
Как пользоваться газовым резаком по металлу
Содержание:
- 1 Основные методы резки металла газом
- 2 Как рассчитать стоимость услуги за метр
- 3 Расход газа при резке металла
- 4 Особенности резки в размер
- 5 Преимущества метода газовой резки
- 6 Возможность деформации
- 7 Процесс раскроя металла
- 8 Газовые смеси, используемые для резки металлов
- 9 Безопасное использование резака
- 10 Подготовка оборудования
- 11 Приступаем к резке металлов
- 12 Принцип действия и виды
- СОДЕРЖАНИЕ:
- • Основные методы резки металла газом
- • Как рассчитать стоимость услуги за метр
- • Расход газа при резке металла
- • Особенности резки в размер
- • Преимущества метода газовой резки
- • Возможность деформации
- • Процесс раскроя металла
- • Устройство ручного газового резака
- • Устройство инжекторного резака
- • От чего зависит расход газа
Газовая резка металла (кислородная/автогенная) – процесс разрезания стальных и металлических изделии/заготовок кислородным потоком, который подается из специального аппарата. Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент. Предварительно изделие нагревается до 1300 градусов открытым пламенем, затем подается кислородная струя, разрезающая металл в соответствии со схемой. Современная технология газовой резки позволяет производить раскрой листа любой конфигурации толщиной до 300 мм, в отдельных случаях до 1000 мм.

Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м 3 | Расход кислорода, м 3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.

Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины

Возможность деформации
Деформация — обычное явление, если на металл оказывается термическое воздействие. Исправить дефекты можно с помощью вальцовки, обжига, предварительного закрепления изделия, также не стоит превышать допустимую скорость обработки.
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол — 84-85 градусов), сторона — противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
 Резак по металлу – достаточно сложное устройство, существенно отличающееся от оборудования, предназначенного для бумаги или обработки керамической плитки. Для его использования нужны соответствующие знания и навыки, а также неуклонное соблюдение правил безопасности. В этой статье мы расскажем о видах режущего оборудования, а также об особенностях его применения, приведем подробную инструкцию, которая позволит быстро освоить инструмент.
Резак по металлу – достаточно сложное устройство, существенно отличающееся от оборудования, предназначенного для бумаги или обработки керамической плитки. Для его использования нужны соответствующие знания и навыки, а также неуклонное соблюдение правил безопасности. В этой статье мы расскажем о видах режущего оборудования, а также об особенностях его применения, приведем подробную инструкцию, которая позволит быстро освоить инструмент.
Газовые смеси, используемые для резки металлов
Газовый резак, именуемый в народе просто автогеном, может применяться для резки листового и профильного металла, а также труб и любого металлического проката. В нем используются:
- ацетилен или пропан, которые в сочетании с кислородом разогревают металл до температуры плавления;
- чистый кислород, струя которого выжигает раскаленный металл на участке реза.
Кроме того, в современных плазменных резаках применяется сжатый воздух, который подается под большим давлением из компрессора. Но принцип действия такого оборудования существенно отличается от пропановых и ацетиленовых устройств.
Безопасное использование резака
Резка металлов ацетиленом или пропаном – дело весьма опасное, поэтому нужно соблюдать целый ряд правил:
- Лучше всего работать с оборудованием в специальной мастерской, оборудованной эффективной вентиляцией, либо на открытом воздухе.
- Использовать кислородный резак нужно как можно дальше от горючих и легковоспламеняющихся веществ.
- Все работы должны производиться в защищенной от возгорания спецодежде. Также потребуются перчатки из толстой кожи, специальная обувь и очки, оснащенные защитными светофильтрами.
- Резку металлов лучше всего выполнять на грунтовом полу или металлическом столе. Нежелательно работать с резаком на бетонных поверхностях. При сильном нагреве бетон растрескивается и разлетается в разные стороны, что может привести к получению травмы.
- Баллоны с пропаном (ацетиленом) и кислородом должны располагаться на расстоянии не менее 5 метров от работающего резака. Кроме того, не допускается их контакт с маслом и другими техническими жидкостями.
- На баллоны устанавливаются редукторы, которые поддерживают стабильное давление газов.
 Пропановый или ацетиленовый резаки совершенно не подходят для работы с цветными металлами и их сплавами, а также с нержавеющей сталью.
Пропановый или ацетиленовый резаки совершенно не подходят для работы с цветными металлами и их сплавами, а также с нержавеющей сталью.
Подготовка оборудования
Как правильно пользоваться резаком? Залогом безопасной работы будет грамотная подготовка и настройка оборудования для резки. На данном этапе потребуется выполнить несколько действий:
- Подключить шланги к редукторам баллонов.
- Проверить подачу ацетилена или пропана. Для этого слегка открываем вентиль и наблюдаем за показаниями манометра. Давление газа должно составлять не более 0,35-0,55 атмосфер.
- Продуваем шланги, чтобы удалить из них воздух.
- Регулируем давление кислорода, которое должно на выходе составлять 1,7-2,7 атмосфер.
- Открываем кислородный вентиль на резаке и продуваем шланги.
При слишком высоком давлении газа осуществлять резку ни в коем случае нельзя, так как это может привести к взрыву баллонов. В процессе подготовки оборудования нужно также убедиться в том, что все соединения полностью герметичны, чтобы исключить риск возникновения пожара.
Приступаем к резке металлов
Если все готово к работе, поджигаем резак. Для этого слегка открываем ацетиленовый или пропановый вентиль, даем выйти воздуху и подносим к соплу специально предназначенную зажигалку. В результате должно появиться пламя желтого цвета.
После этого открываем кислород и регулируем его подачу до тех пор, пока из сопла не покажется небольшой язычок пламени голубого цвета. Затем увеличиваем подачу, чтобы длина пламени немного превышала толщину разрезаемой металлической заготовки.
Следующий этап – это резка металла, которая осуществляется таким образом:
- Прогреваем металл газовым резаком. В зависимости от толщины, на это требуется от 10 секунд.
- Когда поверхность металла потемнеет и будет казаться слегка влажной, увеличиваем давление кислорода. Он должен прожигать стальной лист или профильную деталь насквозь. Если этого не происходит, снова уменьшаем давление и продолжаем прогревать заготовку.
- Как только кислород начнет резать металл, ведем резак по намеченной линии. Держать инструмент нужно под небольшим уклоном, чтобы искры и раскаленный металл сдувались вниз и немного назад.
- Не дожидаясь полного остывания заготовки, удаляем с линии реза капли раскаленного металла и другие дефекты.
Использование газового или плазменного резака требует определенных навыков, поэтому одной теории недостаточно. Если вы впервые беретесь за инструмент, рекомендуем потренироваться на ненужных металлических обрезках, соблюдая все правила техники безопасности. После нескольких таких тренировок вы сможете без особого труда разрезать любые стальные детали.
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
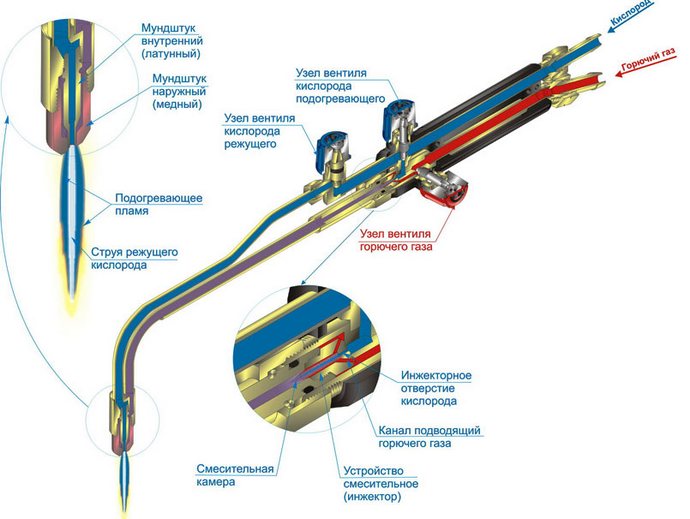
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
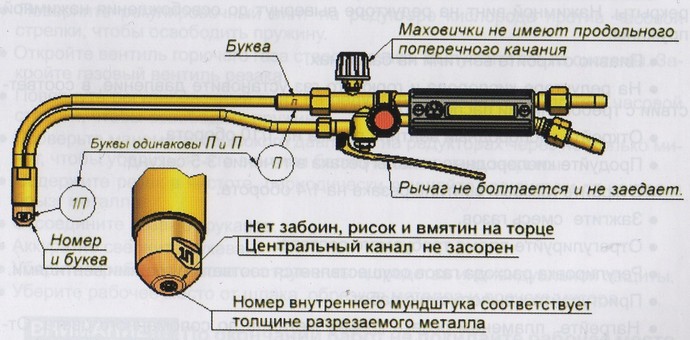
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.


Отправить ответ