
Инструкция по эксплуатации токарного станка 16к20
Содержание:
- 1 Сферы использования и модификации станка 16К20
- 2 Технические возможности и характеристики 16К20
- 3 Регулировка и ремонт станка 16К20
- 4 Токарно-винторезный станок 16К20
- 5 Токарно-винторезный станок марки 16К20: технический паспорт
- 6 Паспорт на токарно-винторезный станок 16К20 / Токарные станки / Stanok-online.ru
Многие специалисты знают, что токарно-винторезный станок 16К20 был одним из самых популярных в Советском Союзе среди устройств подобного рода. Причинами такой популярности являются универсальность и технические характеристики станка данной модели.

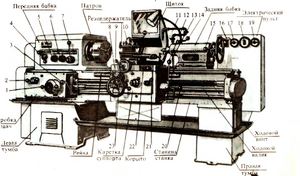
Внешний вид токарно-винторезного станка 16К20
Сферы использования и модификации станка 16К20
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно здесь: Паспорт 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.
Применяют токарно-винторезные станки 16К20 на предприятиях, выпускающих продукцию единично или мелкими сериями, а также в инструментальных цехах, где такое оборудование может использоваться для выполнения как получистовых, так и чистовых работ.
Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
- В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.
Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
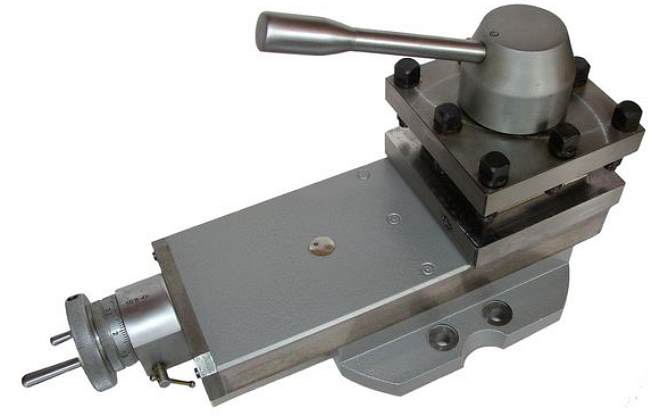
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный завод «Красный Пролетарий» в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – Завод «Веркон» в Киеве.
- 16ВТ20П, 16ВТ20 – Завод «Вистан» в Витебске.
Технические возможности и характеристики 16К20
Токарно-винторезные станки 16К20 (а также их аналоги) отличаются следующими характеристиками.
- Шпиндель может вращаться в диапазоне частот 12,5–1600 об/мин.
- Допускается обработка деталей, максимальное сечение которых составляет 310 мм над выемкой, 400 мм над станиной и 220 мм над суппортом.
- Быстрые перемещения в поперечном направлении могут совершаться со скоростью 1,9 м/мин, продольные – 3,8 м/мин.
- Технические возможности токарно-винторезного станка 16К20 позволяют получать на нем резьбы с различными параметрами. Их шаг может находиться в диапазоне: 0,5–56 (модульные и питчевые), 0,5–112 ниток на дюйм (дюймовые), 0,5–112 мм – для метрических.
- Длина заготовки может составлять до 2000 мм.
- Количество продольных и поперечных подач – 22 и 24 соответственно. Диапазон продольных подач составляет 0,05–2,8 мм/об, поперечных – 0,025–1,4 мм/об.
- Характеристики станка 16К20 позволяют обрабатывать заготовки весом до 1300 кг.
- Для вращения шпинделя можно выбрать одну из 22 скоростей (прямых).
- Отверстие в шпинделе имеет диаметр 52 мм.
С кинематической схемой станка можно ознакомиться на фото ниже:
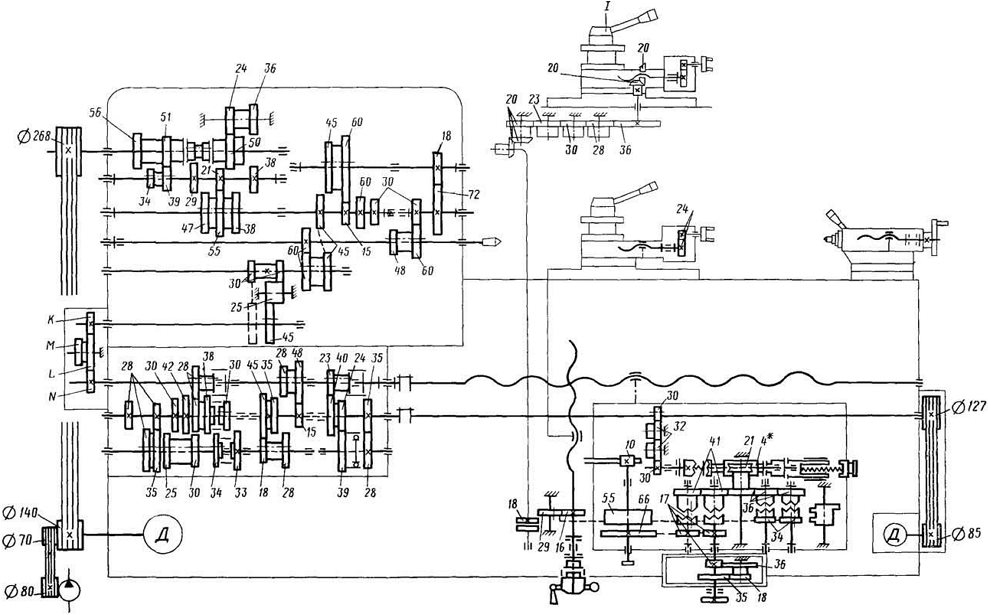
Кинематическая схема станка 16К20 (нажмите, чтобы увеличить)
В зависимости от длины, указываемой в паспорте оборудования, вес станка 16К20 может составлять:
- 3685 кг (для модели с длиной 3795 мм);
- 3225 кг (3195 мм);
- 3005 кг (2795 мм);
- 2835 кг (2505 мм).
Мощность двигателя гидравлической станции и главного привода станка 16К20 (по паспорту и фактическая) составляет 11 кВт. Соответственно, этот показатель и принимают за мощность данной модели.
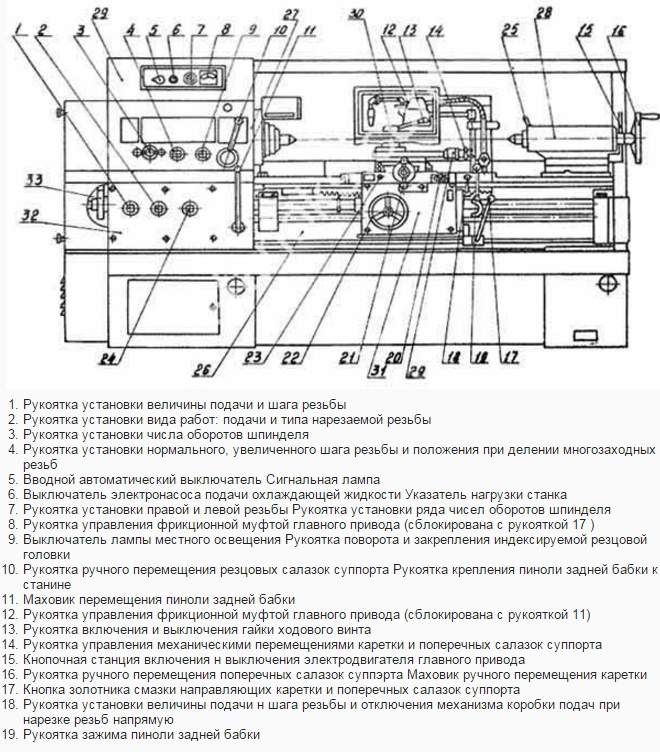
Органы управления станка 16К20
Для запуска токарно-винторезного станка 16К20 оператору необходимо нажать кнопку, при помощи которой в контакторной катушке замыкается электрическая цепь. Кроме основной кнопки, в устройстве станка предусмотрен еще ряд элементов, посредством которых осуществляется управление следующими опциями оборудования:
- перемещение суппорта оборудования и каретки на высоких скоростях (управление этой опцией осуществляется посредством так называемой толчковой кнопки);
- остановка вращения двигателя оборудования;
- запуск и прекращение работы насоса для подачи охлаждающей жидкости.
В электрической схеме токарно-винторезного станка 16К20 также имеется специальное реле, которое служит для ограничения величины холостого хода двигателя. С самой схемой можно ознакомиться ниже:
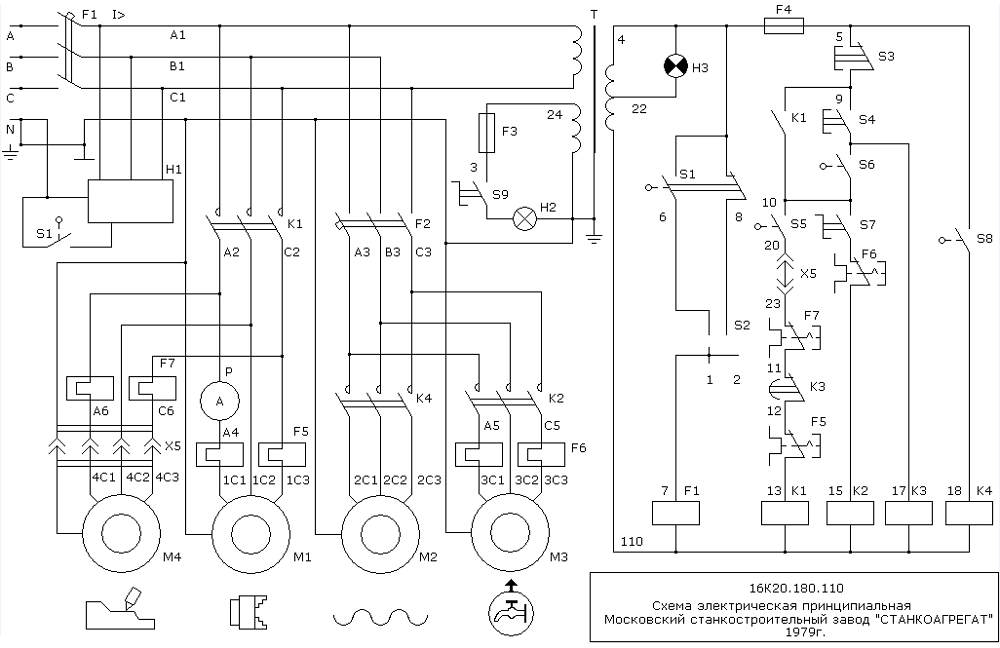
Принципиальная электрическая схема токарного станка 16К20 (нажмите, чтобы увеличить)
Рукоятки, расположенные на корпусе станка, служат для решения таких задач, как:
- выбор вида выполняемых работ: тип нарезаемой резьбы и характеристики подачи;
- фиксация пиноли;
- управление фрикционной муфтой;
- перемещение каретки и продольное передвижение салазок;
- задание шага резьбы и значения подачи для ее выполнения;
- отключение коробки подач – для тех случаев, если резьба нарезается напрямую;
- выбор режима вращения шпинделя – количество оборотов;
- включение и отключение гайки ходового винта;
- кнопка запуска вводного автоматического выключателя;
- выбор направления нарезания резьбы;
- выбор режима для нарезания резьбы с нормальным или увеличенным шагом.
На станках 16К20 может использоваться люнет, который призван предотвращать прогибание заготовки в ходе работы, а также помогает зафиксировать ее, тем самым повышая точность обработки. Выглядит люнет следующим образом:

Люнет для токарно-винторезного станка 16К20
Регулировка и ремонт станка 16К20
Шпиндельная бабка устанавливается на станок 16К20 и надежно фиксируется на его станине в процессе сборки оборудования на станкостроительном заводе. Однако нередко в процессе эксплуатации оборудования необходимо выполнить регулировку этого узла. Для этого, прежде всего, необходимо ознакомиться с описанием токарно-винторезного станка 16К20 и схемой расположения его узлов, только затем приступают к демонтажу коробки подач. После этого, используя регулировочный винт и ориентируясь на специальные пробные проточки, корректируют положение шпинделя по его продольной оси.
С некоторыми особенностями ремонта 16К20 можно ознакомиться на видео:
Для выполнения регулировки шпиндельных подшипников станка недостаточно будет ознакомиться с его описанием или фото, доверять выполнение такой задачи следует только квалифицированным наладчикам, имеющим соответствующий опыт. Перед процедурой очень важно проверить, насколько жесткость шпиндельного узла соответствует требуемым параметрам, для чего используются динамометр и домкрат. Расположив под фланцем шпинделя домкрат, к узлу прилагают определенное усилие, а его жесткость определяют по тому, насколько отклонился узел.
Хотя токарный станок 16К20 является не только универсальным, но и очень надежным оборудованием, эффективность его использования и точность обработки деталей снижаются с течением времени. Для того чтобы длительное время поддерживать этот токарно-винторезный станок в рабочем состоянии и восстановить его заводские технические характеристики после активной эксплуатации, необходимо выполнять ряд определенных мероприятий. К ним относятся осмотр, техническое обслуживание, регулярный плановый и капитальный ремонт.

Чаще всего выполняется так называемый малый ремонт станка 16К20, в процессе которого решаются следующие задачи.
- Зачищается и промывается резцовая головка.
- Частично разбираются узлы токарно-винторезного станка, наиболее подверженные загрязнениям: шпиндельная бабка, коробка подач, фартук и др. После разборки элементы этих узлов осматриваются на предмет наличия повреждений и тщательно промываются.
- Если на станине, задней бабке, суппорте и каретке обнаруживаются царапины и забоины, то они тщательно зачищаются.
- Проверяются работоспособность и техническое состояние зубчатых муфт, кнопок и рукояток управления, защитных устройств предохранительного и блокирующего типа.
- Если замечены признаки износа, то производят замену втулок, элементов для регулировки и фиксации держателя инструмента.
- Тщательно осматриваются и при необходимости зачищаются царапины и заусеницы на прижимных планках, регулировочных клиньях, шлицах и шестернях.
- Промывается смазочный узел и устраняются утечки в нем.
- Проверяются герметичность и работоспособность пневматических узлов станка 16К20.
- Проводится испытание токарно-винторезного станка после выполнения ремонта. При этом проверяют следующие параметры: уровень шума, издаваемого станком в процессе работы, степень его нагрева, точность обработки деталей и степень чистоты обработанных поверхностей.
При осуществлении малого ремонта токарно-винторезного станка 16К20 также выполняют дефектовку деталей и узлов и выписывают те из них, которые необходимо заменить в процессе ближайшего планового технического обслуживания.
 Токарно-винторезный станок модели 16К20 относится, по классификации ЭНИМС (экспериментального научно-исследовательского института металлорежущих станков), ко второму типу первой группы классификационной таблицы. Производился на заводе «Красный пролетарий», расположенном в Москве.
Токарно-винторезный станок модели 16К20 относится, по классификации ЭНИМС (экспериментального научно-исследовательского института металлорежущих станков), ко второму типу первой группы классификационной таблицы. Производился на заводе «Красный пролетарий», расположенном в Москве.
Токарно-винторезный станок 16К20
Паспорт станка 16К20 содержит основные пункты и разделы, которые описывают устройство основных узлов, принцип их работы, требования к обслуживанию, ремонту, наладку оборудования. А также в нем описаны технические характеристики 16К20.
В отличие от своего предшественника, токарного станка 1К62, токарному станку 16К20 присущи следующие качества:
- надежность;
- долговечность;
- высокая производительность;
- высокое качество обработки;
- безопасность;
- простая конструкция;
- простота в обслуживании.
Назначение
 Токарный станок модели 16К20 проектировался для выполнения разнообразных работ. На нем можно точить наружные и внутренние поверхности в виде цилиндров, конусов, разных профилей; растачивать внутренние поверхности; обрабатывать торцы; нарезать несколько типов наружной и внутренней резьбы; обрабатывать осевым инструментом; отрезать, подрезать и прочие операции.
Токарный станок модели 16К20 проектировался для выполнения разнообразных работ. На нем можно точить наружные и внутренние поверхности в виде цилиндров, конусов, разных профилей; растачивать внутренние поверхности; обрабатывать торцы; нарезать несколько типов наружной и внутренней резьбы; обрабатывать осевым инструментом; отрезать, подрезать и прочие операции.
Главным движением является вращение шпинделя с закрепленной заготовкой в патроне. Инструмент, закрепленный на суппорте в резцедержателе, осуществляет прямолинейное вдоль или поперек станины движение подачи.
Заводская маркировка и обозначение
На основании буквенно-цифрового индекса маркировки станка обозначение можно расшифровать следующим образом:
- 1 — станки токарные;
- 6 — станки винторезные;
- К — прошедший модернизацию;
- 20 — параметр, характеризующий станок — размер высоты центров в сантиметрах.
Технические характеристики
Обрабатываемая деталь:
- окружность детали над направляющими — 400 мм;
- окружность детали над суппортом — 220 мм;
- наибольшая длина заготовки зажатой в центрах — 1500 мм;
- максимальный вес заготовки, зажимаемой в патроне — 300 кг;
- максимальный вес заготовки, закрепляемой в центрах — 1300 кг.
Шпиндель:
 точностной класс — Н согласно ГОСТ 8–82 ;
точностной класс — Н согласно ГОСТ 8–82 ;- посадочный место на шпинделе — 6К согласно ГОСТ 12593–72 ;
- посадочный конус на шпинделе — Морзе 6, М80;
- отверстие в валу шпинделя — 55 мм;
- крутящий момент — 2 тыс. Нм.
Обороты шпинделя:
- количество ступеней — 12;
- частоты прямого вращения — max 12,5 min 2000 об/мин;
- частоты обратного вращения — max 19 min 2420 об/мин.
Подачи:
- вдоль станины — 42;
- поперек станины — 42;
- продольные рабочие — 0,7−4,16 мм/об;
- поперечные рабочие — 0,035−2,08 мм/об.
Резьбы:
- число метрических — 45;
- число дюймовых — 28;
- число модульных — 38;
- число питчевых — 37;
- нарезаемые архимедовой спиралью — 5.
Смещения узлов:
- максимальное продольное перемещение пиноли — 200 мм;
- поперечное смещение передней бабки — ± 15 мм.
Инструмент:
- максимальный размер резца — 25 мм.
Электрооборудование, мощность двигателей:
 главный привод — 10 тыс. Вт;
главный привод — 10 тыс. Вт;- привод подач — 705 Вт;
- насос СОЖ — 120 Вт.
Габариты:
- размеры станка (ДхШхВ) — 3200×1166×1324 мм;
- общий вес — 3035 кг.
Конструкция станка
Токарный станок 16К20, технические характеристики которого во многом зависят от механизмов, состоит из:
- бабка шпиндельная (передняя);
- защитное ограждение патрона;
- патрон;
- каретка;
- защитный экран;
- суппорт;
- механизм отключения;
- система СОЖ;
- задняя бабка;
- шкаф с электрооборудованием;
- станина;
- фартук;
- рукоятка переключения прямого и обратного вращения на шпинделе;
- тумба с двигателем главного движения;
- коробка подач;
- гитара.
Для обработки деталей, имеющих большую длину в комплекте, поставляется люнет для токарного станка 16К20, а вообще то два. Неподвижный люнет закрепляется на каретке, а подвижный люнет на станине, на ее направляющих. Они дают возможность поддержки деталей в диапазоне диаметров 20−130 мм.
Технический паспорт на токарный станок содержит электрическую схему управления. В ее состав входят три цепи. Для каждой своя характеристика, имеющая разные параметры:
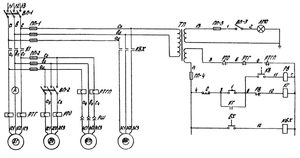 управление — 110 В;
управление — 110 В;- нагрузка — 380 В;
- освещение — 24 В.
Некоторые модели токарных станков комплектуются двигателями, работающими от сети 220 В. О данной конструктивной особенности указывается в обязательном порядке в паспорте станка.
Основные узлы
Коробка скоростей расположена непосредственно в шпиндельной бабке станка. При включении фрикционной муфты вращение от шкива, сидящего на валу, передается на зубчатый венец и далее через двойной скользящий блок на вал. Изменение положения скользящих блоков в коробке скоростей осуществляется рукоятками через соответствующие рычажные системы. Управление главным фрикционом осуществляется с помощью реечной передачи.
Коробка подач станка — унифицированный узел. Типовая конструкция закрытой коробки с валами, обеспечивающими основной ряд подач, содержащей два двойных передвижных зубчатых блоков и три зубчатые муфты, множительного механизма с валами, обеспечивающего изменения основного ряда — получение четырех основных передаточных отношений 1/8, 1/4, 1/2 и 1, механизма передачи вращения на ходовой винт или валик с зубчатой муфтой и муфтой обгона.
В состав суппорта входит каретка, которая перемещается вдоль по направляющим станины. Одна напрявляющая плоская, а другая треугольная, поперечные салазки, поворотная часть, резцовые салазки, резцедержатель. Салазки перемещаются по направляющим каретки типа «ласточкин хвост» посредством передачи винт-гайка или через систему зубчатых передач, либо вручную от маховичка. Резцедержатель поворачивается либо на 90° относительно вертикальной оси и фиксируется рукояткой, либо ее можно закреплять без фиксации в любом промежуточном положении.
Задняя бабка крепится на направляющих станины с помощью планки при повороте рукоятки. Перемещение пиноли с центром осуществляется при вращении винта с помощью маховичка. При этом гайка жестко связана с пинолью. Пиноль может быть закреплена в требуемом положении поворотом рукоятки. Заднюю бабку можно перемещать механически, соединение ее специальным прихватом с кареткой суппорта.
Принцип работы
 Деталь закрепляют в патроне. Круговое вращение коробка скоростей получает через ременную передачу, связанную с валом электродвигателя. Двигатель расположен в передней тумбе станины. Обрабатывающий инструмент устанавливается в поворотный резцедержатель, который закрепляется на суппорте. Он получает продольное и поперечное перемещения от ходового винта (при нарезании резьбы резцом) или ходового валика через коробку подач и фартук.
Деталь закрепляют в патроне. Круговое вращение коробка скоростей получает через ременную передачу, связанную с валом электродвигателя. Двигатель расположен в передней тумбе станины. Обрабатывающий инструмент устанавливается в поворотный резцедержатель, который закрепляется на суппорте. Он получает продольное и поперечное перемещения от ходового винта (при нарезании резьбы резцом) или ходового валика через коробку подач и фартук.
Коробка подач предназначена для включения, выключения, реверсирования и регулирования величины подач. А фартук преобразовывает вращательное движение ходового винта или валика в продольное, поступательное перемещение суппорта.
Задняя бабка предназначена для поддержания заготовки. А также в ней закрепляется и перемещается осевой инструмент, который предназначен для обработки отверстий.
Органы управления
За какие функции отвечают органы управления станка:
- включение подачи для нарезания резьбы;
- выбор оборотов шпинделя;
- выбор шага резьбы;
- выбор нарезания резьбы (правая, левая);
- установка оборотов шпинделя;
- подключение рейки для нарезания резьбы;
- зажим резцовой головки;
- поперечная подача;
- кнопки «Пуск», «Стоп»;
- перемещение верхнего суппорта;
- ускоренное перемещение;
- зажим пиноли;
- включение СОЖ;
- силовой переключатель;
- фиксация задней бабки;
- освещение;
- перемещение пиноли;
- реверс шпинделя;
- подключение маточной гайки;
- продольное перемещение;
- включение вращения шпинделя;
- установка подачи.
Эксплуатация
Перед началом использования станка 16К20 необходимо изучить руководство по эксплуатации. В нем говорится, что станок должен эксплуатироваться при:
- влажности 80%;
- температуре 10−30 °C;
- типе производства — мелкосерийном, штучном.
Ремонт
За время длительной эксплуатации должен проводиться ремонт станка 16К20 согласно установленного графика. Рекомендуемый цикл для двусменной работы — 5 лет (до капитального ремонта). Межремонтный цикл включает в себя: осмотр — 10, малый ремонт — 5, средний ремонт — 2. Перечень проводимых работ можно найти в паспорте станка.
Число нарезаемых метрических резьб
Число нарезаемых дюймовых резьб
Число нарезаемых питчевых резьб
Число нарезаемых модульных резьб
Число нарезаемых резьб архимедовой спирали
Шаг нарезания метрической резьбы
Шаг нарезания дюймовой резьбы
24…1,625 ниток на дюйм
Шаг нарезания модульной резьбы
Шаг нарезания питчевой резьбы
Шаг нарезания резьбы архимедовой спирали
3/8″, 7/16″ дюймов (8, 10, 12 мм)
Наибольшее перемещение пиноли задней бабки
Поперечное смещение корпуса задней бабки
Наибольшее сечение резца
Мощность электродвигателя главного привода
Мощность электродвигателя привода ускоренного перемещения суппорта
Габаритные размеры (длина*ширина*высота)
Связаться с нами
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
Токарно-винторезный станок марки 16К20: технический паспорт
 Универсальный токарно-винторезный станок марки 16К20 применяется для механической обработки деталей цилиндрической формы, нарезания на деталях резьбы. Обрабатываемые детали могут быть установлены в патрон или в центрах. Эти станки пришли на смену токарно-винторезным станкам 1К62. Впоследствии они стали основой для современных станков с ЧПУ.
Универсальный токарно-винторезный станок марки 16К20 применяется для механической обработки деталей цилиндрической формы, нарезания на деталях резьбы. Обрабатываемые детали могут быть установлены в патрон или в центрах. Эти станки пришли на смену токарно-винторезным станкам 1К62. Впоследствии они стали основой для современных станков с ЧПУ.
Маркировка станка
«1» — номер группы (токарный).
«6» — номер подгруппы (токарно-винторезные, токарные, токарно-лобовые).
«20» — высота центов в см.
Технические характеристики станка 16К20
- Класс точности: Н.
- Диаметр обработки над станиной: 400 мм.
- Диаметр обработки над суппортом: 220 мм.
- Внутренний диаметр отверстия шпинделя: 54 мм.
- Максимальная длина заготовки: 2 м.
- Максимальный вес заготовки, установленной в патрон: 23 кг.
- Расстояние между центрами: 1000 мм.
- Пределы подачи, мм/об.: поперечный — 1,4, продольный — 2,8.
- Номинальная мощность главного электродвигателя: 11 кВт.
- Размеры: длина — 3,79 м, ширина — 1,19 м, высота — 1,5 м.
- Вес станка в полной комплектации: 3,6 т.
Применение
Токарно-винторезные станки 16К20 применяют в единичном производстве или мелкой серии, а также в инструментальных цехах для выполнения получистовых и чистовых операций или полного изготовления несложного инструмента. Они отличаются высокой надежностью, точностью, простотой эксплуатации, ремонтопригодностью, поэтому получили широкое распространение не только у нас, но и за рубежом.
Выполняемые операции
 Обработка внешнего диаметра.
Обработка внешнего диаметра.- Обработка внутреннего диаметра.
- Обработка торцевых поверхностей.
- Сверление отверстий по оси детали.
- Развертывание.
- Зенкерование.
- Нарезание различных типов резьбы.
- Обработка конусных поверхностей.
Основные особенности
 Станина коробчатой формы размещается на массивном основании, обеспечивая высокую жесткость всей конструкции.
Станина коробчатой формы размещается на массивном основании, обеспечивая высокую жесткость всей конструкции.- Высокая точность перемещения суппорта и подвижной задней бабки достигается благодаря мощным и качественным направляющим.
- Надежное крепление режущего инструмента благодаря специальной конструкции резцедержателя.
- Качественные подшипники качения шпинделя обеспечивают отсутствие биения, не требуют постоянных регулировок во время эксплуатации.
- Высокий уровень безопасности обеспечивают большое количество защитных кожухов, система электрозащиты и блокировки.
- Вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение фартука от ходового вала или ходового винта в зависимости от выполняемой операции.
- Высокий класс точности обеспечивается применением линейки с визирами для точной проверки продольного и поперечного смещения резцедержателя.
Устройство агрегата
Паспорт станка 16К20, фото и кинематическую схему можно легко найти на различных интернет-ресурсах. Он состоит из следующих основных частей:
- Главный электродвигатель, клиноременная передача и коробка скоростей так называемая гитара.
- Шпиндель с кулачковым патроном.
- Станина, на которой установлен фартук с суппортом и задняя бабка.
- Суппорт предназначен для закрепления в нем режущего инструмента и перемещения в горизонтальной плоскости. Перемещение фартука с суппортом происходит с помощью ходового винта.
- Задняя бабка служит для крепления в ней центров или сверла.
- Система подачи смазывающе-охлаждающей жидкости.
- Органы управления.
 Главный электродвигатель с помощью клиноременной передачи и коробки скоростей передает вращательное движение на шпиндель и ходовой винт. Направление вращения шпинделя может меняться за счет реверса. На шпинделе установлен кулачковый патрон, в который закрепляют заготовку.
Главный электродвигатель с помощью клиноременной передачи и коробки скоростей передает вращательное движение на шпиндель и ходовой винт. Направление вращения шпинделя может меняться за счет реверса. На шпинделе установлен кулачковый патрон, в который закрепляют заготовку.
Фартук с суппортом получает поступательное движение от ходового винта. На суппорте установлен резцедержатель, в который крепят режущий инструмент, резцедержатель имеет возможность менять угол относительно оси заготовки.
На станине установлена задняя бабка. Она применяется для центровки детали, крепления в ней центров, при обработке длинномерных заготовок и сверлении в них отверстий.
Электрооборудование
Электрооборудование обеспечивает максимальную защиту оператора от повреждения электрическим током, а устройства блокировки — от получения травм и выхода из строя самого станка. Основные составляющие электрооборудования:
 Основной электродвигатель.
Основной электродвигатель.- Электродвигатель перемещения каретки и суппорта.
- Электронасос системы подачи СОЖ.
- Система автоматических выключателей.
- Плавкие предохранители.
- Тепловые реле и реле времени.
- Заземление.
- Микропереключатели.
Основные особенности блокировочных и защитных систем:
 Защита от перегрузок основного электродвигателя и двигателя перемещения каретки и суппорта осуществляется плавкими предохранителями и тепловыми реле.
Защита от перегрузок основного электродвигателя и двигателя перемещения каретки и суппорта осуществляется плавкими предохранителями и тепловыми реле.- Ограничение холостого хода основного электродвигателя достигается за счет реле времени.
- Запуск электронасоса системы подачи СОЖ может быть выполнен только после запуска главного электропривода.
- Устройство отключения подачи фартука.
- Устройство, отключающее электроснабжение станка при открывании шкафа управления. Для осмотра электрооборудования станка под напряжением, необходимо воспользоваться деблокирующим переключателем.
- При снятии защитного кожуха гитары, срабатывает выключатель, отключающий главный электродвигатель от электросети.
- Регулировка узлов и агрегатов.
- Для регулировки шпиндельной бабки необходимо демонтировать коробку скоростей затем, используя регулировочный винт откорректировать продольное положение шпинделя. При этом необходимо обращать внимание на пробные проточки.
- Регулировка шпиндельных подшипников.
Ремонтные работы станка 16К20
При эксплуатации станка необходимо строго соблюдать периодичность плановых ремонтных работ и осмотров. Руководствоваться необходимо паспортом станка и руководством по его ремонту.
Соблюдение объемов, сроков и качества выполнения плановых ремонтов позволит снизить количество незапланированных поломок и сохранить класс точности станка.
Перечень работ при выполнении осмотра станка:
 Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.
Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.- Проверка надежности крепления всех неподвижных соединений.
- Внутренний осмотр состояния механизмов.
- Устранение люфтов ходового винта.
- Контроль работы скоростей и подач.
- Регулировка муфты основного привода.
- Осмотр системы подачи СОЖ.
- Контроль надежности крепления защитных кожухов, их очистка.
- Осмотр состояния деталей, составление плана по замене или восстановлению изношенных деталей при следующем плановом ремонте.
- Осмотр электрооборудования.
- Малый ремонт токарного станка.
- Неполная разборка шпиндельной бабки, коробки подачи, фартука, и других сильнозагрязненных узлов. Демонтаж кожухов и крышек для очистки механизмов.
- Очистка и промывка всех посадочных поверхностей.
- Регулировка люфтов в подшипниках и втулках. Замена изношенных деталей.
- Удаление заусенец на всех трущихся поверхностях.
- Замена вышедших из строя или сильно изношенных крепежных деталей.
- Ремонт и очистка системы подачи СОЖ.
- Проверка работы органов управления.
- Ремонт защитных элементов.
- Контроль точности и чистоты обработки станка.
- Обязательная проверка отсутствия повышенных шумов, вибраций, нагрева при работе станка на холостом ходу. Проверка работы станка на всех скоростях и реверсе.
Средний ремонт токарного станка 16К20
 Проверка на точность перед разборкой.
Проверка на точность перед разборкой.- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта путем прорезки.
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01×100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с шпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт
- Выполнить все операции малого и среднего ремонтов.
- Разборка станка в полном объеме с очисткой всех узлов и механизмов.
- Осмотр всех узлов, механизмов и деталей в полном объеме.
- Корректировка ранее составленных планов на замену и восстановление узлов и механизмов.
- Восстановление работоспособности всех механизмов и узлов.
- Контроль степени износа фундамента, восстановление его и размещение станка в соответствии с руководством.
- Проверка работоспособности станка на всех режимах и реверсе.
Выпуск
Благодаря надежности, универсальности, простоте эксплуатации станки 16К20 выпускались с 1971 по 1989 г. на отечественных и зарубежных предприятиях. Среди них предприятия Москвы, Астрахани, Житомира, Самары, Киева, Витебска, Швейцарии, Болгарии, Китая.
Токарно винторезный станок
Паспорт на токарно-винторезный станок 16К20 / Токарные станки / Stanok-online.ru
Московский станкостроительный завод Ефремова, руководство по эксплуатации, 16К20.000.000.РЭ, 1979 год.
Токарно-винторезный станок модели 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности 6.
Станок заменяет модель 1К625. По всем качественным показателям (производительности, точности, долговечности, надёжности, удобству обслуживания, безопасности работы и т.п.) превосходит станок модели 1К625. Жёсткая коробчатой формы станина с калёными шлифованными направляющими установлена на монолитном основании. Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы.
Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжён оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жёстком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке. Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение с нескольких часов, следует убедиться в нормальной работе всех механизмов. После этого можно приступить к наладке станка на обработку деталей. В течение первых 50 – 60 часов для приработки работать только на средних скоростях и нагрузках, особое внимание уделяя контролю функционирования системы смазки. Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станок в помещениях с высокой концентрацией абразивной пыли, окалины. Обработка чугунных деталей способствует повышенному износу трущихся частей, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их. Желательно чтобы обработка чугунных деталей не превышала 20% от общего количества изделий.
Скачать бесплатно паспорт на токарно-винторезный станок 16К20


Отправить ответ