продольного сечения: цилиндрическую, коническую, ступенчатую и фасонную. Отверстия могут быть сквозные и глухие, то есть не имеющие выхода с другой стороны детали.
Также отверстия различают по размерам, требуемой точности и качеству обработанной поверхности (параметрам шероховатости).
Методы обработки отверстий
Лезвийным инструментом отверстия можно сверлить, рассверливать, зенкеровать, развертывать, растачивать, протягивать.
Сверлениеспособ обработки сверлом глухих и сквозных отверстий в сплошном материале.
Рассверливаниеспособ обработки уже имеющихся отверстий при помощи сверл.
При сверлении и рассверливании отверстия получаются с точностью 13-12 квалитета и шероховатостью Rz=10–30 мкм.
— предварительно полученного отверстия литьем, прошивкой или сверлением;
— цилиндрических углублений с отверстиями под головки винтов, болтов и гаек;
— конических отверстий под головки винтов и заклепок;
— торцевых поверхностей и бобышек около отверстий и снятия фасок.
Спиральные цилиндрические зенкерыиспользуют для обработки сквозных цилиндрических отверстий.
При этом повышается точность формы отверстий, соответствующая 11 квалитету и обеспечивается шероховатость поверхности с Rz=20–40 мкм.
Конические зенкеры и зенковкииспользуют для обработки отверстий под головки винтов и заклепок, центровых отверстий и снятия фасок.
Цилиндрические зенковки с цапфой или цековкиприменяют для обработки цилиндрических углублений с отверстиями под головки винтов, болтов и гаек.
Торцевые зенковки с цапфой или цековкииспользуют для обработки торцевых поверхностей выступов и бобышек около отверстий.
Развертываниеспособ обработки отверстий развертками в материале твердостьюHRC40.
При этом повышается точность формы и размеров отверстия до 6-5 квалитетов и снижается шероховатость поверхности до Rа=2,5–0,15 мкм.
Развертывание в основном выполняют после растачивания или зенкерования отверстий, а иногда и после сверления.
Растачиваниеспособ обработки предварительно полученного отверстия литьем, сверлением либо другим каким-либо способом. При этом используются расточные резцы, блоки и головки.
Тонкое растачивание обеспечивает точность отверстий 6-5 квалитетов, шероховатость поверхности Rа=0,25–0,18 мкм, погрешность формы (овальность, конусность) составляет 0,003-0,004 мм.
Протягиваниеспособ обработки протяжками предварительно полученных отверстий, имеющих, как правило, сложную форму (цилиндрические, шлицевые, квадратные, фасонные и прочей формы отверстия) диаметром от 10 до 300 мм.
При этом отверстия получают точность 6-5 квалитетов и шероховатость Rа=0,15–0,08 мкм.
Сверло – это осевой режущий инструмент, имеющий два зуба. Сверлом осуществляется технологическая операция сверление и рассверливание.
Классификация сверл
Спиральные сверла,самые распространенные, различают:
Сверла из легированной (9ХС) и быстрорежущей (Р6М5) сталей с коническим и цилиндрическим хвостовиком, диаметром 0,1- 80 мм.
Сверла цельные твердосплавные, диаметром 0,2 – 12 мм;
Сверла с припаянными пластинками твердого сплава (ВК6, ВК6-М, ВК-8, ВК10-М и др.), диаметром 1,2 – 12,4 мм.
Специальные сверла. В настоящее время применяют более двух тысяч типов сверл (перовые, эжекторные и центровочные сверла, сверла одностороннего резания и кольцевого сверления, комбинированные сверла и др.). Они различаются конструкцией и геометрическими параметрами, что обусловлено разнообразием конструкционных материалов, а также геометрической формой и требованиями к качеству отверстий.
Классификация сверл по их назначению. Сверла делятся на группы:
Сверла для твердых и особо твердых материалов высокой прочности;
Сверла для цветных металлов и их сплавов;
Сверла для легких сплавов;
Сверла для сверления мрамора, стекла.
Сверла для сверления глубоких отверстий;
Сверла для точных отверстий.
Сверла, их конструкция и назначение
По конструкции и назначению сверла подразделяются на ряд видов: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные И Др.).
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Сверла перовые представляют собой простой режущий инструмент (рис. 94, а). Они применяются главным образом в трещотках и ручных дрелях для сверления неответственных отверстий диаметром до 25 мм.
Сверла спиральные с цилиндрическим и коническим хвостовиками (рис. 94, б, в) используются как для ручного сверления, так и при работе на станках (сверлильных, револьверных и др.).
Сверла для глубокого сверления используются на специальных станках для получения точных отверстий малого диаметра. Под глубоким сверлением обычно понимают сверление отверстий, длина которых превышает их диаметр в 5 и более раз.
Центровые сверла (рис. 94, г) служат для получения центровых углублений на обрабатываемых деталях.
Сверла комбинированные позволяют производить одновременную обработку одноосных отверстий (рис. 94, д), а также для одновременного сверления и зен — кования или развертывания отверстий (рис. 94, ё).
Для изготовления сверл, как правило, применяют следующие инструментальные материалы: углеродистую инструментальную сталь марок У10А и У12А, легированные стали: хромистую марки 9Х и хромокремнистую 9ХС; быстрорежущую сталь марок Р9 и
Рис. 94. Различные конструкции сверл
Задняя поверхность ^ Ленточка
Главные режущие кромки
Спинка зуба ‘Передняя поверхность ‘ Поперечная кромка
Рис. 95. Элементы спирального сверла
Р18, а также металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6.
Сверла из быстрорежущих сталей делают сварными: рабочую часть — из быстрорежущей стали, а остальную часть — из менее дорогой конструкционной стали. Наиболее распространенными являются спиральные сверла из быстрорежущих сталей.
Элементы и геометрические параметры спирального сверла. Спиральное сверло имеет рабочую часть, шейку, хвостовик для крепления сверла в шпинделе станка и лапку, служащую упором при выбивании сверла из гнезда шпинделя (рис. 95, а). Рабочая часть, в свою очередь, разделяется на режущую и направляющую.
Основной для процесса резания является режущая часть, на которой расположены все режущие элементы сверла. Она состоит из двух зубьев (перьев), образованных двумя канавками для отвода стружки (рис. 95, б); перемычки (сердцевины) — средней части сверла, соединяющей оба зуба (пера); двух передних поверхностей, по которым сбегает стружка, и двух задних поверхностей; двух ленточек, служащих для направления сверла и уменьшения его трения а стенки отверстия; двух главных режущих кромок, образованных пересечением передних и задних поверхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкой расположена идущая по винтовой линии несколько углубленная часть, называемая спинкой зуба.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце, у хвостовика. Разность в величине этих диаметров составляет 0,03—0,12 мм на каждые 100 мм длины сверла.
У сверл, оснащенных пластинками твердых сплавов, обратная конусность принимается от 0,1 до 0,3 мм на каждые 100 мм длины.
К геометрическим параметрам режущей части сверла (рис. 96) относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклона поперечной кромки (перемычки).
Угол при вершине сверла 2ф расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимости от твердости обрабатываемого материала и колеблется в пределах от 80 до 140°; для сталей, чугунов и твердых бронз 2ср = 116— 118°, для латуней и мягких бронз 2(р = 130°; для легких сплавов дуралюмина, силумин, электрона и баббита 2ф = 140°; для красной меди 2ср = 125°; для эбонита и целлулоида 2
Сверла. Виды сверл. Слесарное дело |
Сверла применяются при обработке отверстий в сплошном материале. По конструкции различаются спиральные, центровочные, перовые, ружейные с наружным или внутренним отводом стружки и кольцевые (трепанирующие головки) сверла. Сверла изготавливаются из быстрорежущей стали марок Р18, Р12, Р9, Р6АМ5, Р6АМ5ФЗ, Р6П5К5 и Р9М4К8. Возможно оснащение режущей части сверла пластинами твердого сплава марок ВК6, ВК6М, ВК8, ВК10М, ВК15М, что позволяет использовать их при обработке материалов на высоких скоростях резания, а также при обработке материалов высокой твердости, например легированных конструкционных сталей.
Виды сверл
Спиральные сверла (рис. 3.26) состоят из трех частей: рабочей части, хвостовика и шейки. Рабочая часть сверла образована двумя спиральными канавками и включает в себя режущую и цилиндрическую (направляющую) части с двумя ленточками, что уменьшает трение сверла о поверхность обрабатываемого отверстия. Режущей частью сверла является его вершина, образующая при заточке сверла два зуба с режущими кромками. Режущие кромки сверла выполняют основную работу резания.

Спиральные сверла выпускают с хвостовой частью (хвостовиком) двух типов — цилиндрические и конические. Цилиндрические хвостовики применяются для сверл диаметром до 20 мм, а конические — для сверл диаметром от 5 мм.
Конический хвостовик сверла имеет лапку, служащую для установки сверла в шпинделе станка или переходной втулке. Крутящий момент от шпинделя станка сверлу передается за счет сил трения между поверхностями конического хвостовика и втулки или отверстия шпинделя станка. Лапка на конце конического хвостовика облегчает удаление (выбивание) сверла из переходной втулки или шпинделя станка. Сверла с цилиндрическими хвостовиками закрепляются в станке или сверлильном приспособлении, механизированном инструменте при помощи специальных сверлильных патронов.
Конструктивные особенности и специфика работы сверла обусловливают непостоянство геометрических параметров заточки их рабочей части. Так, главный задний угол а у стандартного сверла возрастает по мере приближения к центру. На периферии сверла этот угол составляет 8… 14°, а около поперечной режущей кромки уже 26… 35°. На периферии передний угол у = 18… 33°, а около поперечной режущей кромки у = 0 0 или имеет отрицательное значение.
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.

Конструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.

Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
Различают следующие виды сверл по металлу:
- Спиральные – это стандартные сверла, имеющие цилиндрическую форму и изготовленные, в основном, из высококачественной стали марки HSS. Крупное сверло такого типа может достигать 80 мм в диаметре. Применение буравчиков этого вида наиболее распространено при выполнении сверлильных работ по металлу ввиду их повышенной прочности и долговечности. Конструкция спирального бурава выполнена так, что кромки рабочей поверхности имеют угол заточки по отношению друг к другу, равный 118±30º.
- Конические, или ступенчатые – буравчики, которые имеют коническую форму рабочей поверхности. Таким сверлильным приспособлением можно сделать отверстие в тонколистовом металле с толщиной до 2 мм или исправить уже готовое дефективное отверстие, полученное в результате работы другими инструментами. Буравы с золотой окраской подходят для оформления отверстий в изделиях высокой плотности.
- Корончатые (кольцевые) фрезы – это сверлильные инструменты в виде полой коронки с плотным набором зубьев для оформления отверстий в тонком металле, в т.ч. отверстий, с диаметром более 30 мм. Отвод металлической стружка при использовании такого бурава происходит в полость трубки, что позволяет формировать отверстия на большую глубину без извлечения из лунки буравчика. Инструмент этого вида позволяет выполнить сверловку с более качественным краем, а малая площадь соприкосновения бурава с поверхностью металла обеспечивает экономию электроэнергии, что еще больше привлекает к себе внимание сверлильщиков.
- Перовые сверла – инструменты для сверловки, имеющие сменные рабочие пластины, которые дают возможность получить глубокие идеально ровные отверстия. Перовое плоское сверло позволяет вырезать отверстие с полным отсутствием перекоса, а также выполнить отверстие большого сечения. За счет низкой стоимости, эти изделия привлекают к себе внимание очень многих мастеров.
- Длинные сверла по металлу – это специальные удлиненные сверла по металлу, позволяющие выполнить глухие или сквозные отверстия с глубиной более 5-ти диаметров бурава. Несмотря на низкую производительность таких буравчиков, их конструкция предполагает наличие 2-х винтовых канала, по которым должна стекать охлаждающая эмульсия. Существуют также супердлинные сверла по металлу, которые позволяют просверлить отверстие в металлах, имеющих твердость 1300 Н/мм2.
- Центровочные сверла – многофункциональные буравчики для оформления отверстий в металле, используемых для последующего закрепления детали в центрах сверлильного оборудования. Отверстие, выполненное при помощи центровочного буравчика, имеет ось со строгим углом к детали, равным 90º. Радиус центровочных буравов может быть от 0,25 до 5,0 мм.
- Резьбовые сверла по металлу – сверлильное приспособление для нарезки отверстий заданного диаметра с элементами резьбы.
- Левосторонние сверла – это целевые буравы, применяемые для выкручивания сломавшихся или застрявших метизов.
- Высокоточные сверла – сверлильный инструмент, позволяющий добиться высокой точности выполнения работ. Класс подобного буравчика по металлу идентифицируется по буквенно-цифровой комбинации А1, в соответствии с чем и определяется его заведомо высокая цена.
Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице:
| Наименование категории сверла | Диаметр сверлильного инструмента, мм | Длина сверлильного инструмента, мм |
| Короткие | 0,3…20 | 20…131 |
| Удлиненные | 0,3…20 | 19…205 |
| Длинные | 1…20 | 56…254 |
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.

Сверла по металлу из кобальта
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.

Титановые сверла по металлу
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.

Тип сверла по металлу можно определить по его цвету
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.

Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.

- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.

Стандарты для разных типов HSS
Рекомендации по выбору
Опираясь на характеристики, которые предлагает основная классификация сверл, можно найти лучшие сверла по металлу. При выборе мастер должен учитывать те технологические задачи, которые будут решаться при помощи сверлильного изделия, а также материал, по которому будут проходить работы. Правильный выбор должен быть основан на особом внимании к следующим характеристикам буравчиков:
- Цвет сверла.
- Качество заточных элементов и симметрия частей конструкции буравчика.
- Рабочий диаметр сверла.
- Функциональность и прямое назначение изделия.
- Материал, из которого изготовлен бурав.
- Соответствие типа сверла оборудованию, на котором оно будет использоваться (например, для сверловки отверстия большого диаметра потребуется низкооборотная дрель с высоким показателем мощности).
- Фирма-производитель.
Выбор качественного сверла напрямую зависит от добросовестности производителя, ведь ни одна уважающая себя компания не допустит поступления в продажу некачественных изделий. Производители сверл, предлагающие свои инструменты продолжительное время, являются самым настоящим гарантом покупки качественного буравчика. Профессиональные сверлильщики отдают свое предпочтение самым прочным буравам и выбирают следующий сверлильный инструмент:
- сверла, выпущенные на предприятиях бывшего СССР;
- сверла немецких производителей брендов Ruko, Bosch и Haisser;
- российские сверла фирмы «Зубр».
Это самые распространенные фирмы, предлагающие качественный инструмент на протяжении долгого времени, но выбор всегда остается только за мастером, ведь рынок изобилует предложением сверлильного инструмента на любой вкус и кошелек.
Выбор сверла для бытового применения
Для проведения частых сверлильных работ в домашней мастерской, сверлильщику стоит подумать о приобретении готового набора с изделиями разного диаметра. Подобный набор, в зависимости от качественных характеристик, представлен на рынке предложений в разном ценовом диапазоне, поэтому каждый мастер найдет необходимый инструмент по своим финансовым возможностям. Если сверла определенного типа будут применяться более часто, то дополнительно стоит купить комплект запасных буравчиков с определенным диаметром. Знания мастера о том, какие бывают сверла, какие типы инструментов лучше и какие из них самые прочные, помогут сверлильщику сделать правильный выбор сверла по металлу в пользу самого лучшего инструмента.
Стоит помнить, что любой выбор сверла оправдается, если мастер будет обращаться с ним умело и будет производить его своевременную заточку. Аккуратное использование буравчика по его прямому назначению позволит осуществить заметную экономию денежных средств на отсутствии необходимости постоянной замены вышедших из строя сверлильных изделий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ