
Как гнуть профильную трубу в домашних условиях
Содержание:
- 1 Особенности гибки профильных труб
- 2 Влияние характеристик материала на выбор метода сгиба
- 3 Способы гибки труб
- 4 Использование специального оборудования
- 5 Вывод
- 6 В чем заключается сложность гибки профильного проката
- 7 Необходимость учета профиля
- 8 Особенности наиболее популярных методов гибки труб
- 9 Гибка профтруб с предварительным нагревом
- 10 Как согнуть трубу без предварительного нагрева
- 11 Приспособления для гибки труб
- 12 В чем проблема гибки профиля?
- 13 Влияние материала на выбор способа сгиба
- 14 Способы сгибания и приспособления для гибки
- 15 Советы и рекомендации
- 16 Сколько стоит погнуть профиль для теплицы
- 17 Специальные устройства для гибки
- 18 Изготовление гибочного станка своими руками
На фото – гнутые профильные трубы.
Недавно пришло мне на ум сделать из металлопроката беседку на дачном участке, да не простую, а с выкрутасами и изгибами модными, чтобы похвастаться перед друзьями и знакомыми и удивить их чем-то. Для этого нужны были гнутые детали, а трубогиб я из города не привез и ехать за ним не хотел (уже коньячку немного принял для настроения). Поэтому пришлось выходить из положения и решать, как согнуть профильную трубу в домашних условиях.
Так вот, оказалось, что я за время своей профессиональной деятельности накопил немало опыта в этом вопросе. И естественно, у меня возникло непреодолимое желание поделиться им с вами, моими читателями. В результате и появилась эта инструкция. Следуя ей, вы согнете прямоугольную или квадратную трубу под любым углом в соответствии со всеми СНиП и ГОСТ.
Особенности гибки профильных труб
Если вы не так давно стали что-то делать по дому своими руками, то можете не понять всю важность проблемы. Действительно, что там сложного: гни ее себе молотком в любом направлении и все тут.

Согнуть профилированную трубу под нужным углом – задача не из легких.
Однако придать профилированной трубе плавную и изогнутую конфигурацию, сохранив все ее технические характеристики, не так просто. Обычно это делается с помощью специального приспособления под давлением холодным или горячим способом.
Суть в том, что на прямоугольный профиль при сгибе одновременно действуют две силы:
- сжатия — с внутренней стороны;
- растяжения – с внешней стороны.
В результате возникает несколько сложностей, из-за которых слесаря и придумывают разные ухищрения для сгиба труб:
- Металлопрокат в процессе механического воздействия может изменить свою форму, а также утратить соосность отдельных частей. В результате края детали будут лежать в разных плоскостях, что не позволит использовать ее при монтаже.
- Наружная стенка, которая растягивается в процессе изгибания, может не выдержать механической нагрузки и треснуть, потеряв необходимую прочность.
- Внутренняя стенка, наоборот, будет неправильно сокращаться и образует складки, своим видом напоминающие гофрированную пластиковую трубу.

Деформация трубы в результате неправильного изгибания.
В принципе, я не раз встречался со случаями, когда неправильно изгибаемая заготовка просто сминается, после чего ее можно только выбрасывать в металлолом. Это приводит к неоправданному увеличению затрат на строительство, что для рачительного хозяина смерти подобно.
Именно поэтому нужно не бросаться сразу в бой с обрезками трубы, а изучить технологии изгибания труб. А они, кстати, напрямую зависят от технических характеристик используемого проката. Об этом я и хочу рассказать дальше, чтобы вы понимали всю механику процесса.
Влияние характеристик материала на выбор метода сгиба
Если вы еще не знаете, то сообщаю, что в понятие «профильная труба» относятся трубы всех геометрических форм, включая круглую. Но для простоты понимания так принято называть только изделия следующих форм:
- квадратной;
- прямоугольной;
- овальной;
- плоскоовальной.

Возможные профили труб.
Связано это с тем, что металлическую круглую трубу используют для конструирования водо- и газотранспортных систем, так она идеально для этого подходит и имеет прочные стенки, хорошо выдерживающие значительное давление.
Трубы других форм больше используются в строительстве для создания различных сооружений и конструирования предметов обстановки. Дальше я буду рассказывать только о квадратных трубах, так как именно их собираюсь использовать для строительства беседки.
Так вот, квадратных труб в магазине тоже бывает множество. Они отличаются друг от друга сечением и толщиной стенок. А эти два параметра, в свою очередь, влияют на то, под каким минимальным углом можно согнуть квадратный металлопрокат, не испортив его при этом.

Квадратные профилированные трубы различного сечения – выбирай на свой вкус.
Я не хочу и не буду сейчас вдаваться в инженерные тонкости и особенности, которые домашним мастерам и даром не нужны. Скажу только, что для определения минимального радиуса изгиба нужно знать сечение трубы.
Определяется радиус так:
- для тонких труб, сечение которых не превышает 20 мм, трубу нужно гнуть на участке, в 2,5 раза большем, чем высота профиля;
- для толстых труб изгибание нужно производить на участке, в 3,5 раза большем, иначе металл треснет с наружной стороны или сморщится с внутренней.

Радиусы изгиба стальных профилированных труб.
На толщину стенок. Лично я не советую изгибать большие по сечению трубы со слишком тонкими стенками, иначе детали потеряют соосность.
Лучше воспользоваться болгаркой и сварочным аппаратом.
Перед тем как гнуть профильную трубу нелишним будет знать и о том, что используемые вами стальные трубы из углеродистой стали имеют свойство немного пружинить, то есть возвращать форму после прекращения воздействия. Поэтому чтобы изогнуть трубу под нужным радиусом, нужно учитывать пластичность, делая сгиб чуть больше, чем необходимо по чертежу или лекалу.
Способы гибки труб
В общем, я решил, что хватит загружать вам головы теорией (хотя и без нее не обойтись). Поэтому перейду непосредственно к тому, как загнуть профильную трубу в домашних условиях.
Довольно часто в моей практике я гнул профильные трубы, одновременно прогревая место сгиба паяльной лампой. Высокая температура увеличивает пластичность материала и снижает риск порчи детали.

Тонкая труба легко гнется вручную.
Но если для строительства вы используете тонкий металлопрокат небольшого сечения, прибегать к дополнительным ухищрениям не нужно. Квадратные трубы и так примут нужную вам форму. Конечно, если подойти к этому делу с должным умением.
Я не могу вам дать однозначного совета, в каких случаях нужно использовать нагрев, а в каких нет. Скажу только, что действующими строительными правилами предусмотрено, что нагревать круглую (не квадратную) трубу обязательно, если ее диаметр превышает 10 см.
Однако приведу собственные соображения, которые сложились в результате многих лет работы на стройках:
- если сечение трубы не превышает 1 см, ни о каком нагреве я бы даже не упоминал;
- в случаях, если сечение трубы больше 4 см, все же советовал бы использовать паяльную лампу, чтобы не испортить дорогостоящий металлопрокат;
- в промежутке между двумя указанными выше крайностями решайте сами.

Толстые трубы согнуть гораздо сложнее.
Можно попробовать согнуть трубу, зажав один конец в тисках. Если при приложении усилия труба гнется легко и не морщится, можете ее не греть. Если гнуть тяжело – грейте. Расскажу и про тот, и про тот способы.
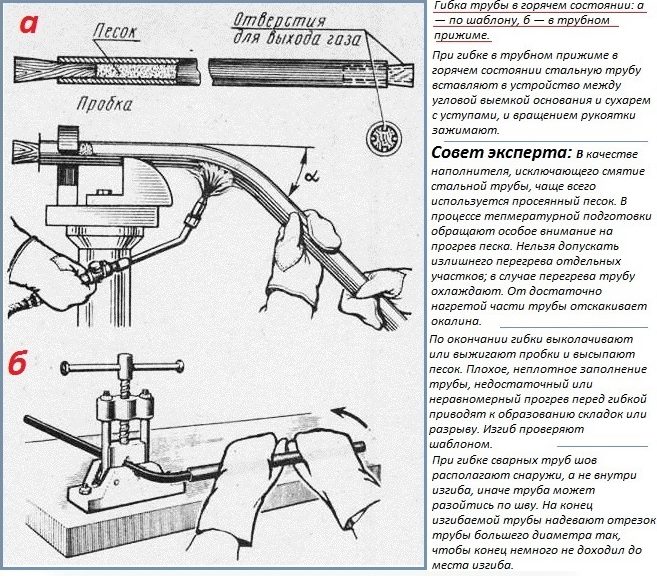
Горячая гибка профилированных труб
Начну с горячей гибки, как более сложной. Чтобы избежать деформирования трубы, ее полость необходимо заполнить песком. В этом случае у вас получится деталь, внешний вид которого удовлетворит даже самого строгого мастера ОТК (из прошлого навеяло).

Порядок горячей гибки стальной профилированной трубы.
Сам процесс горячей гибки профилированной трубы происходит следующим образом:
- Из подходящих деревяшек (я беру два брусочка) вытачиваю две пробки, которые подходят по размеру для имеющейся трубы. Они должны плотно входить в боковые отверстия детали и не болтаться.
- Затем сбоку на пробках выбираю небольшие пазы, через которые наружу будут отводиться горячие газы и сгибаемой металлической трубы.
- Тот участок, который будет сгибаться, предварительно отжигаю.
- Затем готовлю наполнитель, роль которого у меня играет чистый речной песок (хотя, в принципе, можно использовать любой мелкозернистый песок).

Мелкозернистый песок – отличный наполнитель для гибки труб.
Засыпание песка в трубу происходит по следующей схеме:
- один конец трубы забиваю пробкой;
- прокаливаю предварительно песок паяльной лампой;
- засыпаю песок в заготовку, установленную перпендикулярно земле или под углом;
- во время засыпания постукиваю по трубе, чтобы песчинки распределялись равномерно, не оставляя пустот;
- после полного заполнения заготовки закрываю пробкой второй торец трубы.
Песок перед использованием рекомендую просеять, избавившись от гравия и мелких камешков. Сначала нужно использовать крупное сито, а затем мелкое, с размером ячейки в 0,7 мм, чтобы избавиться от пылеватых частиц.
Если этого не сделать, песок запечется внутри трубы и высыпать его оттуда будет проблематично.
- После засыпания наполнителя, перехожу к изгибанию. Для этого зажимаю заготовку одним концом в тисках и мелом отмечаю место, которое нужно будет сгибать. Деталь нужно закреплять так, чтобы сварной шов трубы (если она не цельнотянутая), находится сбоку. В противном случае он может лопнуть.
- Паяльной лампой раскаляю нужный участок до темно-вишневого цвета и придаю трубе нужную форму. Делать это нужно быстрым, но плавным движением, следя за тем, чтобы изгибание производилось в одной плоскости.

Паяльной лампой можно хорошо прогреть стальную трубу.
- После остывания металла выбиваю пробки и высыпаю песок из труб. Если деревянные бруски выбить не удастся, выжигаю их паяльной лампой.
Сразу предупрежу, что подобный способ подходит в том случае, если вам нужно согнуть заготовку под определенным (не очень большим) радиусом в одном месте. То есть нагревать металл придется только один раз.
В противном случае постоянные температурные колебания нарушат прочность металлопроката и деталь может просто лопнуть.
Холодная гибка
Согнуть профилированную трубу без ее нагрева можно с использованием заполнителя и без него. Если сечение детали не превышает 10 мм, можно обойтись без заполнения полости. В большую трубу лучше засыпать песок.
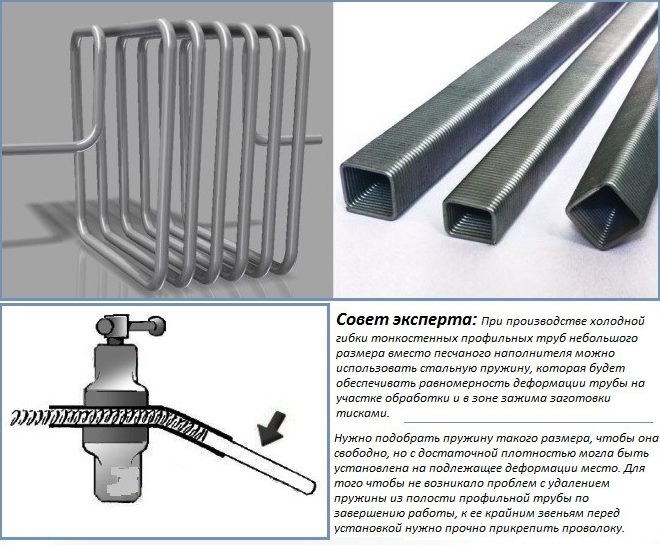
Иногда профилированные трубы я гнул с использованием плотной пружины подходящего размера. Ее помещают в полость трубы, после чего выполняют изгибание под нужным углом, не боясь смещения осей детали.

Пружина для холодной гибки труб.
В этом деле важно подобрать правильный размер пружины. Она должна входить в трубу плотно, но двигаться свободно. Иначе потом эту деталь можно и не достать.
Если же вам понадобилось согнуть трубу под нужным радиусом, а паяльной лампы под рукой нет, предлагаю воспользоваться другим способом, к которому мне тоже приходилось прибегать. Для его реализации понадобится шлифовальная машинка с диском для резки металла и сварочный аппарат.
Схема работы следующая:
- Необходимо заранее рассчитать радиус перегиба трубы и отрезок, который будет изгибаться.
- По длине этого участка с одной стороны нужно сделать пропилы, оставив неповрежденной одну грань трубы. Количество этих пропилов зависит от того, насколько маленьким должен быть радиус изгиба.
- После этого благодаря получившимся распилам можно легко согнуть деталь, зажав один ее торец в тисках.
- Следующий этап – сварка поврежденных участков с помощью электрического или газового сварочного аппарата.
- Как только швы остынут, можно их зачищать и сваривать.

Схема сгибания трубы с помощью болгарки и сварочного аппарата.
Использование специального оборудования
Все описанные выше способы можно использовать, если предстоит небольшой объем работы. Однако когда придать плавный изгиб большому количеству деталей, придется использовать специализированное оборудование. Его можно сделать самому, купить или взять в аренду.
Расскажу об этом немного подробнее, так как вопросов подобного рода поступает достаточно много, поэтому тему считаю актуальной.

Трубогиб для профильной трубы – максимальная автоматизация.
Простейшие ручные трубогибы
В свое время мне пришлось согнуть немалое количество металлопроката, поэтому даже навскидку могу привести немало примеров простых приспособлений для сгибания. Как я уже говорил, конкретный механизм зависит от сечения трубы, толщины стенок и необходимого радиуса изгиба.
Для домашних мастеров, задумавших возвести арочное строение из профилированных труб предлагаю такие варианты:
- Тонкие профилированные трубы можно согнуть с помощью горизонтальной стальной плиты с просверленными отверстиями. В них вставляются штыри, которые играют роль упоров при придании заготовке нужной форму.

Станок для гибки тонких стальных труб.
Нужно расположить трубу между упорами и согнуть ее под нужным углом. Начинать нужно с середины детали и двигаться к краям. В результате трубу согнуть получается, но идеальной формы вы не достигните, да и силы придется приложить немало.
- Трубы средней толщины рекомендую гнуть с помощью роликов, соединенных между собой наподобие станка Вольнова. В этом случае деталь нужно закрепить в тисках, после чего выполнить перегиб заготовки с помощью специальных роликов.
Качество сгиба получается лучше, чем по технологии, изложенной в первом пункте. Однако учитывая толщину и сечение заготовки, нужно быть неслабым атлетом, чтобы согнуть детали. Особенно если их много.

- Для сгибания деталей под небольшим радиусом (например, арки для беседки), можно использовать самодельные лекала с пазом на торце и хомутиком, за который зацепляется труба.

Сгибание по лекалу.
Как и во всех предыдущих случаях, для сгибания необходимо приложить немалое физическое усилие. Зато деталь принимает идеальную форму, обусловленную конфигурацией образца.
Гибочная плита
Если вы любите мастерить своими руками и часто используете профильные трубы, рекомендую потратить время и сделать стационарную гибочную плиту, которая поможет согнуть любые квадратные и прямоугольные трубы под нужным углом.
Он может иметь вид мобильной панели, которая для работы прикрепляется струбцинами к рабочей поверхности. Также плиту можно приварить к швеллеру или рельсе, забетонированной в пол мастерской.

Гибочная плита для сгибания профильных труб.
Схема изготовления универсальной гибочной плиты следующая:
- Основой для приспособления послужит толстая металлическая плита. Лучше брать металл потолще, чтобы устройство не деформировалось при сгибании толстых труб большого сечения.
- В плите необходимо вырезать или просверлить несколько отверстий, куда вставить болты, которые послужат упорами для сгибания труб под нужным углом.
- Радиус изгибания трубы в процессе работы можно регулировать насадками подходящего диаметра, которые надеваются на болты.
- Для сохранения соосности обрабатываемых заготовок во время работы над ними можно устанавливать другую пластину, препятствующую перегибу детали в другой плоскости.
Оправка для сгибания труб
Это слесарное приспособление используется для обработки труб, сечение которых не превышает 2,5 см. Для его изготовления потребуется верстак и большое свободное пространство вокруг него. На одном краю рабочей поверхности верстака нужно просверлить множество отверстий в разных местах, которые необходимы для закрепления опорных болтов.

Оправка для сгибания труб в действии.
Кроме того, понадобится лекало из толстой фанеры, по которому и будет проводиться сгибание заготовки. Форма детали после обработки будет точно соответствовать диаметру, по которому выпилена фанера.
Минус подобного решения в том, что вам нужно менять лекало каждый раз, когда возникнет необходимость согнуть трубу под другим радиусом.
Схема работы с такой оправкой максимально проста:
- Конец трубы закрепляется между болтом и оправкой (лекалом), которая, в свою очередь, плотно крепится к верстаку с помощью нескольких струбцин.
- После этого нужно просто согнуть трубу, опирая ее на лекало.
- Если заготовка короткая, на ее конец можно надеть трубу большего сечения (или диаметра), которая будет играть роль рычага.
Ручной гибочный станок
Если вы собираетесь открыть собственный бизнес по изготовлению арочных конструкций из профильных труб, все ручные приспособления вам не подойдут. После нескольких дней работы руки у вас просто отвалятся, поэтому лучше сразу механизировать весь процесс.

Гибочный станок для профильных труб.
Для гибки труб в этом случае лучше использовать самодельный или покупной гибочный станок, состоящий из двух неподвижно закрепленных и одного подвижного ролика. Регулируя положение последнего, можно менять радиус изгиба квадратной или прямоугольной трубы. Хотя цена станка немаленькая, он сэкономит вам огромное количество сил и времени.
Вывод
Теперь, я надеюсь, вам понятно, как согнуть профильную трубу без трубогиба и с использование спецоборудования. Как видите, если знать некоторые секреты и технологии, ничего сложного в этом процессе нет. Можете смело приступать к работе.
А если у вас есть собственные технологии сгибания труб квадратного или прямоугольного сечения, я буду очень благодарен, если вы поделитесь ими в комментариях.
Почерпнуть больше креативных идей, касающихся строительства домов и обустройства загородных земельных участков вы можете из видео в этой статье.
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу. Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков. Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.

Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
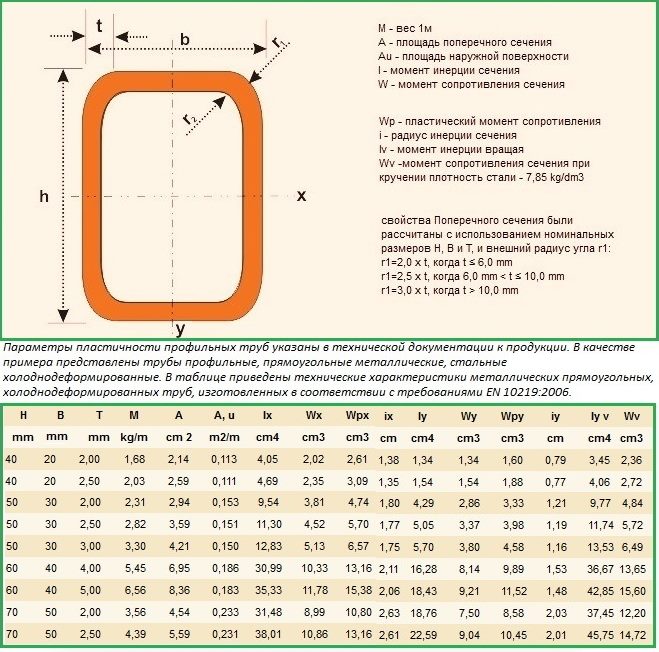
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
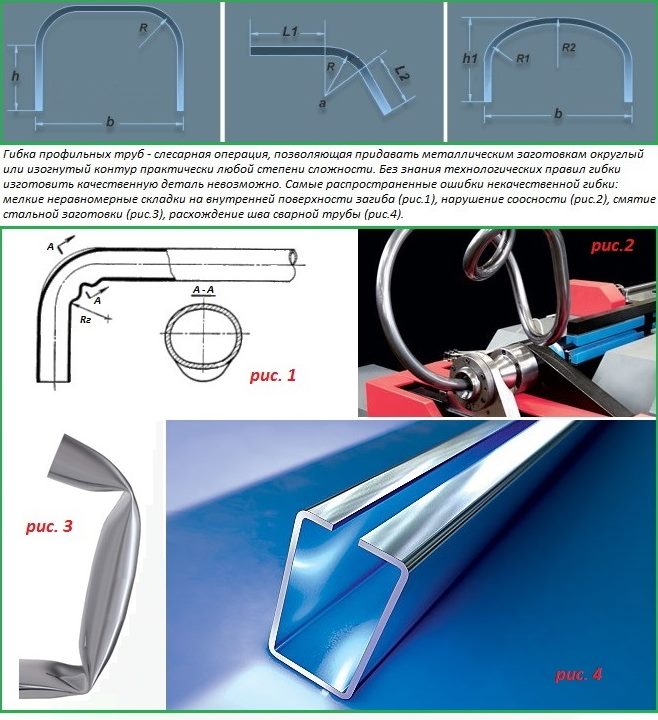
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
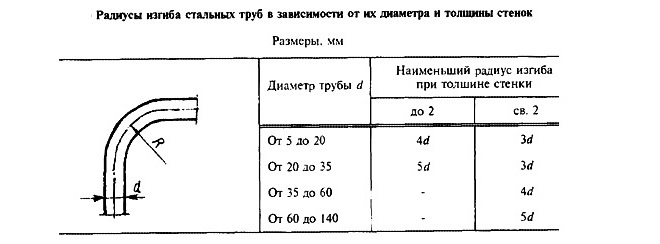
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
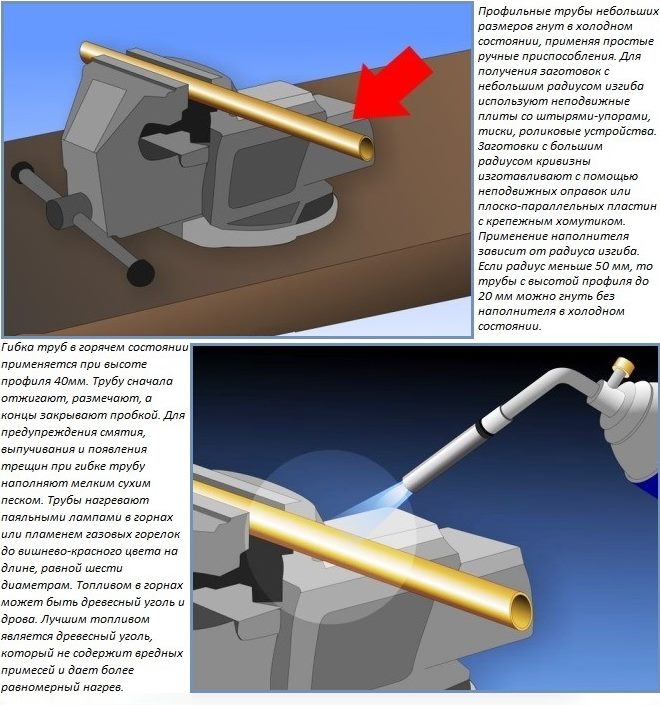
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
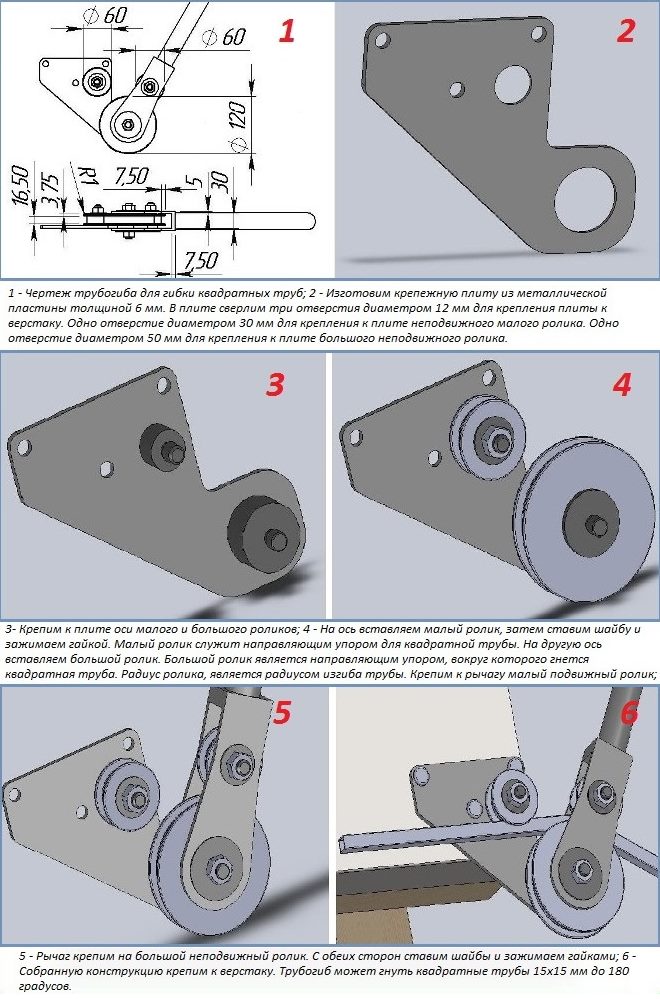
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
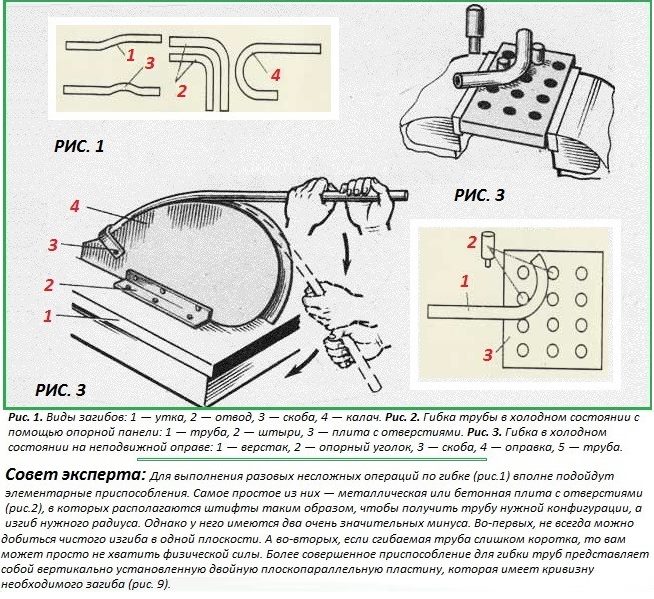
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
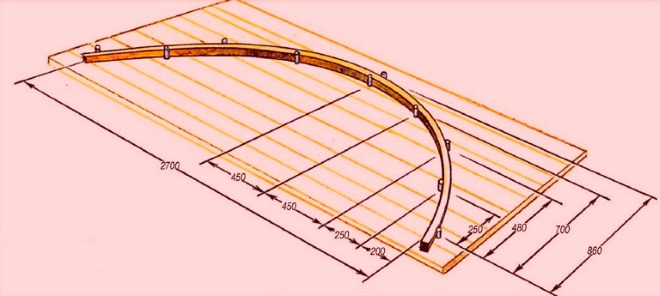
Схема стенда для гибки профильных труб
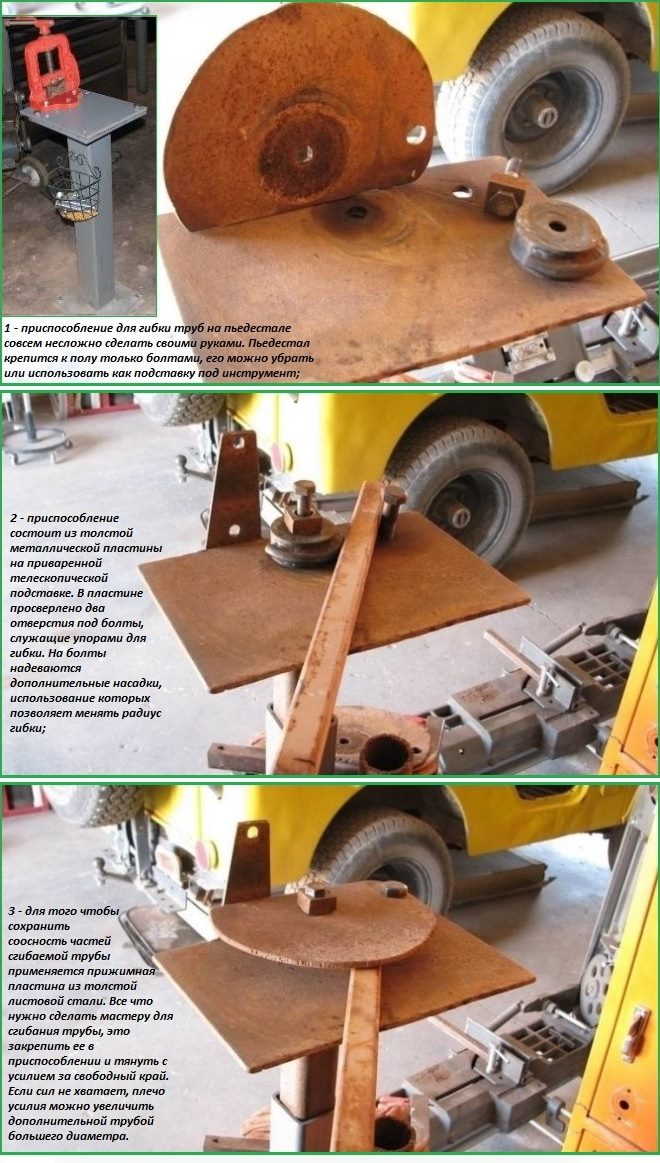
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.

Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.

После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.

С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.

Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.

Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.

Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.

Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.

Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.

На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!


Отправить ответ