
Электроды для сварки фото
Содержание:
- 1 Критерии выбора электродов
- 2 Преимущества популярных марок электродов
- 3 Различия электродов по маркам и диаметру
- 4 Классификация сварочных электродов
- 5 Выбор изделий в соответствии с другими параметрами
- 6 Электроды зарубежных производителей
- 7 Чем руководствоваться при выборе электродов
- 8 Критерии отбора
- 9 Как выбрать расходные материалы для сварки?
- 10 Лучшие электроды для работы инверторным сварочным аппаратом
- 11 Сварочные электроды МЗ-3, тип электрода Э46
- 12 Сварочные расходные материалы марки МР-3 синие, тип электрода Э 46
- 13 Расходные материалы марки ОЗС-12
- 14 Расходные материалы марки АНО-21
- 15 Расходный материал марки АНО-4
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
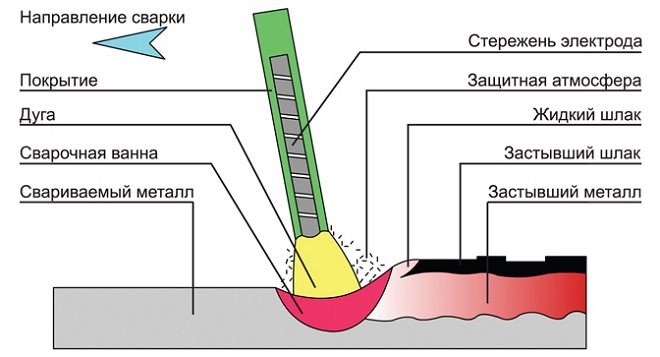
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
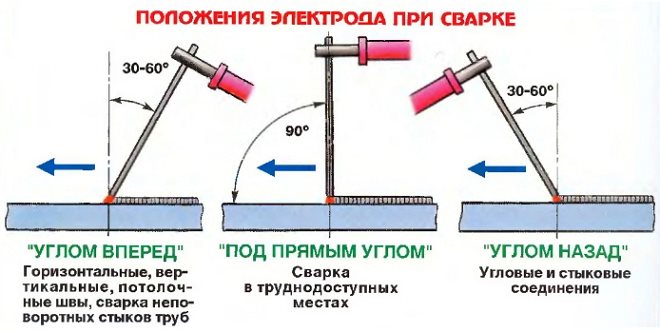
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
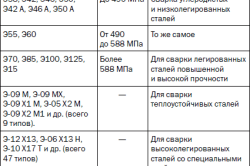
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.





Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Электроды для инверторной сварки выбираются в зависимости от уровня раскисленности стали, из которой состоит изделие, количества содержащегося в стали углерода и требований, предъявляемых к сварочному шву.

Каждый тип сварочного аппарата предполагает использование электродов только определенного вида.
Как выбрать расходные материалы для сварки?
Каждый тип сварочного аппарата требует своего типа электродов для проведения сварки, иногда даже в пределах одного типа сварочного аппарата.
При осуществлении сварки разными моделями сварочных устройств может потребоваться наличие разных типов расходников.

Устройство сварочного инвертора.
Инвертор представляет собой сварочный аппарат, имеющий электронную конструкцию. Это устройство оснащается системой двойного преобразования переменного тока. Среди современных сварочных устройств инверторы являются наиболее перспективными для проведения операций по свариванию любых металлических заготовок. Для нормального сваривания требуется правильно подобрать тип используемых электродов.
Чаще всего профессиональные сварщики используют расходники следующих марок:
Электроды марок МР, ОЗС и АНО являются более предпочтительными, так как использование расходников этого типа наболее удобное. Электроды УОНИ представляют собой расходные материалы, которые имеют большое число достоинств, однако эти положительные качества раскрываются только в случае использования этого материала профессионалом.
Для чего используют припой.
Лучшие электроды для работы инверторным сварочным аппаратом
Марки электродов и их предназначение.
При необходимости приобрести подходящие для сварки расходные материалы и выбрать среди них оптимальные потребуется обратить внимание на рекомендации по эксплуатации сварочного инвертора именно той модели, какой планируется осуществление работы. Как правило, именно в рекомендациях по эксплуатации указываются марки электродов, которые оптимально подходят для работы.
Стоит отметить, что выбор маркировки оптимально подходящих расходных материалов является не единственным условием, которое требуется соблюдать, выбирая расходники для сваривания. Осуществляя выбор сварочных электродов, требуется удостовериться в том, что расходники для сварных работ имеют присущие им качества, не пострадавшие в процессе хранения. Свойства электродов сохраняются на протяжении длительного времени только в случае их хранения в соответствии с требованиями завода-производителя. Хранение расходных материалов, предназначенных для проведения сварки, должно осуществляться в соответствии с требованиями разработанных ГОСТов.
Сварочные электроды МЗ-3, тип электрода Э46
Областью применения МР-3 является осуществление соединения ответственных конструкций, которые изготовлены из углеродистой стали. Эти электроды могут использоваться при работе в любом пространственном положении, исключение составляет вертикальное направление сверху вниз
Использование этого расходника позволяет осуществлять сваривание влажных ржавых и некачественно зачищенных от окислений заготовок из металла.

Сварочные электроды МР-3 предназначены для сварки углеродистой стали.
Электроды обладают параметрами, позволяющими иметь повышенную производительность. Использование этого типа расходных материалов дает возможность в процессе сваривания использовать удлиненную дугу, что позволяет облегчить процесс. Эти электроды рекомендуется использовать при объединении трубопроводов высокого давления с температурами транспортируемых жидкостей до 3500 градусов Цельсия и внутренним давлением до 50 кгссм². Помимо этого, эти электроды можно использовать при монтаже магистралей газопроводов и трубопроводов
Преимуществами этого типа расходника является:
- легкое перекрытие образующихся зазоров;
- высокое качество получаемого шва;
- получение товарного вида шва;
- легкое отделение шлакового компонента;
- возможность работы длинной дугой;
- высокие санитарно-гигиенические показатели при проведении процесса.
Электроды этого типа имеют рутилово-основное покрытие защитного слоя, перед использованием данного материала рекомендуется проводить прокаливание при 170-180 градусах на протяжении 40-60 минут.
Сварочные расходные материалы марки МР-3 синие, тип электрода Э 46

Синие электроды марки МР-3 предназначены для соединения элементов из низкоуглеродистой стали.
Этот тип электродов для инверторов применяется для сварки особо ответственных изделий, состоящих из низкоуглеродистой стали. Работать этим типом электродов можно в любой пространственной ориентации, за исключением вертикального положения в направлении сверху вниз. Расходники марки МР-3С используются в работе с листовыми и профильными материалами. Широкое применение эти электроды нашли при строительстве корпусов судов, трубопроводов, ответственных емкостей.
Преимуществами МР-3С являются следующие свойства:
- МР-3С предоставляют возможность легко вести процесс сваривания и повторно зажигать дугу при остановке процесса;
- качественный внешний вид сварного шва;
- легкое отделение шлака;
- минимальная вероятность образования брызг металла;
- возможность осуществления сваривания при низких значениях тока;
- МР-3С обеспечивают возможность электросварки при помощи бытовой сети питания;
- возможность получения вогнутого шва сварки;
- высокая экономичность проведения работ.
Покрытие электродов — рутиловое, перед использованием МР-3 синие рекомендуется подвергнуть прокаливанию при температуре 170 градусов Цельсия на протяжении 40 минут.
Расходные материалы марки ОЗС-12

Расходные материалы марки ОЗС 12 используются на инверторах, работающих на постоянном и переменном токе прямой полярности.
Этот тип расходников используется при создании ответственных конструкций, состоящих из низкоуглеродистых сталей. Работы эти материалы позволяют вести в любом пространственном положении, кроме вертикального, сверху вниз. Этот тип расходных материалов используется сварочными аппаратами, работающими на постоянном и переменном токе, имеющим прямую полярность.
ОЗС-12 используют при ведении сварных операций на металлических конструкциях, состоящих из листового и профильного металла. ОЗС-12 используется при изготовлении строительных конструкций, емкостей, корпусов кораблей и корабельных механизмов, трубопроводов и металлоконструкций различных кранов. Преимуществами расходника марки ОЗС-12 является:
- возможность получения плоского и вогнутого шва;
- легкость проведения сварочных работ и повторного зажигания электродуги;
- получение качественного шва;
- легкое отделение шлаков в процессе сваривания;
- возможность осуществления работы удлиненной дугой.
Покрытие расходник имеет рутиловое. Перед использованием рекомендуется электроды ОЗС-12 прокалить при температуре 200 градусов Цельсия в течение 30 минут.
Расходные материалы марки АНО-21

Характеристики расходных материалов марки АНО-21.
Расходные материалы марки АНО-21 используются для соединения путем сварных операций элементов конструкций, изготовленных из углеродистой стали. АНО-21 используют для сваривания угловых конструкций с толщиной металла от 1 до 5 мм. Этот вид расходного материала рекомендуется использовать при сваривании в потолочных и вертикальных положениях. АНО-21 применяют для проведения сварки водопроводных труб и трубопроводов для газовых коммуникаций, имеющих низкое давление. Электродами марки АНО-21 можно осуществлять сваривание в любом пространственном положении.
Основные преимущества АНО-21, которые обеспечивают популярность этого типа расходного материала:
- хорошее качество технологического шва;
- легкость проведения сварочных работ:
- легкость отделения шлаковой составляющей;
- легкость проведения работ при эксплуатации небольших бытовых сварочных аппаратов.
АНО-21 имеет на поверхности металлического штыря рутиловое защитное покрытие. Перед использованием АНО-21 рекомендуется прокалить при температуре 130 градусов Цельсия на протяжении 40 минут.
Расходный материал марки АНО-4

Сварочные электроды АНО-4 используются на инверторах, функционирующих на постоянном и переменном токе обратной полярности.
Расходники марки АНО-4 используются для сваривания изделий, изготовленных из низкоуглеродистой стали. Расходники марки АНО-4 используют при работе сварочными аппаратами, функционирующими на переменном и постоянном токе обратной полярности. Расходники, относящиеся к марке АНО-4, применяют для сваривания конструкций из листовых и профильных металлических материалов. АНО-4 рекомендуется для сваривания корпусов кораблей, корабельных механизмов, систем трубопроводов и металлических конструкций стрел подъемных механизмов. АНО-4 можно применять при работе в горизонтальном вертикальном и потолочном положении. Не рекомендуется использование АНО-4 при сваривании в вертикальном положении сверху вниз.
Расходники марки АНО-4 обладают небольшим перечнем преимуществ, основными среди них являются следующие:
- легкость проведения процесса сваривания;
- легкость повторного зажигания электродуги;
- качественное состояние сварного шва;
- легкость отделения шлаковой составляющей.
Металлические стержни расходника марки АНО-4 имеют ильменитовое покрытие. Электродами для сварки инвертором рекомендуется пользоваться после проведения прокаливания при температуре 200 градусов Цельсия на протяжении 40 минут.
Для работы инвертора можно использовать практически любые расходники, так как он является устройством неприхотливым.
Однако при использовании некондиционных расходников достаточно сложно получить качественный сварочный шов. По этой причине к выбору расходников следует подходить со всей ответственностью.


Отправить ответ