
Химическое хромирование своими руками
Содержание:
 Если Вы хотите придать изделию благородный блеск, без хромирования здесь не обойтись. Покрытые слоем хрома, изделия смотрятся очень эффектно, и кроме того, защищены от различных воздействий и повреждений. Выполнение подобных работ в специальных сервисах — удовольствие не из дешевых, поэтому многие выбирают хромирование своими руками в домашних условиях. При соблюдении определенных правил и технологий этот процесс будет простым и не очень сложным. Главное, самому придерживаться мер безопасности и следовать нашим рекомендациям.
Если Вы хотите придать изделию благородный блеск, без хромирования здесь не обойтись. Покрытые слоем хрома, изделия смотрятся очень эффектно, и кроме того, защищены от различных воздействий и повреждений. Выполнение подобных работ в специальных сервисах — удовольствие не из дешевых, поэтому многие выбирают хромирование своими руками в домашних условиях. При соблюдении определенных правил и технологий этот процесс будет простым и не очень сложным. Главное, самому придерживаться мер безопасности и следовать нашим рекомендациям.
Хромирование изделий: особенности процедуры
Хромирование является физическим и химическим процессом, при выполнении которого обрабатываемая поверхность покрывается слоем такого элемента, как металлический хром.
Хромировать можно не только изделия из пластика, но и металлические предметы, особенно распространено хромирование дисков и хромирование отражателей фар.
Этот метод используется не только в декоративных целях. Гальваника значительно повышает свойства материала, улучшает его эксплуатационные характеристики:
- Защищает металл от коррозийных процессов и окисления,
- Делает изделие более прочным и долговечным.
Что касается хрома, то он не поддается агрессивному воздействию внешней среды, при соприкосновении с водой и на воздухе не теряет своего блеска и цвета.
Хромирование в домашних условиях может быть гальваническим и каталитическим, также возможно самостоятельно провести никелирование дисковых элементов и пластиковых изделий.
В последнее время, большую популярность приобрело декоративное хромирование, к примеру, корпуса часов, предметов интерьера, сувениров.
Важно! Напыление хрома наносится не на все материалы. Он может держаться на медных, никелевых и латунных изделиях. Поэтому, чтобы нанести финишный слой, необходимо сделать специальную подложку, для которого используют гальванический способ.
Подготовка к процессу хромирования
Если Вы решили осуществить химическое хромирование самостоятельно, следует знать, что нужно для этого процесса.
Прежде всего, необходимо:
- Выбрать помещение, в котором будут проводиться работы по хромированию. Дело в том, что при этой процедуре в воздух выделяется множество вредных испарения, которые при большой концентрации и плохом проветривании могут повредить дыхательные пути. Кроме того, они могут оседать на мебели и других изделиях и разрушать их. Поэтому, для этих целей следует выбрать гаражное, сарайное помещение или мастерскую с хорошей принудительной вентиляцией.
- Для хромирования в домашних условиях нужно предусмотреть наличие защитных средств — респиратора, специальных очков, прорезиненных перчаток, фартука.
- Позаботиться о том, куда деть отходы хромирования, поскольку из-за наличия в них кислот и химических соединений смывать в канализацию или выливать в водосточную трубу их нельзя.
- Подготовить все необходимое оборудование для хромирования в домашних условиях.
Так называемая гальваническая ванна состоит из:
- Емкости, которая устойчива к воздействию кислот. Она может быть выполнена из стекла, пластика, пропилена, полиэтилена. Размер зависит от величины изделия. К примеру, для хромирования часов в домашних условиях подойдет небольшая мисочка, а для дисков понадобится емкость побольше.
- Источника питания с общей мощностью не более одного киловатта. Для мелких деталей, к примеру, для хромирования фар в домашних условиях, можно пользоваться стабилизатором постоянного тока.
- Нагревательного устройства для электролита. К примеру, ТЭН, имеющий защиту от воздействия кислот (керамический).
- Обычного термометра с диапазоном сто градусов по Цельсию.
Хромирование деталей в домашних условиях происходит со специальным электролитом, набор компонентов для которого нужно приобрести — дистиллированную воду, ангидрид хрома, концентрированную серную кислоту.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска — из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен — переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия — высокая температура раствора, низкий ток.
- Хромировка отваливается — нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях — это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
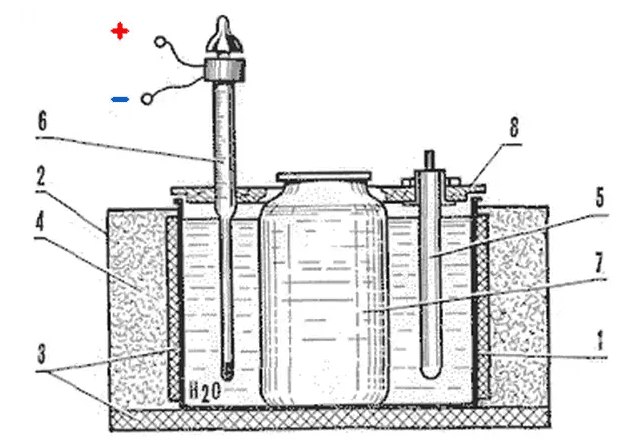
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
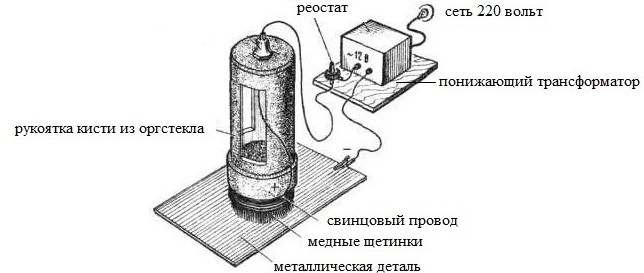
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
 В 1840 году российский учёный-физик немецкого происхождения, Мориц Герман, который после переезда в Российскую империю сменил имя и фамилию на Борис Якоби, пишет работу под длинным названием: «Способ производить, по данным образцам, из медных растворов медные изделия с помощью электричества или Гальванопластика для прикладных искусств». С этого научного труда начинается история гальваники не только в России, но и в мире.
В 1840 году российский учёный-физик немецкого происхождения, Мориц Герман, который после переезда в Российскую империю сменил имя и фамилию на Борис Якоби, пишет работу под длинным названием: «Способ производить, по данным образцам, из медных растворов медные изделия с помощью электричества или Гальванопластика для прикладных искусств». С этого научного труда начинается история гальваники не только в России, но и в мире.
В своих исследованиях Якоби опирался на более ранние работы итальянского физика Луиджи Гальвани, поэтому и назвал процесс гальванопластикой, а емкость в которой происходит сие чудо — гальванической ванной.
В настоящее время гальваника является разделом электрохимии и изучает осаждение электролитов на поверхности металлов. В свою очередь, гальваника разделятся на два больших подотдела:
- Гальванопластика: электрохимический способ копирования. С его помощью наносят достаточно толстый слой металла и как следствие получают точную копию копируемого предмета. В частности, посредством этого метода изготавливают виниловые пластинки и лазерные компакт-диски.
- Гальваностегия: электрохимическая технология покрытия подложки слоем металла, с целью получения более прочного или более декоративного слоя. Часто эти две задачи совмещают.
Посредством процесса гальваностегии можно покрыть слоем металла, захромировать практически любую поверхность: металлическую, пластиковую, деревянную, кожаную. Хромированные сапоги или никелированные ботинки — вещь вполне реальная, но не совсем практичная. Гораздо более востребовано покрытие одного металла другим с целью повышения антикоррозийных, прочностных и эстетических характеристик. Такие процессы, как хромирование, никелирование, меднение, цинкование давно стали обычной практикой крупного промышленного производства.
Хромирование в домашних условиях
Химическая металлизация своими руками в домашних условиях. Гальваника в домашних условиях вещь вполне реальная, конечно, при соблюдении определённых требований. Из всех видов домашней гальваники хромировка является, пожалуй, самым сложным видом гальваностегии по двум причинам:
- Техническая сложность процесса.
- Крайняя опасность химических компонентов для здоровья.
Первая техническая сложность
 Сложность хромирования состоит в том, что предъявляются очень жёсткие требования к режиму функционирования гальванической ванны. Малейшие отклонения от требуемой плотности тока, температуры и концентрации электролита приводят к резкому изменению качества хромового покрытия, вплоть до брака.
Сложность хромирования состоит в том, что предъявляются очень жёсткие требования к режиму функционирования гальванической ванны. Малейшие отклонения от требуемой плотности тока, температуры и концентрации электролита приводят к резкому изменению качества хромового покрытия, вплоть до брака.
Способность хрома сильно меняться в качественном отношении, в зависимости от температуры электролита и силы тока, активно используется на производстве для получения хромовых покрытий с разной степенью блеска, окрашенности и прочности.
- При температуре электролита от 30−60 градусов поверхность готового изделия будет блестящей.
- Выше 60 градусов — хромовое покрытие будет иметь молочный оттенок.
- Ниже 30 градусов — поверхность матовая.
От концентрации состава электролита хром меняет цвет, а вместе с цветом меняются и прочностные характеристики. Цвет меняется от обычного светлого, до темно-голубого, агатового, синего и, наконец, до практически чёрного. По мере изменения цвета меняется и прочность хромового покрытия. Самый мягкий хром имеет обычный светлый цвет, для его получения требуется комнатная температура и сила тока порядка 5 А/кв.дм. Самое прочное хромовое покрытие соответствует хрому чёрного цвета. Но для получения чёрного хрома необходима сила тока 100 А/кв.дм, что в условиях домашнего производства сделать технически невозможно.
Вторая техническая сложность
 Вторая сложность состоит в том, что хром не может непосредственно соединяться со сталью, алюминием, чугуном или железом. Поэтому всегда перед хромированием проводят процесс никелирования. Часто с целью получения более качественного результата проводят несколько последовательных нанесений слоёв: никель, медь, снова никель и только в заключение наносят слой хрома.
Вторая сложность состоит в том, что хром не может непосредственно соединяться со сталью, алюминием, чугуном или железом. Поэтому всегда перед хромированием проводят процесс никелирования. Часто с целью получения более качественного результата проводят несколько последовательных нанесений слоёв: никель, медь, снова никель и только в заключение наносят слой хрома.
При этом нужно иметь в виду, что само по себе хромовое покрытие обладает достаточно противоречивыми характеристиками. С одной стороны, хром обладает высокой механической прочностью (намного выше, чем у никеля), химической инертностью и очень ярким блеском. Но одновременно с этим он очень хрупок и обладает пористой структурой. Поэтому подложка из никеля для слоя хрома является необходимой даже в том случае, если хромирование осуществляется на поверхность металла, с которым у хрома хорошая сцепка, например, медь или латунь.
Таким образом, процесс хромирования в домашних условиях автоматически подразумевает проведение как минимум двух последовательных технологических процессов: никелирования и хромирования.
Опасность для здоровья
Основной компонент электролита для хромирования — оксид хрома (CrO3) или, как его ещё называют, хромовый ангидрид. Так уж получилось, что хромовый ангидрид является сильнейшим ядом и одновременно одним из самых сильных канцерогенов. Смертельная доза для человека при приёме внутрь составляет приблизительно 4−6 грамм, в зависимости от веса индивида. При попадании на открытые участки кожи чистого оксида хрома или его растворов возникают химические ожоги, которые затем переходят в дерматиты и экземы, с последующим перерождением в рак кожи.
При соединении оксида хрома с веществами, имеющими органическую природу, такими как технические растворители, бензин, керосин, происходит мгновенное возгорание и взрыв.
Понятно, что такое «прекрасное» химическое вещество невозможно просто взять и купить в магазине хим. реактивов. Оборот хромового ангидрида жёстко регулируется государством и продажа разрешена только юридическим лицам, имеющим лицензию на соответствующий род деятельности.
Необходимое оборудование
 Хромирование на кухне жилой квартиры способен проводить только потенциальный самоубийца. Для того чтобы начать процесс хромирования фары, необходимо иметь для этого специальное помещение, максимально удалённое от жилых построек. Лучше всего для этих целей подойдёт просторная мастерская или гараж. Обязательно наличие хорошей принудительной вентиляции. Предварительно из помещения должны быть удалены все ёмкости с бензином, красками, лаками и прочими растворителями. В обязательном порядке приобретается хороший огнетушитель и прорабатывается вариант запасного выхода из помещения в случае возникновения нештатной ситуации.
Хромирование на кухне жилой квартиры способен проводить только потенциальный самоубийца. Для того чтобы начать процесс хромирования фары, необходимо иметь для этого специальное помещение, максимально удалённое от жилых построек. Лучше всего для этих целей подойдёт просторная мастерская или гараж. Обязательно наличие хорошей принудительной вентиляции. Предварительно из помещения должны быть удалены все ёмкости с бензином, красками, лаками и прочими растворителями. В обязательном порядке приобретается хороший огнетушитель и прорабатывается вариант запасного выхода из помещения в случае возникновения нештатной ситуации.
Для хромирования необходимо иметь:
- Гальваническая ванна. Либо из стекла, либо из прочного пластика, способного выдерживать повышение температуры до 100 градусов.
- Выпрямитель. Источник постоянного тока с возможностью регулировать выходное напряжение. Параметры — 12В/50А. Если речь идёт о мелких деталях, то можно использовать зарядное устройство для автомобильного аккумулятора.
- Нагреватель. Должен выдерживать долговременное пребывание в агрессивной кислой среде. Например, керамический тэн. Обычный тэн не подойдёт.
- Термометр. С делениями от 0 до 100 градусов. Оптимальная температура для проведения процесса составляет 45−55 градусов.
Нужно иметь в виду, что для оптимизации процесса необходимо оборудовать как минимум две такие установки, одна для хромирования, а вторая для никелирования. В противном случае придётся постоянно менять реактивы в одной ёмкости, что крайне неудобно и затратно.
Три составляющие гальванического процесса
Гальваника в домашних условиях, хромирование — это гальванический процесс. Поэтому для его проведения необходимо наличие трёх составляющих: катода, анода и электролитической среды, в которой будет происходить перенос заряженных частиц металла.
- Катод. Пластина чистого свинца либо сплав свинца с оловом. Необходимо помнить, что площадь катода должна быть больше площади анода. Катод подсоединяется к положительному выходу выпрямителя.
- Анод. Это и есть сама хромируемая деталь. Он должен висеть в среде электролита таким образом, чтобы не касаться стенок и дна емкости. Кроме того, анод ни в коем случае не должен касаться катода.
- Электролит. Для хромирования требуется особо тщательная подготовка электролита.
Приготовление электролита
В набор электролитической жидкости для хромирования входят следующие компоненты:
- Хромовый ангидрид: 250 гр/л.
- Серная кислота: 2−3 гр/л. Химически чистая, концентрированная. Техническая серная кислота не годится.
- Вода дистиллированная.
Вода нагревается до температуры 60−80 градусов. После этого в ней растворяется ангидрид. Раствор чуть охлаждается и затем в него добавляется тонкой струйкой необходимое количество серной кислоты.
Подготовка поверхности хромируемого изделия
Состоит из трёх этапов:
- Механическая очистка, шлифовка и полировка.
- Обезжиривание.
- Никелирование.
Особенностью хромирования является то, что оно, наоборот, подчёркивает все имеющиеся неровности, сколы и трещины на поверхности изделия. Поэтому с поверхности хромируемой детали предварительно должны быть удалены следы старой краски, ржавчина, сколы, трещины и прочие дефекты. Подготовка хромируемой поверхности состоит из следующих этапов:
- Пескоструйная обработка.
- Полировка мелкой шкуркой.
- Шлифовка мягкими материалами и полировочной пастой.
Для обезжиривания нельзя использовать бензин или Уайт Спирит. В противном случае будут проблемы с качеством хромирования. Оптимальный вариант — приготовить специальный раствор:
- Натр едкий: 150 гр/л;
- Сода, кальцинированная: 50 гр/л;
- Клей силикатный: 5 гр/л.
 Раствор подогревается до 90 градусов. После этого в него опускают деталь и выдерживают 20−40 минут, в зависимости от площади и рельефа поверхности детали.
Раствор подогревается до 90 градусов. После этого в него опускают деталь и выдерживают 20−40 минут, в зависимости от площади и рельефа поверхности детали.
Никелирование является последним этапом подготовки детали к хромированию. Процесс никелировки производят в специальной гальванической ванне. Катодом в этом случае является металлический никель, а в качестве электролита выступает раствор серной кислоты и солей никеля.
Этапы хромирования
Непосредственно хромирование состоит из ряда последовательных этапов:
- Процесс начинается с поднимания температуры электролита в ванне до 50−54 градусов.
- Помещается хромируемая деталь с предварительным присоединением к ней катодного выхода.
- После этого выдерживают некоторое время, не подавая напряжения в систему. В течение этого времени температура детали и электролита должны выровняться.
- После подачи напряжения обрабатываемая деталь находится в растворе как минимум 20 минут. В некоторых случаях хромирование может продолжаться 2−3 часа. Всё решается в индивидуальном порядке в зависимости от размера детали и необходимых конечных характеристик хромированного покрытия.
- После окончания процесса деталь достаётся из раствора, промывается и помещается в сушильный шкаф на 2−3 часа.
В интернете очень много видеоуроков по гальванике, в частности, по хромированию металлов. Поэтому все детали этого процесса можно почерпнуть там.


Отправить ответ