
Нарезка дюймовой резьбы на токарном станке
Содержание:
Сочленение деталей конструкций происходит посредством болтов, винтов и шпилек, которые в свою очередь имеют специальную резьбу внешнюю и внутреннюю. Такого рода соединения называются разъемными. Болты, винты и шпильки – это стержни цилиндрической формы, с винтовой резьбой. Процесс нарезки резьбы осуществляется механическим и ручным способом, на станках со специальным инструментом.
Способы обработки
Внутренняя резьба наносится метчиками, внешняя – плашками. Метчики имеют форму винта, с канавкой вдоль его винтовой части, что позволят стружке в процессе соскальзывать. Плашки по своей геометрической форме напоминают гайку. Способны нарезать резьбу диметром до 52 мм. Бывают круглыми, квадратными, шестигранными и призматическими.
Особенности нарезания внутренней резьбы
Резьба – надежный способ соединения двух деталей, данный показатель существенно увеличивается, если резьба внутренняя. Нарезание метчиками – снятие металлического материала при помощи режущих кромок с различной шаговостью. Операция проводится за один проход. В зависимости от целевого предназначения мечники подразделяются на: слесарные (метрические и дюймовые резьбы), гаечные, маточные и плашечные. По типу резьбы – левые для создания левосторонней резьбы и соответственно правые.
• способ обработки метчиком
Внутреннюю резьбу наносят метчиком, который изготавливается из углеродистой или высоколегированной стали. Инструмент состоит из хвостовика, крепящегося к патрону стакана и рабочей области – режущая часть с продольными и винтовыми канавками. Заборная часть – верхняя часть конуса, проводит работы по нарезанию резьбы. Калибрующая часть – калибрует направление процесса. Общие правила работы:
- • не рекомендуется сразу наносить резьбу на изделия, изготовленные литьем или штамповкой. Необходимо предварительно рассверлить отверстие, тем самые убирая нагар и окалину;
- • на сверлильных станках метчик должны закреплять в реверсивных патронах, чтобы исключить возможность поломки;
- • обязательное снятие фаски в тех местах, где планируются работы.
Независимо от способа резки: ручная или автоматическая (на станках), применение охлаждающей жидкости является важной составляющей для получения качественного результата.

• метод нарезки на токарном станке
Основная проблема использования метчиков – отвод стружки в отверстиях 6 мм и свыше 16 мм. Из-за ограниченного пространства выведение стружки затрудняется, что может стать причиной поломки инструмента. На станках токарного типа резьбу наносят с помощью расточного резца и твердосплавных пластин с полным или частичным профилем.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.

Особенность нарезания резьбы на трубах
В трубной нарезке резьбы используются 3 вида: на токарном станке, с помощью плашки или трубного клуппа. На практике чаще всего встречается резьба треугольного типа:
- • дюймовая, с измерительными расчетами в дюймах. Резьба отличается высокими показателями прочности из-за большого шага и крупного профиля. Используется для водопроводных труб;
- • метрическая, измеряется в миллиметрах, используется для крепежных элементов труб.
Клупп – инструмент ограниченного функционального назначения, используется только для нарезания резьбы на трубах.
На токарных станках процесс построен следующим образом: труба фиксируется в шпинделе, затем отрезным резаком устраняется все лишнее, выбирается соответствующий шаг и наносится резьба.
Нарезание резьбы на токарном станке это одна из самых распространенных операций, ежедневно выполняемых на тысячах токарных станков. В качестве рабочего инструмента используются резцы, головки резьбонарезные, плашки и метчики. Выполнение резьбы с использованием резца требует особой сноровки и знаний.
Виды резцов
Конструкция токарного станка позволяет нарезать внутреннюю и наружную резьбу. Для этого создано множество разновидностей резцов, относящихся к трем большим группам:
Стержневые — самый простой тип инструмента для нарезки. Это стержень (любой формы сечения) с рабочей головкой. Профиль определяется формой головки. Одна из разновидностей стержневых резцов — с припаянными твердосплавными рабочими гранями. Они более устойчивы к стиранию и не требуют частых заточек. Круглые и призматические относятся к фасонной категории.
Призматические режут только внешнюю сторону. По сравнению со стержневыми способны работать с большими поверхностями. Резец удерживается в держателе «ласточкиным хвостом». Способны к большему количеству переточек, чем стержневые.
Круглые выполняют наружную и внутреннюю резьбу. Они удобнее режут и имеют больший спектр применения, нежели призматические. Их можно перетачивать большее количество раз. В держателе устанавливаются относительно торца и отверстия.
Техника нарезания резьбы
Резец равномерно передвигается вдоль заготовки и своей вершиной прорубает линию в форме винта. Наклон линии к оси, перпендикулярной движению резака, называется углом увеличения винтовой линии. Зависит этот показатель от:
- скорости вращения детали в станке;
- особенностей подачи резака.
Во время заглубления резака в болванку она покрывается винтовой канавкой. Резьба обеспечивает надежное крепление, уплотнение либо передвижение элементов в запланированном направлении.
В зависимости от конфигурации болванки дается название крепления: цилиндрическое либо коническое. Профиль, который является одновременно поперечником проекции на плоскость резьбы, подбирают с учетом назначения. Наиболее применимы следующие профили:
- прямоугольный;
- трапециевидный;
- остроугольный.
Их нарезают однозаходными или многозаходными. Вторые создаются несколькими канавками, расположенными на одинаковых промежутках друг от друга, первые — единой канавкой.
Свойства резьбы определяются такими понятиями, как шаг и ход — расстояние между одинаковыми элементами витка. Он равняется произведению количества заходов на шаг.
Правила нарезки
- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
Инструкция по нарезанию резьбы в видеоролике:
НА НАРЕЗАНИЕ РЕЗЬБЫ
Цель работы
Изучение способов настройки станка и приёмов нарезания резьбы резцом на токарно-винторезном станке (ТВС).
Материалы и оборудование
Цилиндрическая заготовка (сталь марки 50), штангенциркуль, резьбовые резцы, резьбомер, токарно-винторезные станки типа 1А62, 1616.
Основные положения
Резьбовым называется соединение составных частей изделия с использованием деталей, имеющих резьбу. Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии.
В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей. Резьбы являются самым распространенным видом как разъёмных, так и неразъёмных соединений.
Основные достоинства таких соединений: универсальность, высокая надежность, малые габариты и вес крепежных резьбовых деталей, способность создавать и воспринимать большие осевые силы, технологичность и возможность точного изготовления.
У резьбовых соединений есть и недостатки: значительная концентрация напряжений в местах резкого изменения поперечного сечения деталей и низкий КПД подвижных резьбовых соединений.
Резьбы изготовляют либо пластической деформацией (накатка на резьбонакатных станках, выдавливание на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками). На деталях из стекла, пластмассы, металлокерамики, иногда на деталях из чугуна резьбу изготовляют отливкой или прессованием.
Следует отметить, что самый высокопроизводительный способ ‑ накатка резьбы. Это метод формирования наружной или внутренней резьбы в результате холодной пластической деформации заготовки резьбонакатным инструментом. Таким способом изготавливается большинство стандартных крепежных деталей, причем прочность накатанной резьбы выше нарезанной, так как в этом случае не происходит нарушения волокнистой структуры металла заготовки, а поверхность резьбы дополнительно упрочняется (наклепывается).
Классификация резьб. Классифицировать резьбы можно по многим признакам(рис. 1): по форме профиля (треугольная, трапецеидальная, упорная, прямоугольная, круглая и др.); по форме поверхности (цилиндрическая, коническая); по расположению (наружная, внутренняя); по эксплуатационному назначению (крепежная, крепежно-уплотнительная, ходовая, специальная); по направлению заходов (правая, левая); по величине шага (с крупным, с мелким); по числу заходов (однозаходная, многозаходная) (см. рис. 3).

По назначению резьбы можно классифицировать на: крепежные резьбы (метрическая, дюймовая), предназначенные для скрепления деталей; крепежно-уплотнительные (трубные, конические), применяемые в соединениях, требующих не только прочности, но и герметичности; ходовые резьбы (трапецеидальная, упорная, прямоугольная), использующиеся для передачи движения в передачах винт-гайка; специальные резьбы (круглая, окулярная, часовая и др.), имеющие специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
Рис. 1. Виды резьб в зависимости от профиля:
а ‑ цилиндрическая треугольная , б ‑ прямоугольная,
в ‑ трапецеидальная, г – упорная, д – круглая
В машиностроении наиболее широкое применение имеет крепежная резьба. Основные элементы цилиндрической треугольной резьбы с одним заходом представлены на рис. 2.
Шаг резьбы ‑ расстояние между одноимёнными боковыми сторонами профиля двух соседних витков;
глубина резьбы ‑ расстояние от вершины резьбы до ее основания;
угол профиля резьбы ‑ угол, заключенный между боковыми сторонами профиля в плоскости оси резьбы (метрическая ‑ 60°, дюймовая ‑ 55° или 60°);
наружный диаметр ‑ наибольший диаметр резьбы болта, измеряемый по вершинам резьбы перпендикулярно к оси резьбы;
внутренний диаметр ‑ наименьший диаметр резьбы болта, измеряемый по основанию резьбы перпендикулярно к оси резьбы.

Рис. 2 Элементы резьбы (треугольная цилиндрическая резьба)
Наиболее распространена классификация резьб по способу измерения шага резьбы.
Метрическая резьба – шаг и основные параметры резьбы выражаются в долях метра.
Дюймовая резьба – все параметры резьбы выражены в дюймах, а шаг резьбы ‑ или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм – это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например, 18 ниток на дюйм).
Модульная резьба – шаг резьбы измеряется модулем m. Чтобы получить размер в миллиметрах, достаточно модуль умножить на число π.
Питчевая резьба – шаг резьбы измеряется в питчах p". Для получения числового значения в миллиметрах достаточно питч умножить на число π.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Модульная и питчевая резьба применяется при нарезании червячных валов для одноимённых редукторов.
Для нарезания стандартных резьб и профилей небольших диаметров используются специальные инструменты (плашки и метчики). Для нарезания нестандартных резьб и крупноразмерных профилей используются токарно-винторезные станки.
Для нарезания однозаходной резьбы требуемого шага, которая образована одной непрерывной ниткой резьбы, токарный станок настраивается таким образом, чтобы при повороте шпинделя с заготовкой на один оборот, резец переместился на шаг нарезаемой резьбы.
В отличие от однозаходной резьбы, многозаходная состоит из нескольких ниток, эквидистантно (равноудалённо) расположенных на поверхности детали. Поэтому в многозаходной резьбе, кроме шага резьбы t, различают ещё и ход резьбы P (рис. 3).

Рис. 3 Элементы многозаходной резьбы (двух и трёхзаходная резьбы)
Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов или число ниток резьбы n.
Число ниток легко определить на торце детали, там, где начинается резьбовая поверхность (рис. 3).
Поэтому для нарезания многозаходной резьбы требуемого шага токарный станок настраивается таким образом, чтобы при повороте шпинделя с заготовкой на один оборот, резец переместился на ход нарезаемой резьбы.
Необходимое количество ниток многозаходной резьбы нарезают следующими способами:
1. Последовательным нарезанием каждой нитки за счёт смещения резца на шаг резьбы:
а) с помощью ходового винта верхнего суппорта;
б) за счёт поворота патрона вместе с заготовкой относительно резца на требуемый угол (для двухзаходной резьбы – 180°, для трёхзаходной – 120°).
2. Одновременным нарезанием всех ниток с использованием нескольких резцов со смещением их относительно друг друга в осевом направлении на величину шага нарезаемой резьбы.
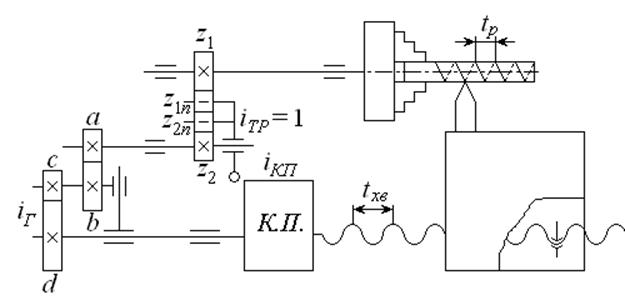
Рассмотрим кинематическую цепь передачи движения с оси шпинделя до резца (см. рис. 4). Связь начального и конечного движений кинематической цепи представляет собой баланс кинематической цепи (или просто баланс). Уравнение баланса кинематической цепи имеет вид:
 , (1)
, (1)
где 1 об. шп. – один оборот шпинделя;
iТР – передаточное отношение трензеля (трензель, или реверс – механизм изменения направления вращения ходового винта);
Передаточное отношение i – одна из важных характеристик механизмов передачи вращательного движения. Находится эта характеристика как отношение частоты вращения ведомого элемента n1 механической передачи к частоте вращения ведущего элемента n2 или как отношение числа зубьев ведомой шестерни  к числу зубьев ведущей
к числу зубьев ведущей  :
:

Характеристика «передаточное отношение» применима как к механической передаче с одной ступенью (с одной кинематической парой шестерён), так и к механической передаче с множеством ступеней. Во втором случае передаточное отношение всей механической передачи будет равно произведению передаточных отношений всех ступеней.
Механизмы с передаточным отношением больше единицы называют редукторами (или понижающими редукторами), меньше единицы – мультипликаторами (или повышающими редукторами).
iГ – передаточное отношение гитары, состоящей из двух пар сменных шестерён (  ); где a, b, c, d ‑ числа зубьев этих шестерён;
); где a, b, c, d ‑ числа зубьев этих шестерён;
iКП – передаточное отношение коробки подач;
tхв – шаг ходового винта;
При нарезании точных резьб нужный шаг получают только за счёт подбора зубчатых колёс на гитаре сменных шестерён, без подключения трензеля и коробки подач. Поэтому можно принять передаточные отношения трензеля и коробки подач равными единице (  ;
;  ), тогда формула (1) примет вид:
), тогда формула (1) примет вид:
 . (2)
. (2)
Для подбора передаточного отношения гитары используются следующие наборы сменных зубчатых колёс:
1. «чётный» набор, содержащий зубчатые колёса с числом зубьев, кратным двум: 20, 22, 24, …, 118, 120;
2. «пятковый» набор, содержащий зубчатые колёса с числом зубьев, кратным пяти: 20, 25, 30, …, 115, 120.
Для нарезания дюймовых резьб в каждом из наборов присутствует дополнительная шестерня со 127 зубьями.
Линейные перемещения суппорта при нарезании резьб осуществляются с помощью ходового винта, потому что ходовой валик, обеспечивающий такие же продольные перемещения, не гарантируют точного перемещения резца. Объясняется это тем, что в цепь передачи движения ходового валика включены фрикционные муфты, а передача движения от ходового винта к суппорту производится с помощью разъёмной маточной гайки, состоящей из двух половин (см. рис. 4).
Настройка станка для нарезания резьбы с использованиемгитары
сменных шестерён
Для расчета необходимо выполнить преобразование передаточного отношения гитары в равное ему, но с числами, соответствующими числам зубьев колёс, с помощью следующих математических приёмов:
1) разложение числителя и знаменателя на простые кратные множители;
2) группировка произведения двух независимых дробей.
Далее обязательно выполняется проверка выбранных пар шестерен на сцепляемость зубьев.
Условия сцепляемости сменных шестерен, во избежание задевания промежуточными зубчатыми колёсами соседних валов:
15 зубьев в неравенствах добавляется, чтобы учесть радиус посадочного вала, на котором находится шестерня.
Распространённые в машиностроении токарно-винторезные станки средней мощности имеют шаг ходового винта, равный 12 мм.
 |
 |
Рис. 4. Кинематическая цепь ТВС при нарезании резьбы
Пример: Нарезать резьбу tр = 6 мм, если tхв = 12 мм.
Подобрать сменные зубчатые колёса гитары и проверить их на сцепляемость.
По формуле (2) находим передаточное отношение колес гитары:
 .
.
Разложим числитель и знаменатель на простые сомножители:
 .
.
Умножим сомножители числителя и знаменателя на одно и то же число:
 .
.
Сгруппируем произведения двух независимых дробей:
 .
.
Тогда уравнение передаточного отношения гитары состоящей из двух пар сменных шестерен можно записать как:
 .
.
Значит, нам подойдут шестерни с числом зубьев  ;
;  ;
;  ;
;  .
.
Найденные числа зубьев колёс не должны повторяться, так как в наборе все шестерни только водном экземпляре.
Проверим, выполняются ли условия сцепляемости:
 ;
;
 .
.
 ;
;
 .
.
Первое условие не соблюдается, поэтому собрать гитару невозможно.
Исправить это можно следующим образом:
Если переставить местами сомножители, то дробь не изменится, поэтому запишем полученное уравнение, переставив местами сомножители:
 ,
,
затем снова проверим выполнение условий сцепляемости:
 ;
;
 ;
;
 ;
;
 .
.
Условия выполняются, значит, подбор двух пар шестерен проведён правильно.
Современные станки имеют коробки подач с большой разрешающей способностью, что даёт возможность нарезать резьбу с шагом от десятых долей до нескольких миллиметров. Настройка на нарезание резьбы сводится к установке рукояток коробки подач (КП) в определённое положение согласно настроечной таблице, прилагаемой к каждому станку.
Приёмы нарезания треугольной резьбы
При нарезании резьбы происходит изменение внешних размеров резьбы (подъём резьбы) за счёт деформации и течения металла по направлению к свободному краю профиля. Поэтому номинальный наружный размер валов под резьбу следует несколько уменьшать, а внутренний диаметр отверстий – увеличивать, в зависимости от пластических свойств материала и размеров профиля резьбы.
На выходе резьбы делается канавка шириной до трёх шагов резьбы и глубиной больше высоты её профиля или предусматривается на такой же длине уменьшение высоты её профиля – «сбег» резьбы.
Установка резца должна производиться точно по высоте центров станка во избежание искажения профиля резьбы, а ориентирование его по отношению к заготовке делается по шаблону (рис. 5, а). По этому же шаблону проверяется точность углов заточки профиля резца.
 |
Резьба нарезается за несколько проходов, число которых зависит от размеров резьбы. Например, для резьбы с шагом 2-3 мм делается 7-10 проходов. Последние три прохода – чистовые, при минимальной глубине врезания.
Рис. 5. Схема установки резьбового резца по шаблону
и способы врезания резца при нарезании резьбы
Врезание резца может производиться двумя способами:
1. Радиальное врезание (рис. 5, б), при котором возникают более тяжелые условия работы сразу двумя сходящимися лезвиями резца, но этот способ обеспечивает более высокое качество резьбы.
2. Боковое врезание (рис. 5, в) выполняется подачей верхних салазок, повернутых под углом, равным ½ угла профиля резьбы с тем, чтобы основная работа резания выполнялась одним лезвием резца.
Порядок выполнения работы
1. Ознакомиться с теорией нарезания резьб.
2. Выполнить расчет шестерен по варианту, заданному преподавателем.
3. С помощью учебного мастера произвести настройку гитары шестерен и станка для одного из расчётных заданий и изготовить резьбу.
4. С помощью учебного мастера ознакомиться с настройкой станка на изготовление разных видов резьб.
2. Материалы и оборудование.
3. Краткие сведения о резьбах и настройке оборудования.


Отправить ответ