
Как делают профильную трубу видео
Содержание:
- 1 Как согнуть профильную трубу без спец-инструмента?
- 2 Лучшие варианты самодельных трубогибов для профиля
- 3 Инструктаж по использованию трубогибов
- 4 Полезные советы “первопроходцам”
- 5 Выводы и полезное видео по теме
- 6 Особенности трубогибов
- 7 Разновидности трубогибов
- 8 Самостоятельное изготовление устройства
- 9 Гидравлический трубогиб своими руками для профильной трубы: чертежи и особенности схем
- 10 Прокатный ручной самодельный трубогиб для профильной трубы своими руками: видео и схемы
- 11 Видео: советы по изготовлению ручного агрегата
- 12 Что такое профильная продукция и какой она бывает?
- 13 Технология изготовления профильной трубы
- 14 Изготовление профильных труб по полному циклу
- 15 Принцип проката и контроля профильной трубы
- 16 Оборудование для производства профильных труб

Профильные трубы используются в качестве материала не реже, чем круглые. Выполняя монтажные работы с ними, также приходится резать, гнуть, точить, варить. Без соответствующей оснастки в такой работе не обойтись никак.
Купить готовые приспособления для слесаря и сантехника получается не всегда, часто приходится делать оснастку самостоятельно. Например, изготовить трубогиб профильной трубы своими руками вполне по силам каждому. Мы предлагаем ознакомиться с тремя наиболее популярными вариантами и с технологией их сооружения.
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.

Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
















Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты – трубогибы – предоставляют более широкие возможности по операциям сгиба. Работа с трубогибом практически не ограничивает потребностей конструкторов, использующих в работе профильные трубы.
Гнуть можно изделия разных размеров, но с учётом всевозможных технических характеристик. Многообразие модельного ряда трубогибов профильных труб позволяет делать работу любой сложности.
Конструкция #1 – ручной трубогиб
В целом конструкция инструмента достаточно проста, а это значит – доступна для исполнения неподготовленному человеку. Самостоятельно делают не только малогабаритные мобильные конструкции ручного действия, но также стационарные системы, оснащённые электрическим приводом.
Для частного применения больше актуальны ручные модели. К тому же изготовление приспособлений ручного действия обходится несколько дешевле.
Одна из распространенных схем ручного устройства, пригодная для изготовления трубогиба, выстраивается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Инструмент действует по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполняются из металла, в том числе ролики опорные и упорный. Между тем часть компонентов (те же ролики) допускается изготавливать из других материалов. К примеру, есть самодельные конструкции с роликами из древесины.
Материал рабочих элементов – это показатель, определяющий, с какими трубами (по толщине стенок и твёрдости металла) может работать трубогиб.
Конструкция #2 – механизированное мощное устройство
Ряд самодельных конструкций не ограничивается только лишь инструментом ручного действия. Умельцы создают самодельные трубогибы, которые впору сравнивать с промышленным оборудованием. Детали для таких систем легко отыскать среди хлама технических предприятий или можно дешево купить на рынке.
Усиленные трубогибы профильных труб оснащаются электрическим приводом. На таких «станках» без особых сложностей сгибаются профили разного сечения, имеющие толщину стенки в несколько миллиметров.
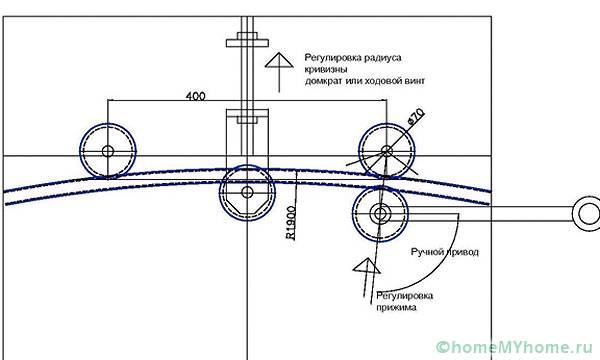
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- раму, сваренную из швеллеров;
- два металлических прокатных ролика;
- три передаточных шестерни;
- цепь металлическую;
- редуктор и электродвигатель с механизмом ременной передачи.
Прокатные ролики установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, связанные металлической цепью.
Главный крутящий момент цепная передача получает от редуктора, который, в свою очередь, вращается валом электродвигателя. Валы электродвигателя и редуктора через шкивы объединяются ремнём.
Редуктор в схеме станка исполняет значимую роль – высокий крутящий момент вала электродвигателя редуцирует в низкий крутящий момент, передаваемый шестерням опорных роликов. Поэтому нет необходимости устанавливать на аппарат мотор с малыми оборотами. Здесь подходит электродвигатель стандартной конфигурации на 960 – 1500 об./мин.
Все детали конструкции монтируются на металлической раме, изготовленной из обрезков швеллера. Крепление деталей к раме выполнено простым способом – болтами или сваркой. Для установки подобного станка всегда найдётся место на дачном участке, во дворе частного дома, в гараже под личный транспорт.
Конструкция #3 – гидравлический вариант трубогиба
Установка с электрическим приводом – это действительно мощная машина. Но ещё более мощной выглядит конструкция, оснащённая автомобильным домкратом.
Схематика такой гидравлической установки непревзойдённая простота. Но при этом характеристики приспособления впечатляют. С помощью этой машины гнутся профильные трубы, которые не всегда удаётся согнуть даже трубогибу с электроприводом.
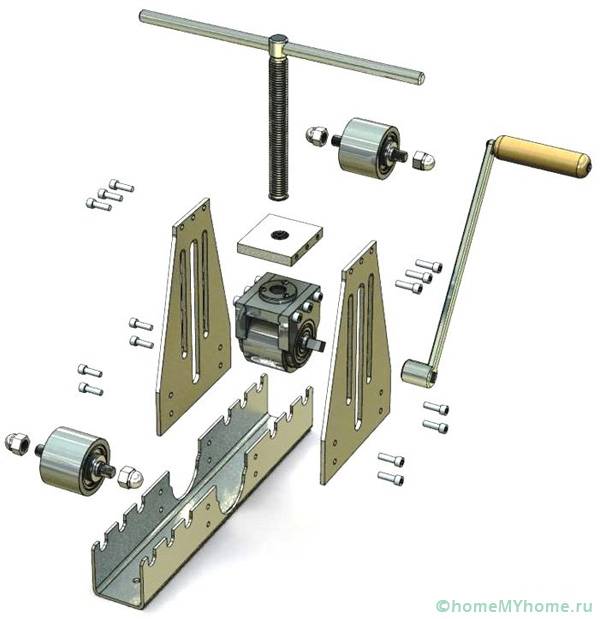
Пошаговый инструктаж на сборку гидравлической конструкции самодельного трубогиба для профильных труб начинается с подборки деталей.
Слесарю потребуются следующие из них:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
На швеллерах все детали крепятся болтовыми соединениями. Два верхних швеллера соединяются один с другим через петлевой замок. При этом один из швеллеров жёстко закреплён к основанию, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, исходящая с одной стороны подшипникового узла, соединяется с рукояткой подачи через металлическую втулку. Соединение фиксируется штифтом.
Принцип действия конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса сгиба.
Если в предыдущих установках для регулировки использовался ходовой винт, передвигающий опорный ролик по вертикальной оси, здесь работу ходового винта исполняет «плавающий» швеллер, который перемещается штоком домкрата. Такая система требует для сборки даже меньше ресурсов, чем конструкция с электроприводом.
С процессом сборки простейшего трубогиба с домкратом ознакомит следующая фото-подборка:
















Собственноручно сооруженный трубогиб используют при выполнении различных работ в загородном хозяйстве. Чаще всего он применяется для изготовления арок, из которых собирают теплицу.
Владелец самодельного трубогиба запросто сделает все конструктивные части теплицы в один день:








Инструктаж по использованию трубогибов
Технология сгиба профильной трубы не требует особых навыков. Но в зависимости от используемого типа трубогиба процедура сгиба может сопровождаться определёнными нюансами.
Для понимания разберём пример работы с ручным трубогибом, оснащённым винтом регулировки радиуса сгиба:
- Профильная труба обрезается по требуемому размеру.
- Упорный ролик трубогиба устанавливается в стартовую позицию.
- Профиль помещается в пространстве между роликами (упорный по верху трубы, опорные снизу трубы).
- Регулировочным винтом упорный ролик прижимают к трубе с некоторым усилием.
- Рукояткой подачи профильная труба коротким ходом перемещается вперёд-назад.
Короткий ход трубы и прижим регулировочным винтом выполняются до получения требуемого радиуса сгиба.
Подобный инструктаж применим также для трубогибов профильных труб, конструкция которых сделана на основе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными приводами.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Выводы и полезное видео по теме
Из видеоролика вы можете узнать, как выглядит самодельный трубогиб на станине.
Работать с трубами профильной формы приходится достаточно часто в условиях ведения домашнего или дачного хозяйства. Поэтому присутствие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, инструмент этот несложно изготовить самостоятельно. А сделав такую конструкцию, её легко освоить и периодически применять.
Пишите, пожалуйста, комментарии в находящемся ниже блоке. Расскажите о том, как своими руками согнули профильную трубу. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.
Время чтения: 7 минут Нет времени?
Отправим материал вам на e-mail
В некоторых случаях возникает необходимость изогнуть профильные трубы в форму дуги. При этом потребуются специальные навыки и некоторый инструмент. Специальные приспособления помогут создать трубогиб для профильной трубы своими руками. Для таких изделий не потребуется приобретать дорогостоящие материалы и оборудование. Подробнее в материале ниже.

Вариант самодельного агрегата
Особенности трубогибов
Прежде чем начать производство трубогиба для профильной трубы своими руками, необходимо узнать для чего требуется подобное оборудование. Трубогиб представляет собой установку, которая помогает изогнуть выбранную деталь из разного материала с требуемым радиусом.

Есть разные варианты ручных конструкций, предназначенных для сгибания магистралей
Элемент может быть выполнен из стали, пластика или алюминия, а также быть профильным. Угол загиба варьируется от 0 до 180 градусов.
Полезная информация! Сделанные устройства бывают различных видов, поэтому перед их изготовлением стоит подобрать самый оптимальный вариант.
Разновидности трубогибов
Приспособления промышленного назначения могут классифицироваться по способу изгиба или типу привода.

Самодельные устройства могут делаться из недорогих и ненужных материалов
Классификация устройств по типу привода
В масштабах производства применяются различные типы станков. Помогут изготовить подходящие виды трубогибов своими руками для профильной трубы — чертежи и профессиональные схемы.
Выделяются следующие виды устройств:
- Гидравлические станки бывают стационарными или ручными. Они позволяют гнуть детали диаметром в 3-дюйма. Применяются подобные устройства на производствах. С их помощью выполняются огромные объемы работ.

Пример гидравлического прибора
- Конструкции электромеханического типа подходят для обработки любых магистралей. Возможности электроники помогают точно рассчитать угол изгиба и необходимое усилие нажатия.

Электромеханические модели позволяют работать с более сложными изделиями
- Ручные устройства применяются для сгибания изделий с небольшим диаметром.

Ручная модель с дополнительным рычагом
Полезная информация! Важно учитывать, что термическое воздействие на профильные элементы вызывает изменения во внутреннем строении материала. При этом могут уменьшаться свойства прочности. Многократные изгибы могут привести к разрушению конструкции.
Варианты устройств по способу изгиба труб
Деталь можно согнуть различными вариантами. Трубогибы классифицируются по методу сгибания:
- Сегментные оснащены специальным механизмом, который позволяет протаскивать магистраль и перегибать ее под определенным углом.

Сегментное ручное гибочное устройство
- Арбалетные устройства оборудуются специальным приспособлением, которое представляет собой изгибающий элемент.

- Пружинные устройства оборудуются специальными пружинами, которые помогают гнуть изделия из пластика.

Вариант с пружинами
Полезная информация! Величина возможного угла зависит от характеристик изделия. При самостоятельных работах, стоит придерживаться минимально значения радиуса изгиба. Если согнуть на большее расстояние, то со временем такая магистраль может деформироваться.
Самостоятельное изготовление устройства
Есть множество вспомогательных материалов, рассказывающих как сделать трубогиб для профильной трубы своими руками: чертежи, видео и профессиональные схемы помогут создать качественную конструкцию.

Использование самодельной конструкции
Стоит рассмотреть простые варианты самодельного оборудования. Можно сконструировать несложный механизм с помощью шаблона и специального радиуса. Подобные технологии позволяют обрабатывать алюминиевые и стальные магистрали. Шаблон можно создать из обычных досок. При этом подбираются детали с большим диаметром, чем трубы, которые потребуется сгибать. Подобранные доски требуется надежно закрепить, чтобы труба не могла из них выскочить. Для создания округлого желоба доски выпиливаются под необходимой формой. Деревянное изделие крепится к прочному основанию и рядом монтируется упор для крепления обрабатываемой детали.
Чертеж прокатного агрегата
Изготовленные своими руками изделия в состоянии согнуть даже элементы с толстыми стенками. Для этого потребуется применить лебедку. При использовании профильной магистрали не применяются скосы при обработке досок. Изделие закрепляется специальными ограничивающими приспособлениями.

Использование цепной передачи
Из древесины также возможно создать прокатный вариант трубогиба, но для этого понадобятся специальные ролики из полиуретана или подшипников. Для изделий из более мягких материалов можно смастерить деревянные агрегаты для сгибания, а для более жестких магистралей потребуются детали из металла.

Необходимые для монтажа детали
Полезная информация! При самостоятельном выполнении станка отдельные детали выполняются из металла. Перед монтажом стоит рассчитать прочность обрабатываемых деталей и качество материала изготовления, чтобы конструкция выдержала их обработку.
Гидравлический трубогиб своими руками для профильной трубы: чертежи и особенности схем
Особого внимания требует создание гидравлической конструкции. Чтобы выполнить подобную установку понадобится швеллер, домкрат со специальным приводом, ролики и башмак. Необходимо подобрать листы из металла, толщина которых более 3 мм.

С применением сварочных агрегатов из прочного швеллерного элемента выполняется система в форме прямоугольника. Ее высота должна быть такой же, как и у домкрата. Данный элемент должен исполнять роль толкателя. Важно подобрать качественные ролики для точного обхвата выбранных труб.

Самодельная гидравлическая установка
Подобный гидравлический агрегат имеет множество преимуществ. Это простота при изготовлении и невысокая стоимость вспомогательных моделей. С помощью подобной установки можно сгибать любые трубы даже в холодном состоянии. Подробно покажет, как сделать трубогиб своими руками для профильной трубы, видео ниже.

Чертеж гидравлической установки с использованием домкрата
Полезная информация! Профильная труба с сечением в форме квадрата будет легче сгибаться поблизости к концам магистрали.
Видео: пример самостоятельно изготовленного гидравлического трубогиба
Прокатный ручной самодельный трубогиб для профильной трубы своими руками: видео и схемы
Выбранный элемент обрабатывается на прокатном станке определенным образом. Деталь устанавливается на ролики и крепится в нужной позиции. При движении рукоятки двигается цепь и перемещает валы. В результате профильная труба гнется в заданном и нужном направлении.

Прокатный механизм на станине
Для создания прокатного агрегата потребуется выполнить следующие действия:
- Вытачиваются обоймы и специальные ролики для подшипникового механизма. Если есть чертежи, то можно заказать подобную работу специалисту.

Ролики делаются на обычном на токарном станке
- В агрегате монтируется три вала.
- Изготавливается конструкция винтового механизма. Из швеллера делается полка. В ней проделываются отверстия под крепеж валов, а также нарезается резьба для регулировки прижимного вала.
Устройство прокатного агрегата
- Все элементы собираются при помощи сварочного аппарата.
- Конструкция с прижимным валом монтируется на специальных пружинах. Боковые валы крепятся с помощью цепи. Также приваривается рукоятка ,отвечающая за вращение.
- Устанавливается домкрат, который позволяет контролировать прижимное усилие.

Конструкция в разрезе
Полезная информация! Для создания прокатной конструкции своими руками требуются специальные расчеты, а также подробные чертежи. Не стоит создавать агрегат без специальной документации.

Трубогибы для профильных труб можно создать собственными силами. Для несложных работ подойдут приспособления из дерева. Если гибка труб является основной деятельностью, то потребуется более мощный станок.

Можно сделать качественный прибор из ненужных материалов
Видео: советы по изготовлению ручного агрегата


Экономьте время: отборные статьи каждую неделю по почте
Профильные изделия являются одними из наиболее востребованных во многих промышленных и хозяйственных отраслях. Организация предприятия, производящего профильный металлопрокат, – решение разумное, но требуемое весомых вложений, даже в случае устройства небольшого цеха (запускать сразу мощную линию бессмысленно). Первое, что стоит сделать предпринимателю – ознакомиться с технологией производства и изучить потребности потенциальных покупателей в регионе.

Современные предприятия выпускают профильные трубы различных типов, форм и назначения
Что такое профильная продукция и какой она бывает?
Профильные трубы изготавливаются для сборки металлоконструкций различных габаритов и назначения: каркасов, ангаров, временных и постоянных теплиц. Стандартный металлопрокат с круглым сечением для таких целей не подходит, так же, как и не годятся профильные трубы для водо- и газопроводов.
Чтобы убедиться в целесообразности выпуска профильных труб, стоит ознакомиться с широким перечнем сфер применения данных изделий:
- профильные трубы стандартной конфигурации. Сфера использования расширена на конструирование строительных лесов, трубопроводов, защиту кабельного оборудования, формирование систем орошения или ограждения.
- магистральные профили. Используются при строительстве крупногабаритных трубопроводов с частыми перепадами давления в качестве опорных сегментов (данные трубы чаще всего изготавливаются по ТУ производителя и под индивидуальный заказ).
- профильный металлический прокат с повышенной устойчивостью к химическим соединениям. Востребован в пищевой, фармацевтической и химической отраслях.
- машиностроительные профили. Применяются в производстве автомобильных поршней, валов, цилиндров, подшипников.
Различны также виды сечения профильных изделий. Оно бывает овальным, плоскоовальным, квадратным, прямоугольным, многоугольным. По отдельному заказу предприятие может иметь возможность производства профилей с сечением в форме треугольника, шестиугольника и т.д.

В сфере строительства востребованы трубы квадратного и прямоугольного сечения
Существует несколько способов изготовления профилей. В зависимости от практикуемого метода производства будут отличаться свойства изделия:
- Горячекатаные профильные изделия бесшовного типа: используются в средах, требующих повышенных показателей прочности. Обычно антикоррозийны, устойчивы к любым агрессивным кислотам и веществам.
- Холоднокатаные профили либо же стандартные: более упругие конструкции, способные выдерживать значительные перепады давления.
- Холоднокатаные профили электросварного типа: прочные и долговечные конструкции, но только при соблюдении норм эксплуатации.
Массовое производство труб, различных по назначению, требуют корректировки в списке требуемого оборудования. Ниже представлена схема производства стандартных профильных труб, которую следует варьировать в соответствии с разработанным бизнес-планом.
Технология изготовления профильной трубы
Теоретически создание профилей с квадратной или прямоугольной формой сечения требует наличие одного лишь станка – вальцовочного, способного обеспечить достаточные для формования условия. Данный способ производства подразумевает закупку обыкновенных стальных труб с круглым сечением и доработку их на вальцовочном стане.

Одним из способов получения профильных труб является прокатка круглых изделий на вальцовочном станке
Полученный металлопрокат будет визуально полностью соответствовать представлениям потребителя о прямоугольных профилях, но в технологическом плане подобные изделия будут считаться выполненными непрофессионально. Способ вальцовки из готовых круглых труб подойдет тем предпринимателям, которые не планируют запускать линию профилей для масштабных задач (таких, как постройка каркасов для ангаров или даже жилых домов).
Важно! Деформированные на вальцовочном стане профили могут применяться только в качестве основы для выносной рекламы (штендеров-мимоходов), для удовлетворения нужд частного строительства, мебели и декоративных интерьерных элементов.
Покупательским спросом данные изделия пользоваться будут, но они совершенно не будут подходить для организации тех конструкций, к которым предъявляются более высокие нормы безопасности и надежности.
Если планируется выпуск более качественных изделий (что значительно расширяет варианты сбыта готовых изделий), то наиболее приемлемым вариантом для организованных предприятий будет производство профильной трубы по полному циклу, включающему в себя множество последовательных этапов.
Изготовление профильных труб по полному циклу
Технология производства профильных электросварных изделий в условиях полного цикла подразумевает наличие следующих операций:
- обработка штрипса;
- формирование и сварка круглой заготовки под профиль;
- профилирование круглой трубы;
- контрольная проверка качества;
- термическая обработка.

Полный цикл производства труб начинается с обработки штрипса — стальной полосы нужной ширины
Основой для создания заготовок под прокат будет металлический штрипс – листы стали требуемого сорта (обычно применяется низколегированная или углеродистая), поставляемые на производственный участок в рулонах. Предприятия по изготовлению профилей налаживают поставки листового металла напрямую с металлургических заводов, что позволяет не только снизить себестоимость продукции, но и обеспечить контроль качества над каждой единицей товара.
Полезный совет! Штрипс отличается не только сортом и качеством стали, но и толщиной. Наличие у предприятия заготовок различной толщины дает возможность изготавливать трубы всех уровней надежности и расширить сортамент предлагаемой продукции.
Первым этапом в обработке штрипса будет его размотка и порезка на сегменты необходимой ширины. Чтобы нарезать рулон листовой стали на ровные продольные отрезки, необходимо использование специальной резочной установки. Она рассчитана на нарезку металлических полос толщиной от 5 см (у разных станков свои показатели, также они зависят от толщины штрипса). Для удобства проведения дальнейших действий полученные отрезки свариваются в единую непрерывную ленту.
Полученную после нарезки и сварки ленту наматывают на постоянно вращающийся барабан. Данный производственный принцип реализуется для того, чтобы вальцы не простаивали, и осуществляли прокат профиля непрерывно. На барабан наматывается резерв будущих заготовок, который также должен периодически обновляться.
Дальнейшим действием будет передача металлической ленты на формовочный стан. Здесь, в нескольких клетях, вальцы формируют заготовку, круглую в сечении. Заготовка имеет бесконечную протяженность, формовочный станок продолжает производить ее до тех пор, пока не заканчивается лента в барабане. Обычно этот этап происходит без нагрева, с участием холодной листовой стали, но иногда полоса стали подвергается сразу и термической обработке.

Электросварную трубу легко отличить по наличию шва на одной из сторон
Заготовка с открытым швом передается к сварочной установке, где ее края свариваются посредством высокочастотных токов. Параллельно этому процессу изделие продолжает сдавливаться вальцами, из-за чего по всей длине шва, и снаружи, и изнутри трубы происходит отхождение лишнего расплава – грата, который тут же удаляется резцами. Заготовки, прошедшие этап сварки, охлаждаются эмульсионными составами.
Принцип проката и контроля профильной трубы
Охлажденная заготовка переходит на стадию профилирования, которое проводится в несколько циклов:
- Прокат отправляется через вальцы для придания максимально идентичной круглой формы по всей длине изделия;
- Круглая труба переходит на профилирующий станок для обжимки с четырех сторон: в результате получается металлопрокат с требуемой формой сечения.
Второй технологический этап необходим лишь в том случае, если запланирован выпуск труб с прямоугольным (квадратным, многоугольным) сечением. Для плоскоовальных или овальных профилей достаточен прокат через первые, контрольные вальцы. После этого заготовка режется на отрезки заданной мерной либо немерной длины, в процессе чего подвергается непрерывному охлаждению.
Наиболее «слабым местом» в электросварных конструкциях считается сварной шов, который в обязательном порядке подвергается на предмет герметичности. Изготовление не считается завершенным, а металлопрокат – допущенным к реализации, если не были произведены следующие методы проверки:
- Вихретоковая дефектоскопия. Дефектоскоп работает по принципу того, что на электромагнитные характеристики любого металла, в том числе и стали, влияют различные степени напряжений, вызываемые дефектами шва, внутренние раковины и другие нежелательные факторы.
- Визуальный осмотр. Специалист контроля качества осматривает шов с целью обнаружения повреждений, полученных вследствие неисправности формующих и профилирующих вальцов, дефектов электросварки. Специалист также может выявить визуальные недочеты, которые дефектоскоп определить не в состоянии: неровности, механические повреждения.

В продажу пускают только те трубы, которые прошли контроль качества
Данные методы контроля могут использоваться как параллельно, так и в единичном порядке. Кроме осмотра готовых изделий, обязательно проведение систематической профилактики всего оборудования производственного цеха с целью избежать массовой отбраковки изделий.
Для улучшения прочностных показателей стали готовое изделие на завершающей стадии цикла подвергается повторному нагреванию. Необходимо это по той причине, что при деформировании сталей в них образуются внутренние напряжения. Раскаленное изделие оставляют до полного остывания, после чего передают в фасовочный отдел. Прокат, прошедший этот этап, имеет несколько более высокую себестоимость. Этим и объясняется отсутствие данного процесса на некоторых предприятиях. Включать этап дополнительной закалки в производственный цикл или нет – зависит от концепции планируемого предприятия.
Оборудование для производства профильных труб
Количество закупаемого оборудования напрямую зависит от того, какой уровень качества рассчитывает получать компания и какие существуют возможные каналы сбыта. Нет смысла приобретать высокопроизводительное оборудование, если единственный доступный на данный момент вариант продажи изделий – мебельные или рекламные компании, небольшие строительные предприятия.
Основные критерии выбора аппаратной составляющей – примерный стартовый капитал и объемы выпускаемой продукции. Для молодого предприятия будет достаточно линии малой, в крайнем случае – средней мощности.
Стандартной линией, на которой будет осуществляться прокат профильных труб, будут следующие аппаратные части:
- станки для разматывания, подготовки и обработки металлических листов (обычно – консольный разматыватель);
- прокатный стан для формовки в круглую трубу;
- узел для сварки заготовки;
- узел для среза кромки сварного шва;
- охлаждающий участок;
- профилировочный стан в многоугольную трубу;
- отрезной нож для нарезки готовых профилей.

Для резки готовых труб в промышленных условиях понадобится специальный станок
Важно! Если планируется участок оцинковки в производственном цехе, обязательным будет также оснащение линии специальной ванной для оцинковки изделий.
Производственные линии могут быть как полностью автоматизированные, так и с обязательным использованием ручной силы. Автоматизированные линии имеют более высокую стоимость, но и большую производительность. Стандартные линии оснащены только прямоугольными валами. Для увеличения мощности предприятия и, соответственно, прибыли, придется покупать дополнительные валы, позволяющие придавать профилю квадратную или многоугольную форму.
Кроме закупки оборудования, необходимо учитывать первоначальные расходы на металлический прокат, арендную плату и заработную плату для персонала. В производственном цеху на одной линии профильной трубы могут работать два человека – оператор станка и подсобный рабочий. Приглашать придется не только рабочий персонал непосредственно в цех, но и технолога, по возможности – лаборантов, следящих за соответствием выпущенных изделий нормативам.
Такой вид строительного металлопроката, как профильная труба, является актуальным в условиях современной промышленности. Даже небольшое, но грамотно оборудованное и имеющее хорошую репутацию предприятие, может иметь стабильный доход и постоянных заказчиков в самых разнообразных производственных сферах.


Отправить ответ