
Газ для пайки меди твердым припоем
Содержание:
- 1 Технология пайки медных труб
- 2 Инструменты необходимые для пайки
- 3 Выбор газовой горелки
- 4 Сборка самодельной газовой горелки
- 5 Компоненты для пайки
- 6 Этапы спайки медных труб
- 7 Ошибки при пайке
- 8 Правила безопасности
- 9 Обзор метода пайки и припоя
- 10 Оборудование для пайки
- 11 Виды газовых горелок
- 12 Горелки с одноразовым и стационарным баллоном
- 13 Особенности выбора газовых горелок
- 14 Некоторые правила проведения пайки
- 15 Поэтапная пайка стыка труб
 Медь представляет собой мягкий сплав металлов, который с древних времен высоко ценится и используется в различных областях. Красивый внешний вид и полезные качества вполне компенсируют высокую цену на трубы из этого материала.
Медь представляет собой мягкий сплав металлов, который с древних времен высоко ценится и используется в различных областях. Красивый внешний вид и полезные качества вполне компенсируют высокую цену на трубы из этого материала.
Медные трубы используются в системах: газоснабжения, кондиционирования, охлаждения, отопления и водоснабжения. Они обладают рядом преимуществ:
- устойчивостью к высоким показателям температуры;
- долгим сроком службы;
- прочностью;
- легкостью в обработке;
- стойкостью к УФ-излучению и повышению давления.
Стоимость медных труб достаточно высока, но возможность пайки позволяет сэкономить на покупке фитингов. Также цена окупается долговечностью трубопровода из меди. Он может прослужить до 50 лет.
Технология пайки медных труб
Существует два варианта технологии пайки медных труб с использованием газовой горелки:
- Высокотемпературная пайка. Такой тип соединения используется при работе с системами, имеющими большую степень нагрузки. Температура, при которой можно паять достигает 600-900 градусов.
- Низкотемпературная пайка. Такой тип соединения используется при установке систем бытового назначения. Температура меньше 450 градусов применяется для пайки с мягким припоем. При использовании твердого припоя, нагрев должен быть больше 450 градусов.
Инструменты необходимые для пайки
Для спайки труб из меди могут понадобиться следующие инструменты:
 газовая горелка для спайки труб;
газовая горелка для спайки труб;- фаскосниматель скругляющий места разреза и устраняющий заусенцы;
- труборез для подготовки участков труб необходимого размера;
- труборасширитель для соединения труб внахлест без использования фитингов;
- отражатель для пламени горелки, который закрепляется на ее сопло и позволяет сохранять равномерную температуру нагрева и работать вблизи горючих веществ;
- щетки и ершики для очищения мест пайки от окиси.
Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
Разновидности ручных горелок
 Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди. Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.
Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов. Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Сборка самодельной газовой горелки
 Рукоятку для горелки можно соорудить из дерева или воспользоваться уже готовой от старого паяльника. Из стали делается трубка диаметром в 1 см и толщиной в 2-2,5 мм. Трубка фиксируется в заготовленной ручке при помощи клея.
Рукоятку для горелки можно соорудить из дерева или воспользоваться уже готовой от старого паяльника. Из стали делается трубка диаметром в 1 см и толщиной в 2-2,5 мм. Трубка фиксируется в заготовленной ручке при помощи клея.
Из латунного прутка в 2 см шириной изготавливается корпус и рассекатель. В поверхности стержня рассекателя проделываются четыре отверстия диаметром в 1 мм для поступления кислорода. В корпусе проделываются две радикальных дырки диаметром 5 мм. Далее, в корпус запрессовывается рассекатель, таким образом, чтобы возле внутреннего фланца был небольшой зазор в 0,6 мм.
Форсунка вытачивается из металлического прута. В ней просверливается глухое отверстие при помощи сверла диаметром в 2 мм. До выхода должно оставаться 1,5 мм длины. Перемычка меряется сверлом в 4 мм диаметром. Отверстие при помощи молотка зачеканивается, вытачивается с торцевой стороны наждачной бумагой. Затачивание можно окончить, если форсунка хорошо надевается на наконечник трубки с резьбой.
Шланг, присоединенный к редуктору баллона с газом, соединяется с концом трубки при помощи хомута и отвертки. После набора рабочего давления и полного вытеснения воздуха из шланга, подается газ, и форсунка подносится к пламени газовой конфорки. Верхушка детали отшлифовывается пока факел горелки не достигнет длины в 50 мм.
Корпус с установленным рассекателем привинчивается к внешней резьбе форсунки. Пламя горелки должно выходить ровно и не создавать копоти. Если с этим есть проблемы, то необходимо провернуть по резьбе форсунки корпус до исчезновения нежелательных эффектов. Также можно уплотнить резьбу ФУМ лентой. Перед использованием следует проверить устройство на герметичность.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
 Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Этапы спайки медных труб
Процесс спайки включает в себя несколько этапов:
 Труба обрезается при помощи трубореза.
Труба обрезается при помощи трубореза.- Проводится обработка края трубы фаскоснимателем. Направление среза должно идти строго вертикально. Край должен быть гладким и ровным, без вмятин и заусенцев. Доточить неровности можно наждачной бумагой.
- Подбирается подходящий фитинг или конец другой трубы раздвигается труборасширителем. Часть трубы, заходящую в раструб необходимо очистить шкуркой от окисленного слоя. Такой же очистки требует и внутренняя часть раструба.
- Все компоненты собираются между собой и проверяются на наличие имеющихся зазоров.
- Зачищенная область трубы и внутренняя часть фитинга или раструба обрабатываются флюсом при помощи кисточки. Если используется самофлюсующийся припой, то этот этап пропускается.
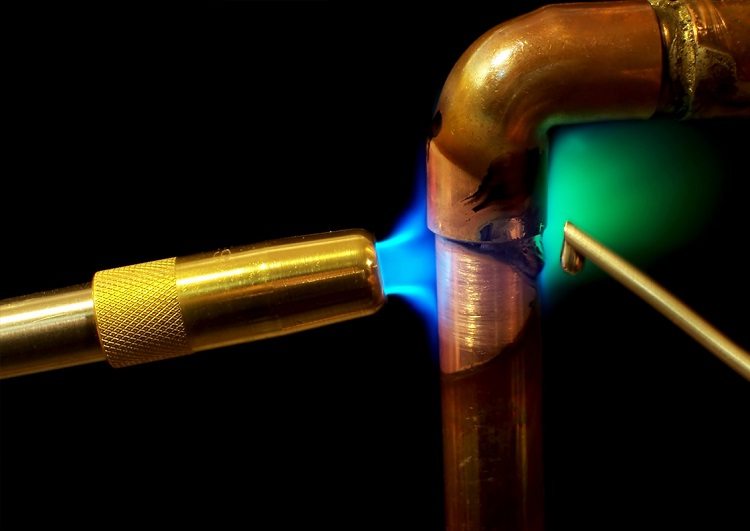
- Соединение медных труб равномерно разогревается горелкой до температуры плавления припоя. Для обеспечения равномерного прогрева пламя должно располагаться по центру стыка. Как только флюс приобретет темный оттенок, можно будет переходить к следующему этапу.
- Припой наносится в область стыка между трубами. Нанесение достаточно делать на половину длины, дальше он растечется сам. При плавлении припой растекается по области зазора между трубами. Важно, чтобы он плавился именно от температуры самих труб, а не от пламени горелки.
- Флюс, оставшийся после пайки, счищается при помощи влажной тряпки или смывается водой.
Время плавления флюса и нагрева трубы из меди составляет не более пяти минут, поэтому важно не допустить перегрева трубы. При работе с твердым припоем этапы работы схожи. Его в размягченном виде нужно наматывать на трубу, одновременно ее поворачивая.
Особенности пайки медных проводов
Необходимо очистить поверхность провода от загрязнений и пленки из оксидов. Затем провод разогревается до температуры плавления припоя и на него наносится канифоль или флюс. Следом наносится припой и разравнивается по поверхности. Далее, если требуется, можно соединить детали и снова прогреть до начала плавления припоя. После этого необходимо дать конструкции остыть.
Ошибки при пайке
При отсутствии опыта работы с горелкой можно допустить некоторые ошибки в процессе пайки:
 Если недостаточно прогреть участок соединения, то труба плохо соединится с припоем и даже при минимальной нагрузке, конструкция может разрушиться.
Если недостаточно прогреть участок соединения, то труба плохо соединится с припоем и даже при минимальной нагрузке, конструкция может разрушиться.- Слишком сильный нагрев соединения приведет к выгоранию флюса, в результате чего поверхность покроется окисью и окалиной. В этом случае сцепление труб также будет ненадежным.
Чтобы избежать проблем с неправильным выбором температуры пайки лучше воспользоваться услугами опытного мастера.
Правила безопасности
Процесс пайки сопровождается использованием высоких температур, которые способствуют расщеплению химических составов и высвобождению опасных элементов. Поэтому для безопасной работы необходимо придерживаться следующих правил:
 помещение, в котором будут проводиться работы, должно хорошо проветриваться;
помещение, в котором будут проводиться работы, должно хорошо проветриваться;- при пайке следует использовать специальные перчатки для защиты от ожогов;
- в пайке с высокими температурами и твердым припоем участвуют растворы щелочей и кислот, поэтому необходимо наличие резиновых перчаток и устойчивой к кислоте одежды;
- трубы из меди очень медленно остывают, поэтому стоит проверить степень нагрева конструкции перед осмотром спаянного места.
Как правильно паять медные трубы, можно посмотреть на видео.
При монтаже трубопровода важно обеспечить надежное сцепление элементов системы. Капиллярная пайка является наиболее распространенным способом соединения труб. Для выполнения работ необходим специальный инструмент – труборез, фаскосниматель, расширитель, а также паяльник для медных труб. Функции последнего может выполнять специальная газовая горелка, иногда строительный фен либо электрический паяльник.

Газовые горелки для пайки труб из меди бывают разных видов
Обзор метода пайки и припоя
Пайка – это получение неразделимого соединения путем ввода припоя между деталями. Припой имеет температуру плавления ниже, чем у соединяемых деталей и благодаря капиллярному эффекту равномерно распределяется по поверхности медных труб независимо от их положения. Повысить коэффициент адгезии и улучшить пайку позволяет применение флюсов и зачистка соединяемых поверхностей. Различают два метода пайки медных труб:
- Низкотемпературный – используется для бытовых систем. Соединение происходит при пайке твердым припоем с температурой выше 450 °С, мягким припоем – менее 400 °С.
- Высокотемпературный – применяется для систем со значительной нагрузкой. Плавление припоя происходит при температуре 600-900 °С.
Мягкий припой представляет собой проволоку диаметром от 2 до 3 мм, изготовленную из свинца, олова, сплавов из них, иногда с добавлением серебра или других элементов. Твердый припой выполняется в виде стержней. Соединение с его применением отличается стойкостью к высоким температурам и давлению.
Для соединения труб из меди применяют мягкий и твердый припой
Распространены также самофлюсующиеся медно-фосфорные припои, содержащие серебро. Они отличаются более высокими деформационными характеристиками, жаростойкостью (до 200 °С), безопасностью для окружающей среды, улучшенной текучестью и не вызывают коррозию. Добавление фосфора позволяет снизить до 750 °С температуру плавления меди, а практически равные коэффициенты температурного расширения меди и припоя повышают прочность соединения.
Оборудование для пайки
Для проведения пайки необходимы:
- инструмент для труб;
- припой, использующийся для пайки;
- паяльник (газовая горелка), расплавляющий припой.
Перед соединением проводятся подготовительные работы для пайки медных труб. Инструменты выбираются исходя из максимального диаметра применяемой трубы и вида вещества, которое будет в ней при эксплуатации.
Для разрезания изделия перпендикулярно оси используется труборез. Удалить заусенцы с внешних и внутренних краев для облегчения всовывания труб друг в друга можно при помощи фаскоснимателей. Они бывают в круглом корпусе и в виде карандаша. Более удобен круглый инструмент, но он дороже и ограничен диаметром трубы в 0,36 см.

Для монтажа медного трубопровода понадобится и такой инструмент, как труборез
Конец одной трубы, в которую будет помещен конец другой, должен быть расширен с помощью труборасширителя на глубину, равную ее диаметру.
Важно! Труба, которую расширяют, должна быть мягкая либо отожженная.
Подготовка внутренней поверхности медных труб производится специальными губками или ершиками. Внешняя сторона обрабатывается щетками. Нагрев поверхности по всей площади соединения выполняется горелкой для пайки медных труб. На ее сопло устанавливается рефлектор для предотвращения потерь тепла и защиты близлежащих горючих материалов.
Виды газовых горелок
Газовые горелки для пайки медных труб – это оборудование, состоящее из:
- узла для крепления газового баллона;
- форсунки;
- приборной головки;
- устройства для регулировки подачи газа;
- редуктора.
Разные модели горелок для пайки медных труб могут оснащаться вспомогательными деталями – переходниками, наконечниками и т. д. По критерию применяемой горючей смеси данное оборудование делится на:
- пропановые горелки для пайки медных труб;
- инструмент, использующий MAPP-газ.
По техническим возможностям различают: бытовые газовые горелки (температура пламени от 1000 до 1500 °С) и промышленные (температура пламени от 1500 до 2000 °С).

Газовые горелки различаются типом потребляемого топлива и назначением
Также можно выделить ацетилен-кислородные горелки; с баллоном для одноразового применения либо на стационарной основе. Это оборудование позволяет обеспечить высоконадежное соединение магистралей и составных частей разных систем твердым и мягким припоем.
Пропановая горелка бывает универсальная и специального назначения. Она обычно оснащена функцией пьезоэлектрического поджига, режимом экономии газа и его подачи. Горелка для пайки медных труб с использованием MAPP-газа эффективнее, чем пропановая благодаря высокой энергии сжигания. Несмотря на достаточно высокую температуру горения, пламя мягкое и не пережигает материал трубы.
Пайка краевых и угловых мест производится газовым паяльником для медных труб.
Горелки с одноразовым и стационарным баллоном
Самое компактное оборудование для пайки медных труб – газовая горелка с одноразовым баллоном. Для топлива можно использовать ацетилен, пропан или другие смеси газа. На ручке горелки находится вентиль, регулирующий подачу горючего. Преимущества использования такого устройства для пайки медных изделий:
- Простота: нет надобности в источнике электропитания, оборудование является удобным в эксплуатации.
- Многофункциональность: на одну рукоятку подходят до пяти различных сопел.
- Мобильность: есть возможность регулировки мощности пламени, положения относительно соединения, скорости нагрева.
- Безопасность: инструмент оборудован обратными клапанами, которые при необходимости блокируют подачу газа.
- Высокое качество: соединения будут прочными и долговечными, если выполнять условия технологии сварки газовыми горелками.
Газовые горелки со стационарным баллоном позволяют получить высококачественное соединение. Их пламя способно расплавить практически все металлы, которые используются в промышленности.

Горелка с одноразовым баллоном — это удобное и легкое в обращении оборудование
Важно! Диаметр соединения получается в два раза ниже, если проводить пайку медных труб твердым припоем. Горелки для этой технологии можно выбрать ацетилен-кислородные.
Особенности выбора газовых горелок
Выбор газового оборудования для проведения пайки медных труб достаточно велик. На рынке представлены многие производители, например, Rems, Rothenberger и др. Диапазон цен широкий и зависит от модели.
Функции горелки предполагают не только пайку, но и резку металла, разморозку, обработку при высоких температурах, обогрев. Пропановая горелка удобна при работах на ветру.
Инструмент выбирают по таким характеристикам:
- тип горелки: инжекторная, безинжекторная;
- мощность: чем она больше, тем эффективнее работа с толстостенными трубами;
- вид газа: например, пропановая, ацетиленовая. Некоторые горелки многофункциональные и могут быть использованы с другим газом. Рекомендуется приобретать инструмент, работающий на одном виде топлива. Пропановая горелка используется в основном в промышленности.
- предназначение: если горелка произведена для пайки, то она не очень пригодна для резки;
- материал изделий, подлежащих обработке.
Выполнение пайки медных труб требует соблюдения правил техники безопасности: надевать защитные перчатки, которые сохранят руки от ожогов; проводить работы в проветриваемом помещении с хорошей вентиляцией; перед проверкой соединения убедиться, что оно остыло.
Выбор горелки в первую очередь зависит от целей, которые стоят перед мастером
Некоторые правила проведения пайки
Чистота поверхности является важным условием проведения надежной пайки. Запрещено для зачистки использовать абразивные материалы. На поверхности не должны попадать масла, грязь, смазки и т. д., поскольку это будет препятствовать смачиванию, попаданию припоя в соединение. После вставки одной трубы в другую должен оставаться зазор в 25-125 мкм между наружной и внутренней стенками.
Для предотвращения попадания воздуха в шов, снятия окислов, повышения текучести припоя, улучшения адгезии применяют флюсы либо пасты. Они бывают высокотемпературные (более 450 °С) и низкотемпературные (до 450 °С). Флюс для пайки медных труб наносится кисточкой равномерным тонким слоем.
Нагрев труб проводится по всей длине и окружности соединения, распределяя теплоту равномерно. Пламя горелки следует несколько уменьшить, поскольку перегрев усиливает взаимодействие припоя с металлом, а это отрицательно сказывается на сроке службы соединения. Одновременное введение припоя и пламени в зону пайки приведет к неравномерному нагреву. В соединение под действием капиллярных сил попадает разогретый припой.
Важно! После завершения процесса пайки остатки флюса следует удалить для предотвращения протечек и коррозии металла.
Поэтапная пайка стыка труб
При пайке мягким припоем процесс имеет следующую последовательность:
- собирается обработанный и расширенный под раструб стык;
- на внутреннюю зону раструба и внешнюю поверхность медной трубы наносится флюс и собирается трубный узел;
- оборудованием для пайки медных труб прогревается до 300-400 °С место стыка. Контроль температуры прогрева происходит по цвету флюса: только он станет темнеть – необходимо брать припой.
- раскрутив проволочный припой, его конец вносится в зону пайки. При соприкосновении с нагретой трубой он плавится, скользит по флюсу к месту шва, заполняет пространство между раструбом и трубой. В процессе пайки труба поворачивается.
Во время процесса пайки на шве может образовываться наплыв из разогретой массы припоя.
Каждый метод пайки имеет свои правила и особенности
При высокотемпературной пайке медных труб, используя твердый припой, процесс отличается на стадии его плавления:
- собирается и обрабатывается флюсом узел стыка;
- используя необходимое оборудование, конструкция нагревается и помещается на жаростойкую поверхность;
- в место стыка раструба и трубы вводится припой, который разогревается газовой горелкой;
- труба слегка проворачивается и припой, размягченный горелкой, наматывается на последующую часть стыка до получения кольцевого шва.
Герметичность и качество пайки медных деталей зависит от физических характеристик соединения и процесса пайки. Состыковку труб с помощью газовых горелок можно проводить самостоятельно; соединения повышенной прочности выполняются специальным оборудованием.
Статьи : Пайка медных труб, пайка меди, рекомендации, инструкции
Техника соединения медных труб легка и надежна. Наиболее распространенной техникой соединения является капиллярная пайка. Данный способ основан на капиллярном эффекте, суть которого заключается в том, что при небольшом расстоянии между стенками двух смачиваемых поверхностей, жидкость за счет адгезии поднимется вверх по капилляру, преодолевая силу тяжести. Именно данный эффект позволяет припою равномерно распространяться по всей поверхности независимо от положения трубы (можно, например, подавать припой снизу).
Для улучшения качества пайки и повышения коэффициента адгезии используются специальные флюсы, а поверхности под пайку предварительно зачищаются.
Это самый надёжный, оптимальный способ соединения медных труб. При соединении труб высокотемпературной пайкой, всю систему можно даже заливать бетоном, что не допускается при резьбовом соединении.
Пайка твердым припоем осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425 °С.
ВЫБОР ОБОРУДОВАНИЯ И МАТЕРИАЛОВ
Таким образом, для выполнения работ по пайке медных труб необходимо выбрать следующее:
- Инструмент для медных труб
- Припой, который будет использоваться при пайке.
- Газовую горелку, которая будет расплавлять припой.
Этот выбор обусловлен двумя исходными параметрами:
- Максимальный диаметр применяемой медной трубы.
- Среда (или жидкость), которая будет внутри труб.
- Цена, которую готов потратить заказчик на выполнение работы.
Эти три важных параметра будут в первую очередь определять выбор того или иного инструмента или припоя.
I. Инструмент для медных труб
Процесс подготовки концов медной трубы для проведения пайки сводится к следующим операциям:
Р езка медной трубы труборезом для резки медных труб. Труборезов много. Выбор определяется диаметром используемых медных труб, а также удобством его использования. Например, есть ли необходимость использования трубореза в труднодоступных местах. Необходимо ли наличие ножа фаскоснимателя в корпусе трубореза, а также наличие запасного отрезного ролика. Играет роль и цена. Чем больший диаметр режет труборез, тем, конечно же, он дороже.

Снятие фаски и грата с краев медной трубы фаскоснимателем. Эта операция производится для снятия заусенцев с внутренних и внешних краев труб для облегчения всовывания трубы в трубу или фитинг. Фаскосниматели бывают двух видов: в виде карандаша, либо в круглом корпусе. Круглый фаскосниматель ограничен максимальным диаметром медной трубы в 36мм, но при этом более удобен и дороже.

Расширение трубы труборасширителем. Эта операция производится при бесфитинговом монтаже медных труб, т.е. когда не применяются дорогие фитинги, что при определенном объеме работы экономит монтаж. Расширяемая медная труба должна быть или мягкой или отожженной! После расширения одного из концов медной трубы можно трубу вставить в трубу, либо в фитинг. Выбор труборасширителя зависит от диаметра медной трубы и финансовой состоятельности заказчика:
а) Труборасширитель РОКАМ ПАУЭР ТОРК (ROCAM POWER TORQUE). Самый простой труборасширитель, гордость РОТЕНБЕРГЕРа. Первая модель была разработана в 1967 году и после этого РОТЕНБЕРГЕР занял лидирующие позиции в производстве профессионального инструмента для бесфитингового монтажа медных труб, а затем расширив линейку инструмента путем добавления профессионального инструмента для монтажа стальных, металлопластиковых и пластиковых труб прочно занял лидирующее положение в мире. Труборасширитель РОКАМ ПАУЭР ТОРК расширяет и калибрует медную трубу с максимальным диаметром 42мм, применение адаптера 1.1007 и специальных расширительных S-головок позволяет увеличить максимальный диаметр до 67мм.

б) Труборасширитель А0. Позволяет расширить медную трубу диаметром от 22 до 67мм.

в) Труборасширитель А1. Позволяет расширить медную трубу диаметром от 35 до 108мм.

Конечно, диаметр влияет на стоимость труборасширителей. Чем больше максимальный диаметр и чем больше расширяемых размеров труб, тем дороже! Остальные труборасширители РОМАКС ТРУБОРАСШИРИТЕЛЬ КОМПАКТ, РОМАКС ТРУБОРАСШИРИТЕЛЬ АС ЭКО, ТРУБОРАСШИРИТЕЛЬНАЯ УСТАНОВКА Р600, ТРУБОРАСШИРИТЕЛЬ УСТАНОВКА Н600 используются намного реже, обусловлено это достаточно высокой ценой, но для любителей приятной и быстрой работы это хороший выбор!




Мягкие припои для фитингов 3 и 1S.
Качественные мягкие припои в соответствии с DIN EN 29453, для соединения пайкой медных труб с медными, либо из красной бронзы, либо с латунными фитингами. Применяются в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 2. Не содержат флюс, используются с соответствующей пастой РОСОЛ.
Качественные пасты, используются с мягким припоем, в соответствии с DIN EN 29453, содержат флюс в соответствии с DIN EN 29454-1 3.1.1.C, проверены по DVGW регистрационный № F1 028, для соединений пайкой медных труб с медными, из красной бронзы и латунными фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 7, содержание припоя 60%, остатки флюса на 100% растворимы в воде.
ТВЕРДЫЕ ПРИПОИ ROTHENBERGER (РОТЕНБЕРГЕР) РОЛОТ – специальные твердые припои, особенно подходят для капиллярно-щелевой пайки при монтаже медных труб в системах холодного и горячего водоснабжения, открытых и закрытых отопительных систем, в соответствии с DVGW, предписание GW 2, систем газоснабжения (жидкий, природный газ), а также для монтажа холодильных систем/систем кондиционирования и маслопроводов. Припои РОТЕНБЕРГЕР РОЛОТ специально предназначены для капиллярно-щелевой пайки медных трубопроводов, смонтированных без использования фитингов. Серебросодержащие медно-фосфорные припои имеют более высокие деформационные характеристики и рекомендуются к использованию для пайки систем, подверженных высоким температурным и механическим нагрузкам
- Не пенятся
- Жаростойкие до 200° C
- При пайке соединений меди с медью не требуется флюс
- При пайке соединений с латунью, красной бронзой, медно-оловянными сплавами, медно-цинковыми сплавами используется флюс LP5
- Не наносят вред окружающей среде, не вызывают коррозию, имеют улучшенную текучесть
Качество и прочность пайки зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя для того или иного соединения.
Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов.
Медно-фосфорные припои
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей припоя, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор.

Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, за исключением алюминия и магния, для пайки, которых необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% — это медно-фосфорный припой, а сплав с содержанием серебра 45% — это серебряный припой.
В программе Ротенбергера имеется великое множество различных газовых горелок для пайки. Все они подразделяются в основном по источнику газа, либо они работают на основе одноразовых баллончиков:
Газовые горелки на одноразовых баллонах для пайки твердым припоем




Газовые горелки на одноразовых баллонах для пайки мягким припоем.









Либо газовые горелки работают со стационарными газовыми баллонами

Газовая горелка Турбопроп, работает на пропане. Предназначен для пайки медных труб диаметром до 54мм. Наиболее распространенная и используемая газовая горелка. Обусловлено это хорошими рабочими характеристиками данной горелки, а также ценой и относительной дешевизной пропана.

Газовая горелка Эйрак работает на ацетилене. Предназначен для пайки медных труб диаметром до 60мм. Эта горелка меньше используется рабочими из-за дороговизны ацетилена. Но тот, кто уже покупал ранее эту горелку как правило берут ее и в дальнейшем.

Газовая горелка Аллгаз 2000 работает на ацетилен-кислородных баллонах. Предназначен для пайки труб диаметром до 76мм. Превосходная ацетилен-кислородная горелка. Имеются в комплекте гибкие сопла, что позволяет работать в труднодоступных местах.

А также горелка RE 17 (горелка для пайки, сварки и резки), работающая на смеси ацетилена и кислорода. Не имеет ограничения по диаметру пайки.

При невозможности использовать газопламенную пайку, ROTHENBERGER (РОТЕНБЕРГЕР) предлагает электроустройство для пайки мягким припоем РОТЕРМ 2000.
Пайка медных труб
Необходимым условием надежной пайки является чистота поверхности. Перед операцией пайки очищают соединяемые металлические поверхности от грязи губками РОФЛАЙЗ. (Использование абразивных материалов для зачистки строго воспрещено! )
Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями.
При соединении двух труб одного диаметра в системах холодного и горячего водоснабжения, а также в отопительных установках, где температура теплоносителя не превышает 110 градусов C, можно обойтись без фитинга. С помощью специального приспособления – ТРУБОРАСШИРИТЕЛЬ – окончание одной из соединяемых труб можно самостоятельно расширить для капиллярной пайки. Такая операция возможна при работе с мягкой или отожженной медью.
После расширения трубки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 1).


Рис. 1. Установка соединяемых пайкой труб
Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения.
Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя теплоту (рис. 2). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до температуры плавления металла, из которого изготовлены трубы. Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (то есть усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис. 3).


Рис. 2. Размещение горелки при пайке труб: 1 -наружная труба; 2 -горелка; 3 -зона нагрева; 4 -внутренняя труба
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 3).

Рис. 3. Распределение припоя в соединении труб:
а — внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру;
б — наружная труба разогрета до температуры пайки, а внутренняя труба имеет более низкую температуру;
в — обе трубы разогреты равномерно до температуры пайки
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 3, в).
Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 4).


Рис. 4. Расположение горелки и прутка припоя при пайке соединения концов труб, нагретых до тусклого вишнево-красного цвета: 1 -горелка; 2 -внутренняя труба; 3 -пруток припоя; 4 -наружная труба
Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 5).

Рис. 5. Перемещение припоя в зазоре между трубами при пайке
Соединение меди с латунью с помощью твердого медно-фосфорного припоя
Для соединения меди с латунью с помощью твердого медно-фосфорного припоя выполняют указанные выше операции такие же как и для соединения меди с медью.
Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя
Для соединения стали со сталью, медью, латунью или бронзой с помощью серебряного припоя выполняют указанные выше операции для соединения меди с медью.
До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
По завершении операции пайки тщательно удаляют остатки флюса.
Флюс поглощает определенное количество окислов.
Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции.
Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя.
Правила пайки медной трубы


Отправить ответ