
Изделия из стального листа
Содержание:
- 1 Технология производства изделий из листового металла
- 2 Производство деталей с использованием чертежей заказчика
- 3 Чем может стать листовой металлопрокат?
- 4 Основные критерии выбора профильного листа для кровли
- 5 Ливневые системы, или несколько слов о выборе водостоков
- 6 Вентиляционные короба – что нужно о них знать?
- 7 Особенности металлических дымоходов
- 8 Что собой представляет листовая штамповка
- 9 Особенности технологии
- 10 Оборудование, инструменты и приспособления
 Изделия из листового металла используются в различных отраслях промышленности и строительства. Сложные конструкции из стальных листов различной формы и размеров могут служить корпусами для производственного оборудования, доборными элементами крыш, частями систем ограждения и так далее. Используя современное технологической оборудование, компания по производству изделий из листового металла может изготовить любое количество продукции по утвержденным образцам или технологическим картам заказчика.
Изделия из листового металла используются в различных отраслях промышленности и строительства. Сложные конструкции из стальных листов различной формы и размеров могут служить корпусами для производственного оборудования, доборными элементами крыш, частями систем ограждения и так далее. Используя современное технологической оборудование, компания по производству изделий из листового металла может изготовить любое количество продукции по утвержденным образцам или технологическим картам заказчика.
Технология производства изделий из листового металла
Изделия из листового металла будут качественными и долговечными, если при их изготовлении четко придерживаться установленной технологии. Последовательность действий по изготовлению подобной продукции перечислена ниже:
- Резка металлических заготовок.
 Выполняется порезка металлических заготовок на детали необходимой длины. Во избежание деформации металла используется бесконтактная технология с использованием мощного лазерного луча. С помощью станка для лазерной порезки можно получить заготовки любой, даже самой сложной, формы в минимальные сроки. При этом кромка после пореза не требует дополнительной механической обработки.
Выполняется порезка металлических заготовок на детали необходимой длины. Во избежание деформации металла используется бесконтактная технология с использованием мощного лазерного луча. С помощью станка для лазерной порезки можно получить заготовки любой, даже самой сложной, формы в минимальные сроки. При этом кромка после пореза не требует дополнительной механической обработки. - Гибка металла.
 Гибка заготовок для придания им нужной формы должна выполняться на специализированном производственном оборудовании с компьютерным управлением. В некоторых случаях порезочные станки объединяются в одну технологическую линию с гибочными. Это позволяет получить на выходе детали, которые уже готовы для дальнейшей обработки.
Гибка заготовок для придания им нужной формы должна выполняться на специализированном производственном оборудовании с компьютерным управлением. В некоторых случаях порезочные станки объединяются в одну технологическую линию с гибочными. Это позволяет получить на выходе детали, которые уже готовы для дальнейшей обработки.  Рубка металла. Для порезки заготовок на детали нужной длины выполняется рубка гильотинными ножницами. Эта технология сокращает время обработки изделий. На выходе получаются заготовки с точными размерами и ровным срезом, который не нужно дополнительно доводить до нужного качества.
Рубка металла. Для порезки заготовок на детали нужной длины выполняется рубка гильотинными ножницами. Эта технология сокращает время обработки изделий. На выходе получаются заготовки с точными размерами и ровным срезом, который не нужно дополнительно доводить до нужного качества.- Порошковая покраска. Чтобы изделия из листового металла имели привлекательный внешний вид и длительный срок эксплуатации, они покрываются порошковой краской. При правильной предварительной обработке поверхностей защитное покрытие сохраняет свою целостность и защитные свойства в течение 50 лет.
Производство деталей с использованием чертежей заказчика
 В настоящее время широко распространены изделия из листового металла, выполненные по стандартным чертежам и со стандартными размерами. Это могут быть доборные элементы крыши (ендовы, софиты, коньки), корпуса для электротехнического оборудования и бытовых приборов и так далее.
В настоящее время широко распространены изделия из листового металла, выполненные по стандартным чертежам и со стандартными размерами. Это могут быть доборные элементы крыши (ендовы, софиты, коньки), корпуса для электротехнического оборудования и бытовых приборов и так далее.
Однако благодаря современному оборудованию возможно производство изделий тех размеров и формы, которая необходима заказчику. Причем изготавливаться они могут не только из обычной углеродистой стали, но и цветных металлов или высокопрочной легированной стали.
Для получения нестандартных изделий достаточно сообщить фирме, оказывающей услуги по изготовлению изделий из листового металла, необходимые параметры, после чего специалисты рассчитают размеры, производственный цикл, стоимость и время изготовления оборудования.

Обычно изготовление деталей состоит из двух этапов:
- Инженерная разработка. На этой стадии создается чертеж изделия и рассчитываются необходимые технические характеристики.
- Производство. Этап, на котором изготавливается деталь, ранее существовавшая только на чертежах.
Вам необходимо изготовить изделия из листового металла? Заказывайте их в компании М-Резка – мы специализируемся на обработке металла всеми возможными способами.
В быту и в производстве, не говоря уже о строительной сфере – повсюду используются изделия из листового металла, с которыми многие из вас сталкивались не только на фото. Далее мы рассмотрим наиболее простые, но крайне необходимые варианты.
Чем может стать листовой металлопрокат?
Трудно представить окружающую нас действительность без листов стали или даже жести. Взгляните на фотографии строящегося или благоустраиваемого участка. Бочки и садовые тележки, корпуса многих электроинструментов – все это сделано из проката. Не говоря уже о различном садовом инвентаре, и всевозможных профилях, использующихся в строительстве.

Бочки из листов стали
К первой группе можно отнести лейки и ведра, а ко второй – профильный лист, металлочерепицу, ливневые желоба и водостоки, вентиляционные короба и дымоходы. Вот строительные изделия мы и рассмотрим далее, от форм-факторов до правильного выбора. Как правило, для перечисленных вариантов проката используют обычно тонкую сталь, оцинкованную или с полимерным покрытием. Также можно приобрести недорогие желоба, водостоки и дымоходы у жестянщиков.

Строительные изделия из листового металла
По тому, из чьих рук выходят эти изделия, нетрудно понять, что изготавливаются они кустарными способами из жести. Особо можно отметить поковки из листового металла, выполненные в кузнице, горячим или холодным методом. Среди прочего это могут быть декоративные элементы для тех же желобов и дымоходов, которые не стыдно запечатлеть на фото.
Основные критерии выбора профильного листа для кровли
Приобрести профнастил сегодня можно без каких-либо сложностей на крышу любой конфигурации, особенно если речь идет о кровельной черепице в комплекте с доборными элементами. К последним относятся коньковые планки, ендовы для соединения многоскатных конструкций и всевозможные заглушки, снегозадержатели и карнизы. Гораздо сложнее подобрать по фото в каталогах профильный лист, поскольку волны могут быть разной высоты и ширины, с большим или малым шагом между ними.

Выбор профильного листа
Прежде всего, следует учесть, что эти волны являются своеобразными ребрами жесткости, а значит, чем они выше и чем меньше их ширина, тем выше прочность листа на изгиб. Лучше всего взять за правило обращать внимание на маркировки. Если вы увидите букву Н в начале обозначения, это будет говорить о том, что лист несущий, кровельный, с достаточно высоким уровнем жесткости. Буква С всегда относится к стеновым листам, у которых менее выраженные волны гофры.
В последнее же время все больше популярны профили с объединенной характеристикой, то есть НС, которые пригодны и как кровельные, и в качестве стеновых. Визуально, как и на фото в каталогах, их можно различить только по высоте волны и наличию (Н, НС) либо отсутствию (С) ребер жесткости. Немалую роль при выборе играет толщина листа и защитное покрытие. С одной стороны, чем тоньше профнастил, тем он дешевле, но если вы легко можете изогнуть пальцами край листа, то же самое сможет сделать и сильный порыв ветра, ударив под свес крыши.

Профнастил НС для кровли и стен
Поэтому оптимальной считается толщина от 0,6 до 0,8 миллиметра, листы в пределах 0,9-1 миллиметра будут надежнее, но и тяжелее. Теперь о покрытиях. Если увидите маркировку АЦ – перед вами марка с алюминиево-цинковым защитным слоем, довольно ненадежным и легко деформирующимся. Также бывают цинковые, нанесенные электролизом, которые делятся на 3 класса, по количеству цинка на 1 м 2 : до 220, до 275 и более 275 граммов. И не забываем про устойчивые к коррозии полимерные покрытия.
Ливневые системы, или несколько слов о выборе водостоков
Кому-то нравятся легкие пластиковые желоба, но они хороши там, где нет задуваемых на крышу ветром листьев, мелких веток и прочего мусора. Гораздо надежнее в этом отношении металлические водостоки, изготавливаемые из листовой стали. Они значительно дольше противостоят возникновению царапин и не деформируются от летних высоких температур, как пластиковые, выдерживая от -40 до +120 и выше.

Металлический водосток из листовой стали
Особенно важна прочность зимой, когда вероятны чрезмерные снеговые нагрузки и намерзание льда, поэтому жестяные желоба устанавливать не рекомендуется, они быстро деформируются под нагрузкой. Сталь гораздо устойчивее на изгиб. Не стоит забывать, что металлопрокат бывает разный, и среди прочего листовой бывает медь, из которой тоже изготавливают ливневые системы. Они красиво смотрятся на фото, и удобны, благодаря мягкости материала, то есть, если тот же пластик гнется на излом, то деформацию меди легко исправить.

Ливневая система из меди
Встречаются и водосточные системы из алюминия, которые ни в коем случае не стоит сочетать с желобами и кровельным материалом из меди, поскольку под воздействием дождевой воды начинается гальваническая реакция. В результате в негодность приходят элементы из обоих металлов. В остальном алюминиевые водостоки удобны своей легкостью, прочностью и устойчивостью к коррозии. Но, как и медные, они очень дороги.
Вентиляционные короба – что нужно о них знать?
Трудно найти дом, в котором не было бы магистральной шахты для вентилирования помещений. Как правило, в нее выходят отдушины с кухни и из санузла, то есть из мест, где имеют обыкновение скапливаться неприятные запахи. При этом каналы бывают двух типов: основные и сопутствующие (спутники). Последние как раз и находятся обычно непосредственно в стене квартиры, в виде встроенных в нее металлических коробов.

Металлические короба для вентиляции помещений
Если проломить этот участок (в стремлении расширить площадь) и срезать металл, то образуется ниша с отверстиями в полу и в стене под потолком. И в этом нет ничего хорошего, перед вами – остатки вентиляции соседей снизу. Каналы обычно имеют прямоугольное или круглое сечение, в виде соответствующих профилей выпускаются и короба из оцинкованной стали. Толщина металлического листа обычно составляет от 0,5 до 1,25 миллиметров. Наибольшей популярностью пользуются квадратные контуры, которые проще заделывать в стены, однако круглые гибкие вентиляционные трубы имеют меньшее сопротивление прохождению воздуха.
Соединение у прямоугольных секций преимущественно делается фланцевое, как более простое, реже применяется фальцевый крепеж элементов. В круглых модульных соединениях иногда целесообразно выполнять ниппельное соединение. В частном доме такие короба обычно протягиваются от кухонной вытяжки до отверстия отдушины или трубы, выходящей на крышу. Места соединения отдельных сегментов одновременно являются и ребрами жесткости. При этом следует учитывать, что чем мощнее вытяжная система, тем больше шума будет в металлическом коробе.

Фальцевый крепеж элементов воздуховода
Чтобы избежать сильного гула, образуемого ветровым потоком, можно устанавливать дополнительную секцию глушителя, разделенную перфорированными пластинами. Также широко практикуется покрытие канала по внешней стороне звукоизоляцией. В качестве альтернативы можно использовать гофрированные металлические рукава, предварительно их растянув, чтобы внутри было меньше препятствий для вытягиваемого воздуха.
Для нормальной циркуляции воздуха в помещении пропускная способность вентиляционного канала должна быть не ниже 3 кубометров в час, с учетом, чтобы за сутки помещение полностью проветрилось.
Особенности металлических дымоходов
Кирпичные трубы, жерла которых поднимаются над крышами сквозь чердаки загородных домов и так красиво смотрятся на фотографиях, выкладываются по тому же принципу, что и стены, то есть в 1 или 1,5 ряда. Обязательно нужен фундамент, а внутри не избежать неровностей швов. Металлические дымоходы в корне отличаются уже тем, что, по всем правилам, должны быть изготовлены из двух контуров металла.

Дымоход из двух контуров металла
То есть, по сути, это две трубы круглого сечения с разными диаметрами, вложенные одна в другую, а промежуток между ними заполняется термоизоляцией. Толщина утеплителя, в качестве которого обычно берут керамзит или базальтовую вату, должна быть не меньше 100 миллиметров. В некоторых случаях допускается использовать одноконтурные секции, в частности там, где нет выброса низкотемпературных газов, создающих благоприятные условия для конденсата. Сталь (зачастую – нержавеющая) обычно используется с примесью молибдена, для большей устойчивости к воздействию кислот и щелочей.
Иногда применяют оцинкованный металлопрокат. Толщина металла каждой секции должна быть не менее 1 миллиметра, поэтому не рекомендуется выбирать кустарные дымоходы из тонкой жести и сопутствующие им фасонные изделия, полученные из тонкокатаного листа. Также очень низкий срок службы у труб из углеродистой стали, он не превышает 5 лет, и результаты работы коррозии нередко можно увидеть на фото. Соединение стального листа в круглый профиль осуществляется сваркой, что обеспечивает высокую надежность труб. Жестяные же секции обычно изготавливают фальцевым соединением с низкой герметичностью.

Трубы из оцинкованного металлопроката
Основное преимущество металлических дымоходов перед кирпичными и асбоцементными – простота сборки. Секции соединяются между собой специальными фасонными элементами, подобно конструктору, особенно если есть инструкция с подробными фотоснимками или схемами. При монтаже нет необходимости использовать жесткие крепежи, поскольку модули стыкуются достаточно плотно. Также отличием от кирпичной кладки является отсутствие завихрений нагретого воздуха, вследствие чего повышаются аэродинамические свойства. На гладких стенках же практически не оседает сажа. Секции стальных дымоходов можно использовать, как вкладыши в кирпичных печных трубах, заполняя промежутки керамзитом.
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
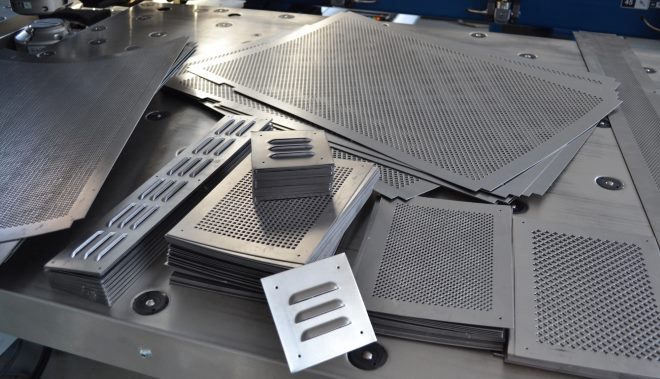
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
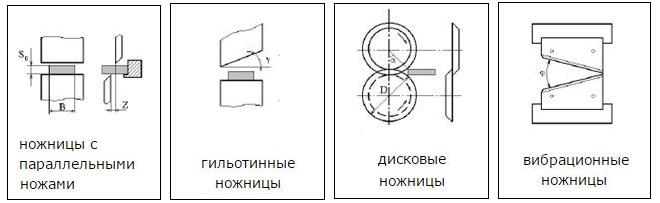
Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
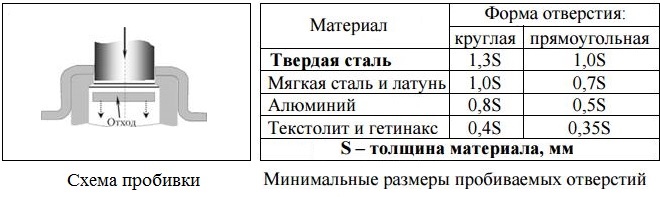
В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
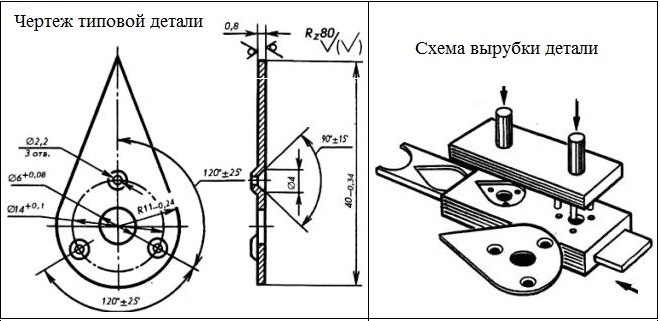
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
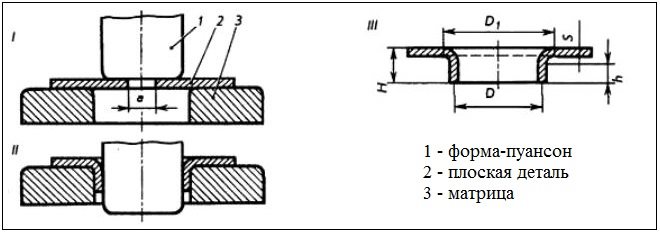
Схема отбортовки детали вокруг заранее пробитого отверстия
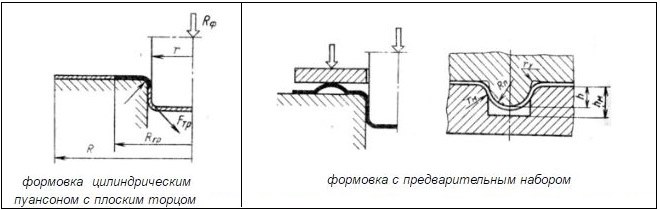
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
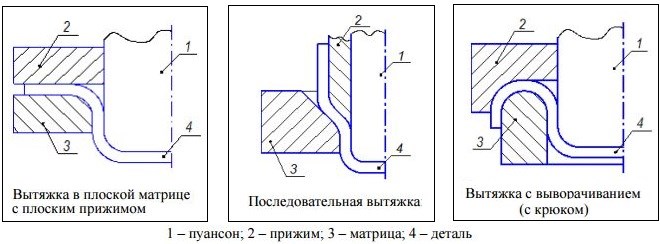
Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
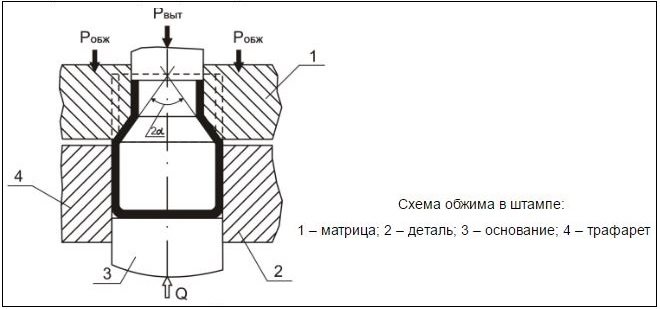
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
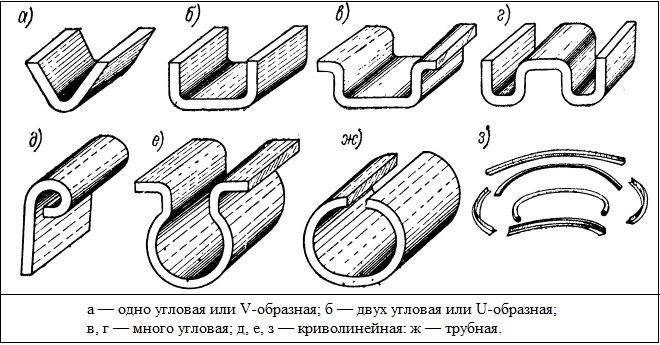
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
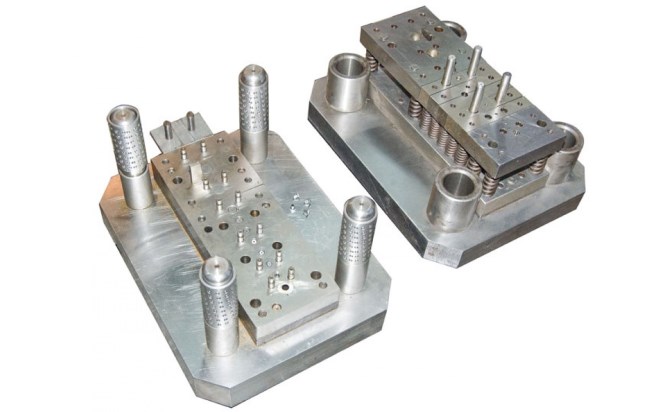
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
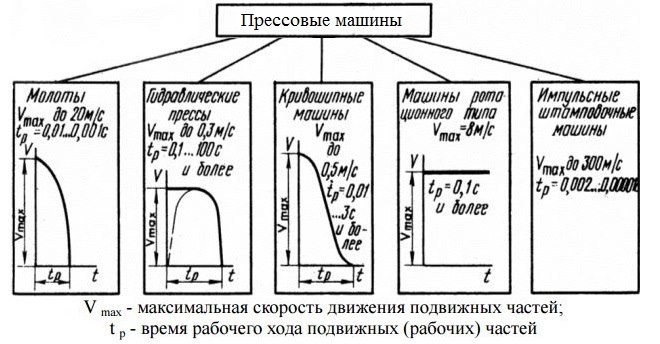
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.


Отправить ответ