
Фрезерный шпиндель угловой с конусом морзе
Передний конец шпинделя фрезерных станков выполняют по ГОСТу 836-47. Размеры переднего конца шпинделя приведены на Рис.1.
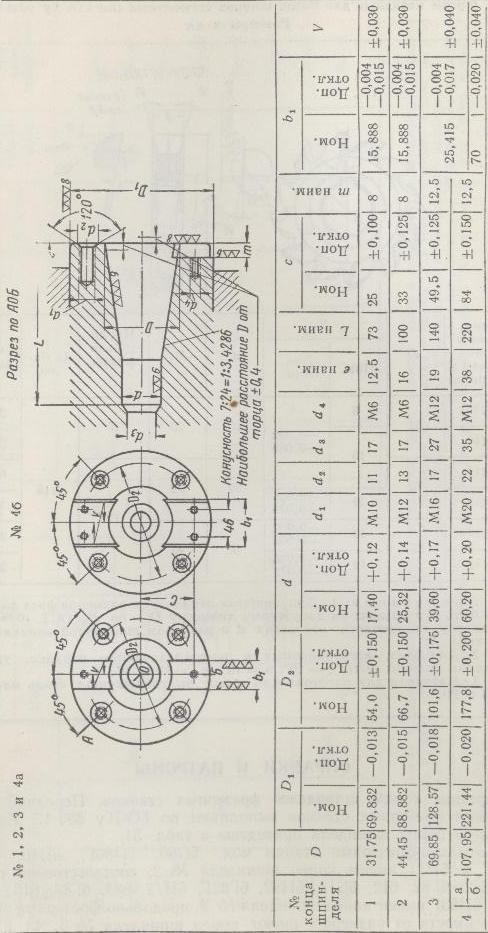
Рис.1. Размеры переднего конца шпинделя фрезерных станков.
Передние концы шпинделей фрезерных станков, изготовляемых в США, выполнены по американскому стандарту. Конус №40 по стандарту США соответствует конусу №2 по ГОСТу 836-47 и соответственно конус №50 — конусу №3 по ГОСТу 836-47. Американские фрезерные станки малых моделей имеют в шпинделе конус Броун и Шарп №9, 10 или 11.
Передние концы шпинделей фрезерных станков, изготовляемых в Германии, выполнены по германскому стандарту (DIN 2201) с конусами Морзе или метрическими. Консольно-фрезерные станки обычных типоразмеров имеют конус Морзе №3, 4 или 5.
Новые модели многих зарубежных фрезерных станков имеют конец шпинделя с конусом по ISA, т.е. с такой же конусностью, как в ГОСТе 836-47.
Шипы шпинделей, которые служат поводками для вращения фрезерной оправки, выполняют по ГОСТу 836-47. Размеры шипов шпинделя приведены на Рис.2.
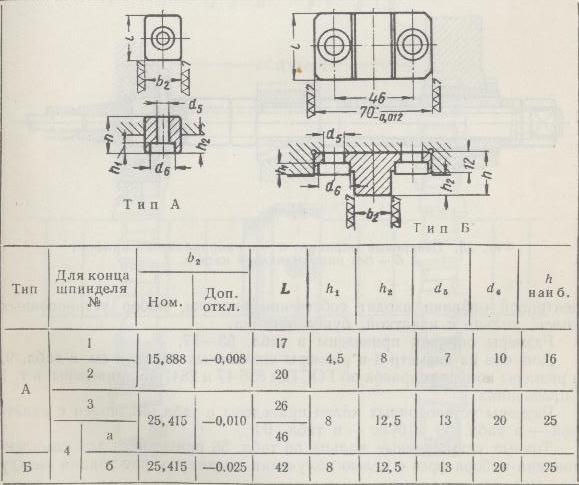
Рис.2. Шипы шпинделей фрезерных станков.
Хвостовики фрезерных оправок и патронов должны соответствовать гнезду переднего конца шпинделя.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя.
Внутренний или наружный конус B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
Внутренний или наружный конус B16, B18 — укороченный до 29 и 37 мм соответственно КМ2.
Внутренний или наружный конус B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
Втаблице указан номер конуса Морзе 1, 2, 3 ,4 ,5, 6 и соответствующие размеры.

Хвостовики со стандартом DIN 2080 он же ГОСТ 25827-93 исп.1
Широко распространённый инструментальный конус, в основном используется на универсальных станках фрезерной группы.
Конуса разделяются по размерам:

Хвостовики со стандартом DIN 69871 ГОСТ 25827-93 исп.2 для станков с ЧПУ с автоматической сменой инструмента

Хвостовики со стандартом MAS 403. BT — обозначение японской разновидности конуса по стандарту JIS B6339 (MAS403).
54. Концы шпинделей агрегатных станков (ГОСТ 13876-87, ИСО 2905-74)
Стандарт распространяется на концы унифицированных шпинделей под переходные регулируемые втулки, оправки и фрезы для силовых головок, сверлильных, расточных, и фрезерных бабок, шпиндельных коробок и насадок, предназначенных для выполнения сверлильно-расточных, фрезерных и резьбонарезных работ на отдельных или встраиваемых в автоматические линии агрегатных станках, а также на концы шпинделей под цанги малогабаритных силовых головок.
Концы шпинделей под переходные регулируемые втулки
Размеры, мм
* Радиус закругления г шпоночных пазов — по ГОСТ 23360-78.
допуска 6Н )
откл.) ±0,1)
1. Концы шпинделей d = 48 и 60 мм допускается изготовлять с размером l1 = 105 мм вместо указанного в таблице при соответствующем уменьшении размера l2.
2. Размеры d + t1, указанные в таблице для концов шпинделей d = 20 и 36 мм, по согласованию с потребителем допускается заменять соответственно на 21,9 и 38,6 мм.
| Увеличение размера l |


Отправить ответ