
Гнутые элементы из профильной трубы
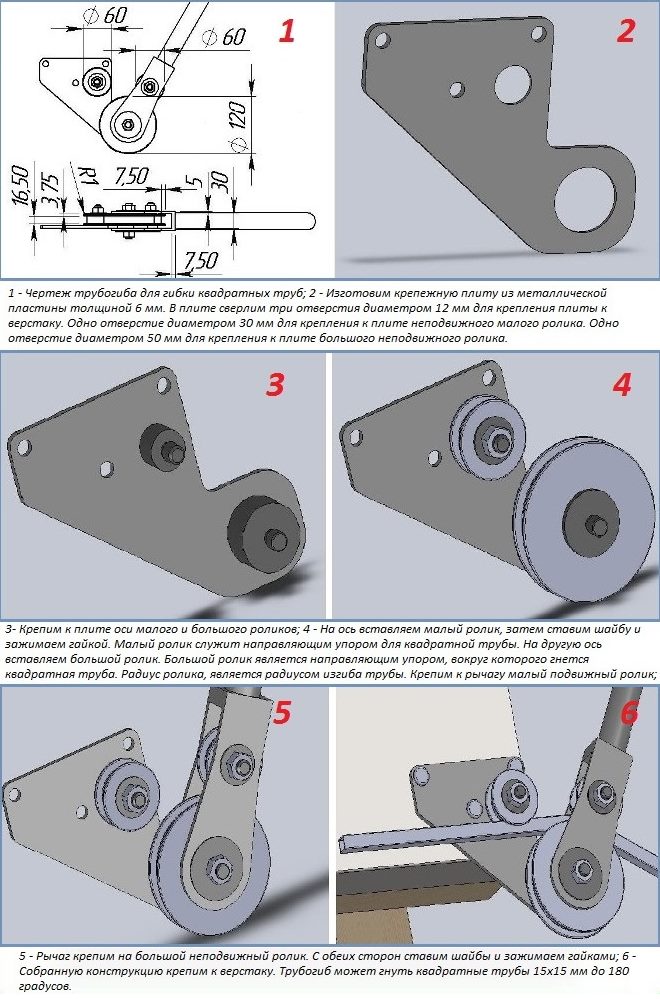
Содержание:
- 1 Труба профильная – что это такое?
- 2 Возможные осложнения в ходе работы
- 3 Особенности разных способов гибки профиля
- 4 Тонкости горячей гибки
- 5 Особенности холодного изгибания
- 6 Простейшие приспособления для холодной гибки
- 7 Выводы и полезное видео по теме
- 8 В чем сложность сгибания профильных труб
- 9 Принцип использования трубогиба
- 10 Можно ли согнуть трубу в домашних условиях
- 11 Альтернативные способы сгибания
- 12 Необходимые приспособления
- 13 В чем заключается сложность гибки профильного проката
- 14 Необходимость учета профиля
- 15 Особенности наиболее популярных методов гибки труб
- 16 Гибка профтруб с предварительным нагревом
- 17 Как согнуть трубу без предварительного нагрева
- 18 Приспособления для гибки труб

Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная – что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.

Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Профессионалы рекомендуют изгибать только холодным способом все трубы с высотой профиля менее 10 мм. Изделия, высота профиля которых составляет 40 мм и выше гнут горячим методом.
Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку. Вообще, если в наличии имеется трубогиб, с его помощью можно изогнуть трубу безо всякого нагрева.
Если специального инструмента нет, стоит выполнить пробную гибку профильной трубы. Для этого один край детали прочно зажимается в тисках. На другой конец надевается труба большего, чем у сгибаемого изделия диаметра.
Получившееся «плечо» следует сильно потянуть, изгибая изделие. Если деталь изгибается, можно использовать холодный метод гибки. Если же нет, применяется изгибание с предварительным нагревом.
Тонкости горячей гибки
Изгибание фрагмента профильной трубы происходит после его разогрева. Желательно выполнить операцию за один подход, поскольку многократный разогрев металла нежелателен. Изделие, охлажденное до светлого вишневого цвета, может разорваться.
Поэтому такой способ идеален для выполнения углового единичного сгиба. Для изгибания профиля под округлую арку его нужно применять с осторожностью, поскольку многократный нагрев в данном случае неизбежен.
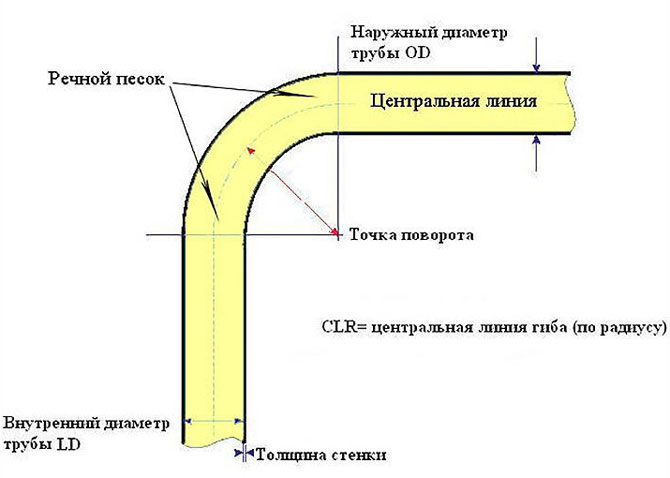
Чтобы правильно согнуть своими руками профильную трубу горячим способом следует использовать наполнитель. Так удастся предотвратить возможное смятие детали. В качестве наполнителя обычно берется песок.
Оптимальный вариант – среднезернистый строительный песок. Если его нет, подойдет материал из детской песочницы. Для начала его нужно очистить от ненужных примесей.
Для этого песок просеивается сквозь сито с ячейками размером 2-2,5 мм. Так удастся избавиться от крупных камушков и мусора. Если в процессе гибки такое включение окажется непосредственно у стенки трубы, оно сформирует рельеф, которые совершенно не нужен.
Слишком мелкие песчинки тоже не нужны. В процессе нагрева они способны спекаться, что нежелательно. Поэтому песок придется просеять еще раз, теперь уже через мелкое сито. Размер его ячеек должен составлять около 0,7 мм. Прокаливаем просеянный песок.
Наполнитель готов. Теперь можно заняться деталью. Для начала нужно отжечь трубу на участке, где будет выполняться сгибание. Затем можно приступать к изготовлению заглушек.
Потребуется две одинаковых по размеру детали, которые будут закрывать оба конца профильной трубы, чтобы не высыпался находящийся в ней песок. Заглушки выполняются только из дерева, другой материал использовать нельзя.
Определимся с размерами и формой деталей. Это должны быть пирамиды, длина каждой в десять раз больше, чем ширина основания. Размеры собственно основания должны почти в два раза превышать размеры отверстия, которое будет закрываться этой заглушкой. Подготовленные изделия нужно примерить к трубе.
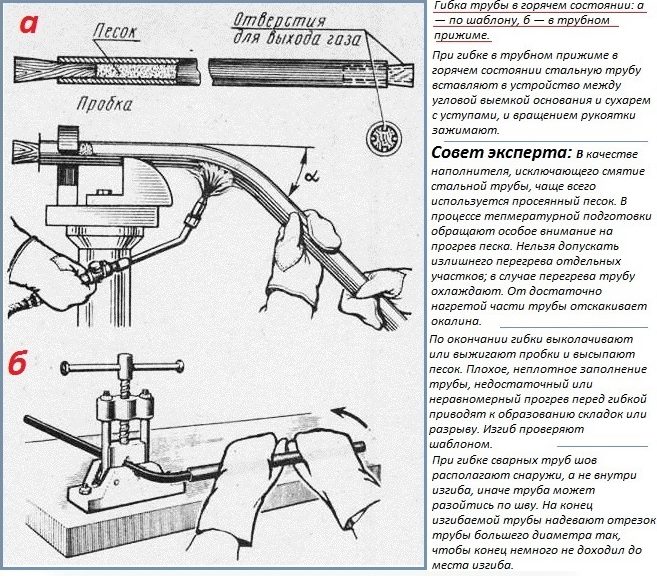
Если все нормально, на каждой из сторон одной из заглушек выполняем продольный паз. Через эти пазы будет выходить из заготовки скопившийся при нагреве газ. Можно приступать к заполнению трубы.
Для этого берется заглушка без пазов и устанавливается на место. Обычная воронка вставляется в противоположный конец детали. Если труба длинная, ее располагают под углом к земле, если короткая – перпендикулярно.
Через воронку малыми порциями засыпают песок. После каждой порции берут резиновую или деревянную киянку и хорошенько простукивают деталь снизу, помогая песку распределиться максимально равномерно и уплотниться. После того, как при постукивании по всей длине трубы будет слышен глухой звук, работу нужно прекратить. Это значит, что деталь полностью заполнена песком.
Заполненная песком заготовка закрывается второй заглушкой. Теперь нужно мелом наметить границы участка, который должен будет подвергнуться нагреву. Его длина должна быть равна минимум шести диаметрам заготовки.
Деталь надежно закрепляется в зажиме или в тисках. Если труба сварная, ее нужно закрепить так, чтобы шов оказался снаружи изгиба. Если он будет внутри, деталь может лопнуть.
Теперь следует разогреть фрагмент трубы до красно-вишневого цвета. Это можно сделать паяльной лампой либо газовой горелкой для пайки. Важный момент. Весь участок должен прогреваться равномерно.
Нельзя допускать перегрева отдельных фрагментов. Если это все же произошло, следует остудить такие участки. Индикатором достаточно прогретой трубы станет отскакивающая от нее окалина.
После того, как заготовка будет раскалена, на ее конец надевают фрагмент трубы большего сечения. Так, чтобы край детали немного не доходил до будущего изгиба. После чего трубу аккуратно сгибают до нужной формы.
Делать это нужно в один прием плавным поступательным движением в вертикальной или горизонтальной плоскости. Полученный изгиб проверяется по шаблону.
Согнутая труба должна остыть, после чего ее следует еще раз сравнить с шаблоном и убедиться в правильности приданной формы. Если это так, заглушки выбиваются. Часто сделать это сложно, тогда можно просто выжечь деревянные пробки и высыпать песок.
Чтобы изгиб получился четким, без складок и разрывов, нужно максимально плотно набить в трубу песок и равномерно разогреть деталь.
Особенности холодного изгибания
Согнуть профиль без нагрева можно разными способами. Проще всего это сделать с использованием специального инструмента, а именно профилегибочного станка. Его можно купить или сделать самостоятельно, что довольно сложно.
Однако, покупка инструмента не оправдает себя, если нужно всего лишь изогнуть несколько деталей. Поэтому многих интересует, как своими руками выполняется гибка профильной трубы и возможно ли это вообще.
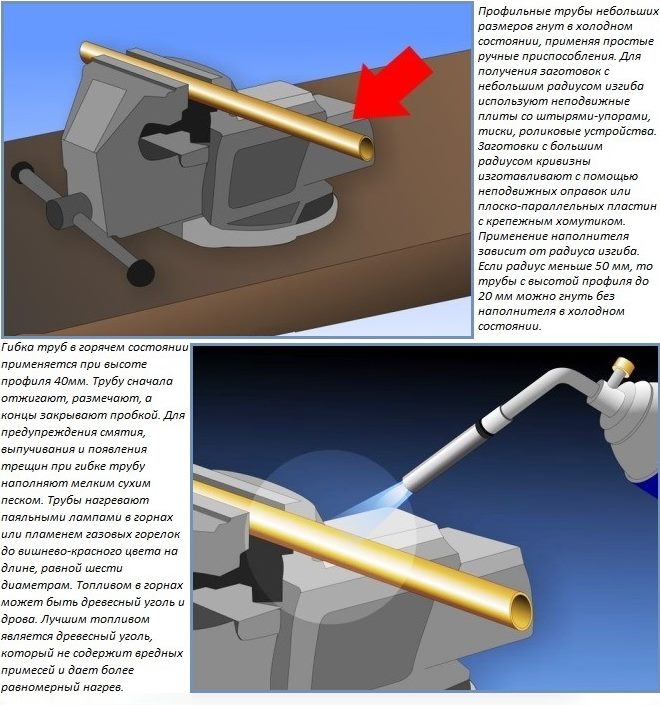
Такая операция вполне возможна. Для ее проведения потребуются простейшие приспособления в виде оправки или гибочной плиты. Их легко можно собрать из подручных материалов. Перед гибкой нужно определиться с наполнителем для трубы.
Если высота ее профиля меньше 10 мм, заполнять деталь не нужно, для изделий с большей высотой наполнитель обязателен. Это может быть песок, подготовленный описанным выше способом, или пружина.
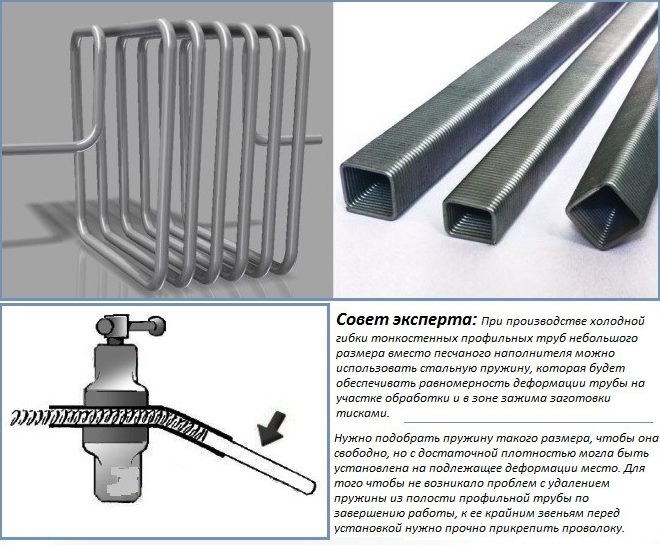
В последнем случае подбирается деталь, выполненная из стали, с плотной навивкой. Ее диаметр должен быть таким, чтобы она плотно входила в полость профильной трубы. Только так она сможет эффективно препятствовать слишком резкому изменению сечения трубы на участке сгиба.
Чтобы по окончанию работы пружину можно было без проблем извлечь, к ее краю перед установкой надежно закрепляют отрезок проволоки.
Теперь нужно определиться с типом приспособления для гибки. Это можно сделать, зная высоту профиля изделия. Для тонкой трубы, с высотой профиля меньше 10 мм, используют гибочную плиту со штырями, выполняющими роль упоров. Они располагаются в соответствии с радиусом изгиба детали. Трубу укладывают между упорами, придавая ей необходимую форму.
Начинают укладывать деталь с средины, так проще выполнить операцию. Потом постепенно продвигаются к краям изделия. Значимый недостаток такого способа изгибания заключается в необходимости приложения значительных усилий.
Кроме того, довольно сложно выполнить изгиб точно по шаблону, очень вероятно, что будут некоторые отклонения от заданной формы.
Трубы с высотой профиля свыше 10, но меньше 25 мм, сгибают с помощью специального оборудования, оснащенного роликом. Оно действует по принципу так называемого станка Вольнова.
Происходит это следующим образом. Деталь надежно закрепляется в тисках. Через ролик на нее подается значительное усилие, которое сгибает элемент. Такой способ позволяет провести сгибание более точно и качественно.
Но и в этом случае придется приложить весьма значительные физические усилия, чтобы получить нужный результат. Если нужно получить деталь с большим радиусом изгиба, например, арку для каркасной конструкции, используются плоскопараллельные пластины или оправка.
Приспособление представляет собой неподвижный шаблон округлой формы, на котором располагаются хомутики, предназначенные для фиксации детали.
Профильная труба с усилием вкладывается в паз, размер которого точно соответствует профилю изделия. Фиксирующие хомуты удерживают фрагменты детали на месте, пока весь элемент не будет уложен в приспособление. Таким образом трубе придается нужная форма.
Рекомендуем также посмотреть статью в которой мы рассказали о том, как гнуть трубы из различных металлов – подробнее читайте далее.
Простейшие приспособления для холодной гибки
Рассмотрим, как самостоятельно изготовить два очень простых приспособления, которые помогут изогнуть профильную трубу.
Оправка для профиля
Основанием для приспособления станет верстак. Важно, чтобы не только рабочая зона, но и пространство вокруг нее были свободны. Для закрепления оправки придется выполнить в одном крае столешницы верстака несколько близко расположенных отверстий.
Собственно оправка или шаблон выполняется из фанеры. Однако, этот вариант приемлем только в том случае, если предполагается выполнение нескольких деталей.
Если же нужно будет согнуть большое количество труб по этому шаблону, оправку лучше всего изготовить из стального уголка. В некоторых случаях профильное изделие необходимо согнуть под разными углами.
Для такой работы понадобится сразу несколько шаблонов, которые следует подготовить заранее. Перед началом работы оправка прочно прикрепляется к основанию с помощью струбцин.
К ее краю надежно фиксируется подлежащая сгибанию труба. После чего производится гибка. Выполняется операция плавно, без резких рывков. Усилие, прикладываемое к трубе, должно нарастать постепенно. В процессе изгибания деталь принимает форму оправки. Для этого потребуется значительное усилие.
Усовершенствованная гибочная плита
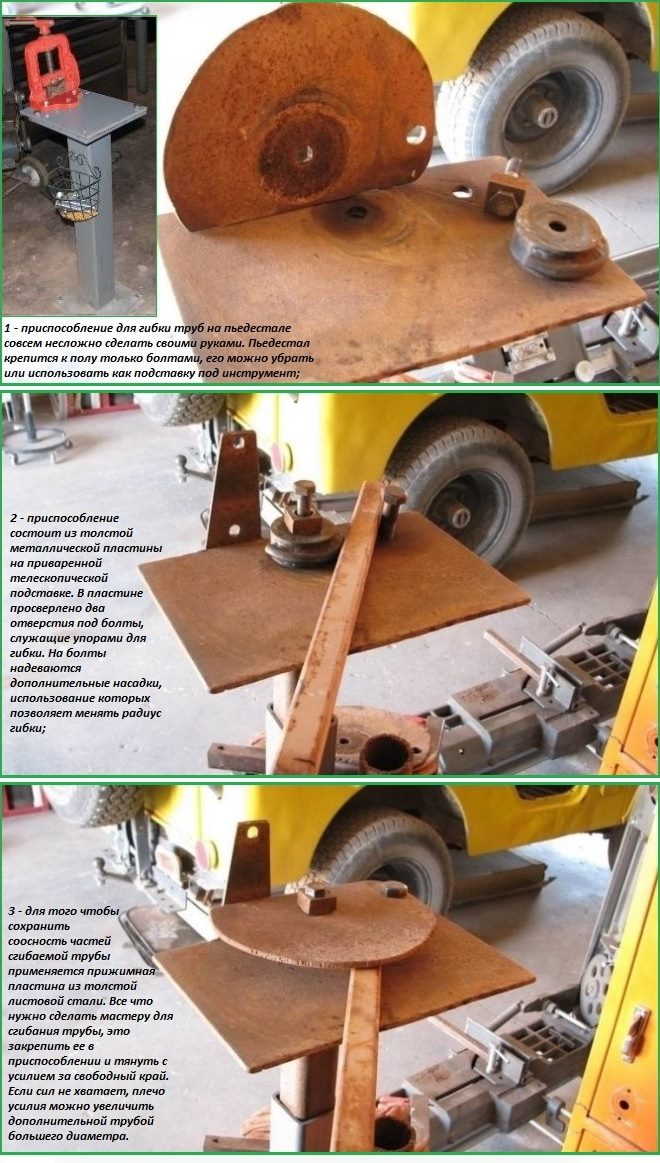
Это удобное многофункциональное приспособление, которое позволяет провести качественную гибку профиля своими руками. Устройство представляет собой прочную металлическую пластину-основание, закрепленную на пьедестале. Последний с помощью крепежных болтов фиксируется на полу мастерской.
Как вариант можно рассмотреть аналогичное приспособление, крепящееся на верстак. После работы гибочную плиту легко демонтировать и убрать или же можно использовать ее как подставку для проведения других слесарных операций.
Для изготовления такого приспособления понадобится толстая пластина из металла. Ее приваривают на телескопическую подставку. Для упоров под гибку на основании-пластине выполняются два отверстия.
В них ставятся болты-упоры. На них надеваются и фиксируются насадки различных радиусов, что позволяет изгибать трубы так, как нужно. Из листовой толстой стали вырезается прижимная пластина.
Ее использование обязательно, чтобы соосность сгибаемой детали не была нарушена, так как сгибая профильную трубу без трубогиба можно случайно деформировать ее в двух различных направлениях. Пластина закрепляется над насадками на болтах-упорах.
Собственно процесс гибки заключается в следующем. Отрезок трубы фиксируется в приспособлении, после чего с усилием тянут за противоположный край. Деталь должна начать изгибаться. Если этого не происходит по причине недостаточного усилия, можно попробовать увеличить плечо, надставив деталь трубой большего диаметра.
Выводы и полезное видео по теме
Сгибаем трубу с помощью оправки из стальных уголков:
Как сделать легко и быстро сделать самодельный трубогиб:
Простейший способ изгибания профильной трубы:
Способов ручного изгибания профилированных труб довольно много. И все они имеют общий недостаток: требуется очень большое усилие для их сгибания. Физически неподготовленный мастер может и не справиться с такой работой. Изгибание деталей с помощью специализированных устройств намного проще, точнее и не требует особых физических усилий.
Проблема в том, что стоимость такого оборудования достаточно велика. Поэтому покупать прибор только для того, чтобы выполнить разовую работу, безусловно, нерентабельно. Лучший вариант – аренда специализированного оборудования, что позволит за небольшую плату получить профильные изделия, согнутые точно по шаблону.
Если у вас есть необходимые навыки, поделитесь, пожалуйста, опытом с нашими читателями. Форма для отзывов расположена под статьей. Там же можно задать вопрос по теме статьи, а мы постараемся оперативно на него ответить.
С необходимостью сгибания профильных труб в быту не приходится сталкиваться часто. Перед такой задачей чаще всего оказываются владельцы дачных участков или частных домов – люди, привыкшие все делать собственными руками.
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
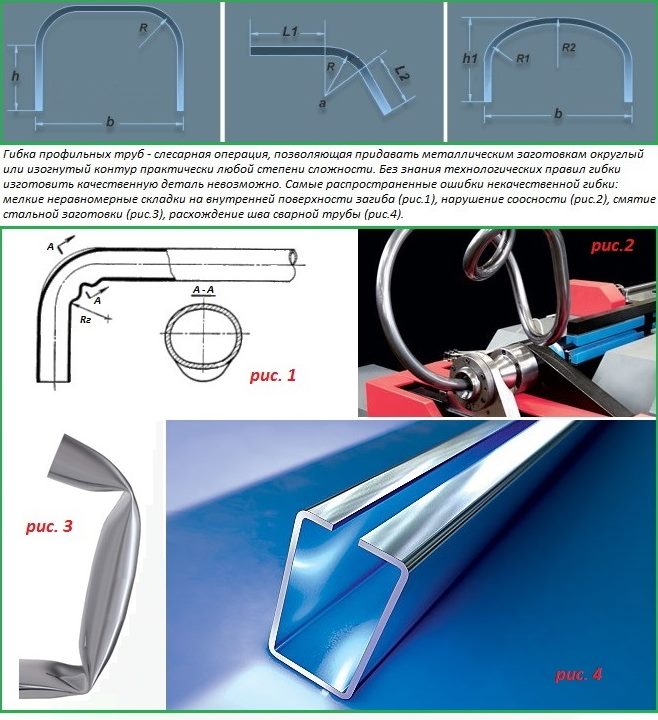
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.

Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
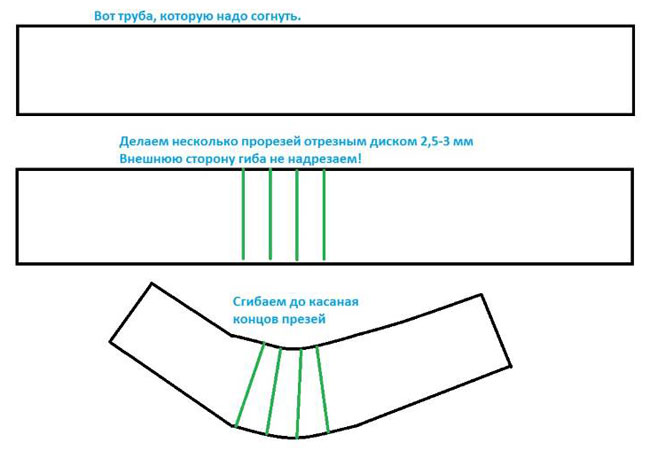
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
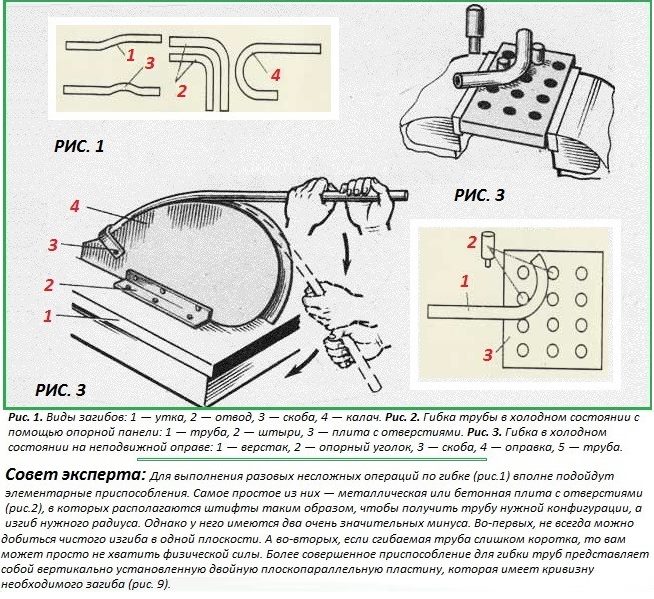
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу. Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков. Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.

Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
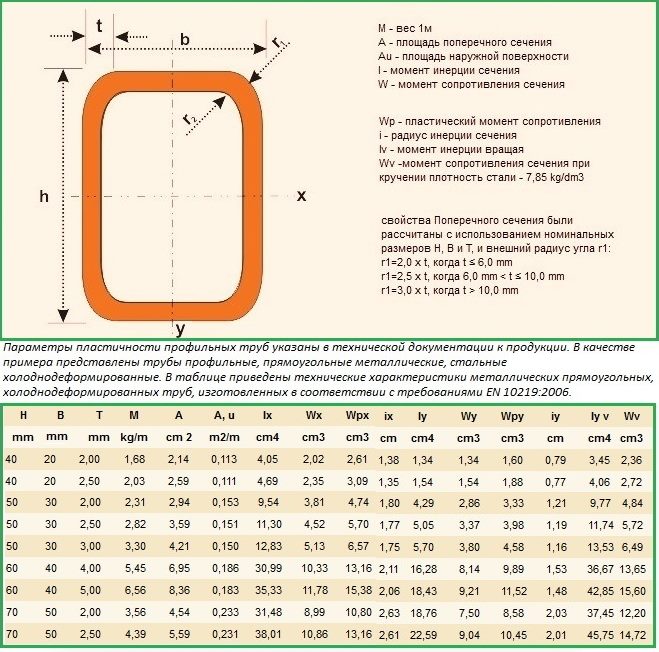
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
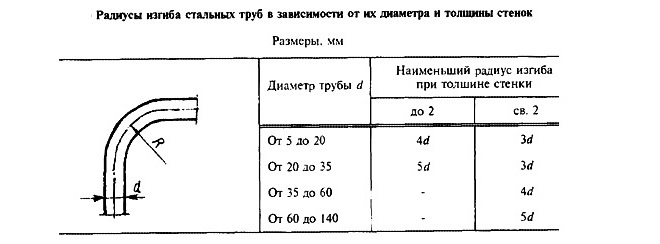
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
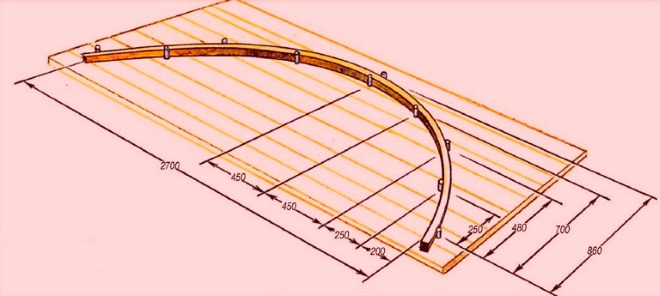
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.


Отправить ответ