
Гильотина для резки металла зазор между ножами
Содержание:
- 1 Сведения о производителе гильотинных ножниц НК3418
- 2 НК3418 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
- 3 Общий вид гильотинных ножниц НК3418
- 4 Расположение составных частей гильотинных ножниц НК3418
- 5 Спецификация составных частей ножниц НК3418
- 6 Расположение органов управления гильотинными ножницами НК3418
- 7 Пульт управления гильотинными ножницами НК3418
- 8 Перечень органов управления на пульте ножниц НК3418
- 9 Кинематическая схема гильотинных ножниц НК3418
- 10 Схема резки с автоматической установкой зазора ножниц НК3418
- 11 Описание кинематической схемы ножниц НК3418
- 12 Схема электрическая принципиальная гильотинных ножниц НК3418
- 13 Электрооборудование гильотинных ножниц НК3418. Общие сведения
- 14 Основные виды гильотинных ножниц
- 15 Гидравлические гильотинные ножницы
- 16 Электромеханические гильотинные ножницы
- 17 Пневматические гильотины
- 18 Ручная гильотина для металла

Сведения о производителе гильотинных ножниц НК3418
Изготовителем ножниц НК3418 является Стрыйский завод кузнечно-прессового оборудования.
Станки, выпускаемые Стрыйским заводом КПО
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Ножницы кривошипные листовые с наклонным ножом для обработки листового металла. Общие сведения
Ножницы предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
Ножницы гильотинные с качающейся (консольной) балкой

Преимущества принципа «качающейся» (консольной) балки:
- Высокая точность перемещения балки
- Надежность конструкции и простота в обслуживании, так как она содержит меньше движущихся частей, чем гильотинные ножницы другого исполнения
- Роликовые подшипники большого размера в шарнирах, на которых поворачивается «качающаяся» балка, способствуют точной настройке зазора между ножами. Не требуется в дальнейшем корректировать зазор из-за износа, как на других моделях
- Нет направляющих, которые требовалось бы регулировать и смазывать
- Взаимное геометрическое расположение заднего упора станка и режущей балки позволяет отрезанным частям листа свободно выпадать, не застревая в станке
- Нижний нож станка имеет 4 режущие кромки, в то время как верхний — только 2
НК3418 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Машина нк3418 разработана в 1977 году и серийно выпускалась с 1979 года. Разработчик ПО КПО г. Азов.
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3418 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм 2 ) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии "НД", за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла нк3418:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Частота хода ножа — 50 мин -1
- Механическое перемещение заднего упора — 0..700 мм
- Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — пневмо-пружинный дисковый
- Мощность электродвигателя — 8,5 кВт
- Вес ножниц полный — 4330 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Общий вид гильотинных ножниц НК3418

Фото гильотинных ножниц НК3418
Расположение составных частей гильотинных ножниц НК3418
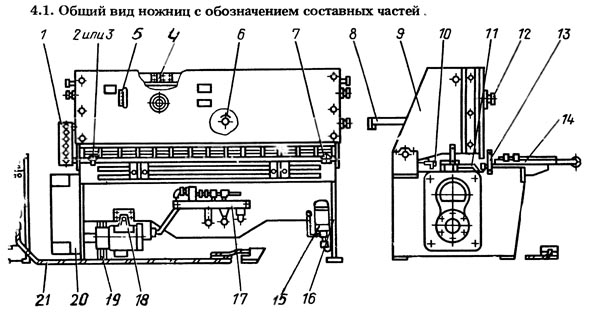
Расположение составных частей ножниц нк3418
Спецификация составных частей ножниц НК3418
| № | Наименование параметра | НК3414 | НК3416 | НК3418 |
|---|---|---|---|---|
| 1 | Пульт управления | НК3418-93-001 | НК3418-93-001 | НК3418-93-001 |
| 2 | Упор боковой | НД3316Г-35-001 | НД3316Г-35-001 | НД3316Г-35-001 |
| 3 | Упор боковой | НД3316Г-35А-001 | НД3316Г-35А-001 | НД3316Г-35А-001 |
| 4 | Механизм удержания ножевой балки | НК3414-75-091 | НК3416-75-001 | НК3418-75-001 |
| 5 | Указатель положения ножевой балки | НК3414-74-001 | НК3416-74-001 | НК3418-74-001 |
| 6 | Освещение | НК3418-76-001 | НК3418-76-001 | НК3418-76-001 |
| 7 | Упор угловой | НК3418-37-001 | НК3418-37-001 | НК3418-37-001 |
| 8 | Упор задний | НК3414-34-001 | НК3416-34-001 | НК3418-34-001 |
| 9 | Механизм реза | НК3414-31-001 | НК3416-31-001 | НК3418-31-001 |
| 10 | Датчики заднего упора | НК3418-39-001 | НК3418-39-001 | НК3418-39-001 |
| 11 | Поддерживатель листа | НК3414-38-001 | НК3418-38-001 | НК3418-38-001 |
| 12 | Привод заднего упора | НК3414-24-001 | НК3416-24-001 | НК3418-24-001 |
| 13 | Решетка | НК3414-72-001 | НК3416-72-001 | НК3418-72-001 |
| 14 | Упор передний | НК3418-36-001 | НК3418-36-001 | НК3418-36-001 |
| 15 | Смазка | НК3414-81-001 | НК3416-81-001 | НК3418-81-001 |
| 16 | Станина | НК3414-11-001 | НК3416-11-001 | НК3418-11-001 |
| 17 | Пневмооборудование | НК3414-41-001 | НК3416-41-001 | НК3418-41-001 |
| 18 | Привод | НК3414-21-001 | НК3416-21-001 | НК3418-21-001 |
| 19 | Установка муфты-тормоза | НК3414-23-001 | НК3416-23-001 | НК3418-23-001 |
| 20 | Редуктор | НК3414-22-001 | НК3416-22-001 | НК3418-22-001 |
| 21 | Электрооборудование | НК3414-91-001 | НК3416-91-001 | НК3418-91-001 |
Расположение органов управления гильотинными ножницами НК3418
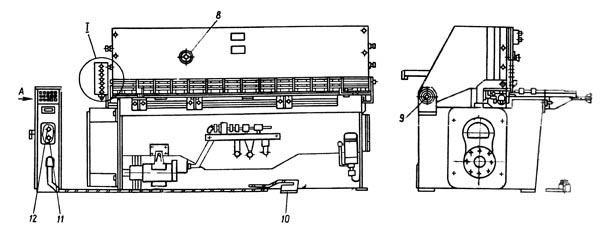
Расположение органов управления гильотинными ножницами нк3418
Пульт управления гильотинными ножницами НК3418
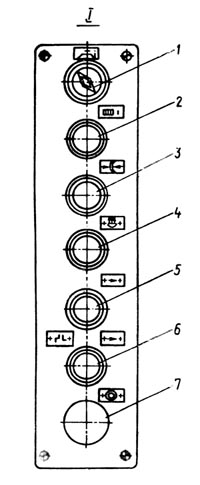
Пульт управления гильотинными ножницами нк3418
Перечень органов управления на пульте ножниц НК3418
- Переключатель — выключение освещения линии реза
- Пуск главного электродвигателя
- Ручное управление муфтой-тормозом
- Стоп автоматических ходов
- Включение привода заднего упора назад
- Включение привода заднего упора вперед
- Общий стоп
- Маховик ручного проворота привода заднего упора
- Эксцентрик установки исходного зазора между ножами
- Педаль электрическая управления ножницами
- Переключатель управления
- Переключатель режимов работы
- Вводной автомат
Кинематическая схема гильотинных ножниц НК3418
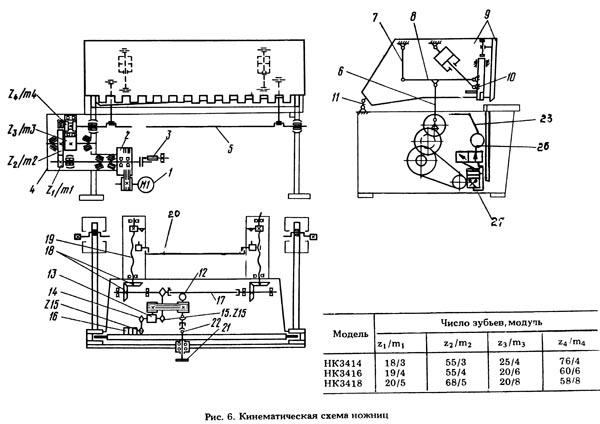
Кинематическая схема гильотинных ножниц нк3418
Схема резки с автоматической установкой зазора ножниц НК3418

Схема резки с автоматической установкой зазора ножниц нк3418
Описание кинематической схемы ножниц НК3418
Конструкция гильотинных ножниц НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
- главная кинематическая цепь
- задний упор
- поддерживатель тонкого листа
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t" зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
Схема электрическая принципиальная гильотинных ножниц НК3418
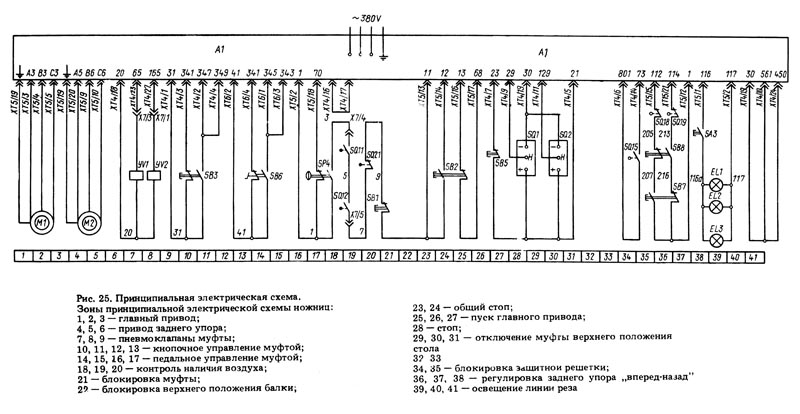
Электрическая схема гильотинных ножниц нк3418
Электрооборудование гильотинных ножниц НК3418. Общие сведения
На ножницах НК3418 установлено следующее основное электрооборудование:
- M1 — электродвигатель главного привода;
- МЗ — Электродвигатель привода заднего упора;
На ножницах применены следующие величины напряжения:
- Род тока питающей сети — переменный трехфазный
- Напряжение силовой цепи 380 В
- Частота 50 Гц
Напряжение цепей управления:
- Переменного тока 110 В
- Постоянного тока 24 В
- Напряжение цепи сигнализации 24 В
- Цепи освещения линии реза 24 В
Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Нередко приходится резать металл в домашней мастерской или непосредственно на стройплощадке. Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует их несколько разновидностей и модификаций, о которых более подробно будет сказано дальше.
Резка металла на гильотине используется в случае, когда требуется изготовить детали прямолинейной конфигурации довольно большого размера — полосы, прямоугольники, треугольники со стороной от нескольких сантиметров до нескольких метров. Толщина металла находится в диапазоне 2-60 мм, заготовка по ширине может достигать 2 метров, а по длине практически неограничена.
Основные виды гильотинных ножниц

Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Промышленные станки для резки металла, оборудованные гидравлической системой привода, принадлежат к самым мощным и производительным разновидностям гильотин. Они предназначены для серийного или штучного производства заготовок с прямолинейными кромками из листов металла толщиной 2-20 мм с длиной реза 1-3 м.

Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Одной из главных особенностей гидравлических ножниц является их бесшумность — ножи двигаются плавно, нет ударных воздействий, характерных для пневматических и электромеханических гильотин.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Пневматические гильотины
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Ручная гильотина для металла
Механические гильотинные ножницы с приводом от рычага или педали — несомненно, самый распространенный вид металлорежущих станков. При ограничении по толщине обрабатываемого металла и его видам, гильотинные ножницы ручные можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.

Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Во втором случае чаще всего используется гильотина ручная сабельного типа, оснащенная дугообразным ножом. Точка резания в таком случае плавно перемешается траекторией реза и не повреждает металл сложного профиля. Ручная сабельная гильотина применяется как для поперечного, так и для продольного резания заготовок из стали, алюминия, нержавейки.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.

Гильотина ручного типа предназначена для резки стальных листов, стали, с низким содержанием углерода и толщиной не более 1,5 мм, а также для резки любых других материалов, цветных металлов и даже пластика.

После покупки агрегата, большинство широко известных поставщиков привозят гильотину уже в собранном и готовым для использования виде. Владельцу устройства лишь требуется подготовить место, отвечающее всем правилам техники безопасности.
Регулировка ручного агрегата
Установив гильотину, согласно схеме-инструкции, потребуется отрегулировать зазор между подвижными элементами конструкция (верхний и нижний ножи). Следует учесть, что зазор между ножами должен составлять 0,1 от толщины отрезаемого листа. К примеру, если вы режете лист толщиной 1 мм, то толщина зазора должна быть 0,1 мм. Данный параметр устанавливается с помощью специального щупа.
Чтобы отрегулировать верхний и нижний нож, потребуется следующее:
- С помощью инструмента ослабляем винты и гайки и приспускаем верхний нож так, чтобы правый край опустился ниже левого на 0,5-0,6 мм;
- Затем, необходимо подтянуть винты устройства таким образом, чтобы оставшийся зазор между ножами составлял 0,02 мм;
- Произвести пробный запуск станка, чтобы проверить устройство в действии.

Чтобы понять, как работает гильотина, рассмотрим данный аспект более подробно.
Особенности работы на станке
Специалисты не рекомендуют резать листы металла, толщина которых больше указанных норм в инструкции – это способствует быстрому износу всех элементов станка. Действуя четко по инструкции, у оператора станка получится максимально долго и успешно работать на производственном оборудовании, сохраняя все элементы в исправном состоянии долгие годы.
Для того, чтобы пресс работал исправно и четко фиксировал заготовку, необходимо произвести его регулировку. В случае, если лезвие совместно с прессом опускается одновременно – все в порядке и можно спокойно работать. Если оборудование работает иначе, необходимо повторить регулировку.
Чтобы упростить разметку при резке металла, на гильотине имеются специальные ограничители – в их конструкцию входит ручной маховик, который позволяет регулировать положение упора. После закрепления упора, можно смело произвести несколько отрезов.

Обратите особое внимание! При резке мягких и вязких материалов, к примеру, пластика и алюминия, рекомендуется обработать лезвия ножей керосином или маслом. Это позволит защитить ножи от прилипающих частиц обрабатываемого материала, а также предотвратить поломку режущих элементов.
Не стоит забывать про регулярную смазку всех подвижных элементов – данные меры позволят предотвратить преждевременный износ деталей.
Общая оценка статьи:  Опубликовано: 2017.04.30
Опубликовано: 2017.04.30
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
«>


Отправить ответ