
Электроды для домашней сварки
Содержание:
- 1 Как выбрать электроды для инверторной сварки
- 2 Диаметр
- 3 Назначение
- 4 Покрытия
- 5 Как качественно выполнить сварку инвертором
- 6 Зарубежные производители
- 7 Какие электроды для инвертора лучше при сварке аппаратом Ресанта
- 8 Как резать металл сварочным инвертором
- 9 Вместо заключения
- 10 Что такое электрод и для чего обмазка
- 11 Как выбрать электроды для инверторной сварки
- 12 Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
- 13 Держатели для электродов
- 14 Критерии выбора электродов
- 15 Преимущества популярных марок электродов
- 16 Различия электродов по маркам и диаметру
- 17 Классификация сварочных электродов
- 18 Выбор изделий в соответствии с другими параметрами
- 19 Электроды зарубежных производителей
- 20 Чем руководствоваться при выборе электродов
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов . Качественные электроды помогают выполнить надежный и прочный шов , а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата , и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды , их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.

Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора . Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью .
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое . Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.

Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам . В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.

Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб , выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий . Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.

Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие , если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг , поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

Это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов: УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Рекомендуемый сварочный ток, А | Масса пачки, кг | Цена, руб |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производитель "Межгосметиз) | Длинна электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Потолочное положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Электроды для сварки ОК 63.34
Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.

Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
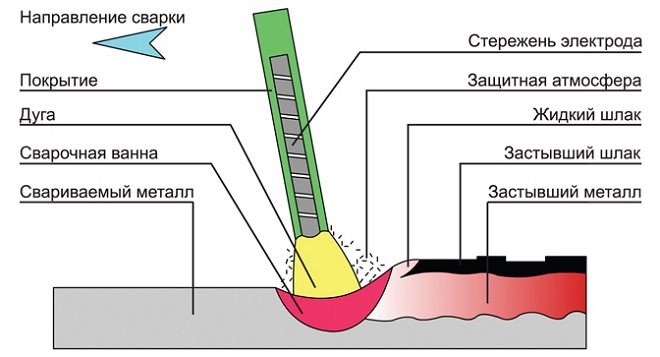
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
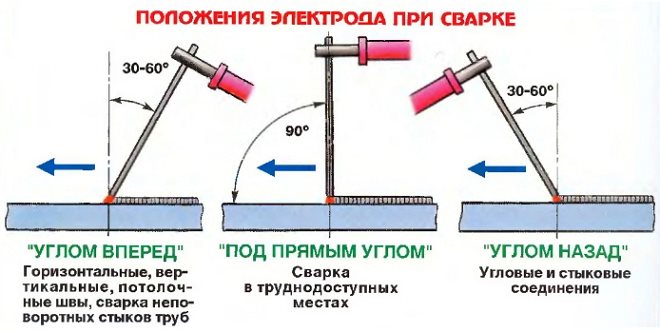
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.


Отправить ответ