
Как хромировать диски в домашних условиях
Содержание:
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
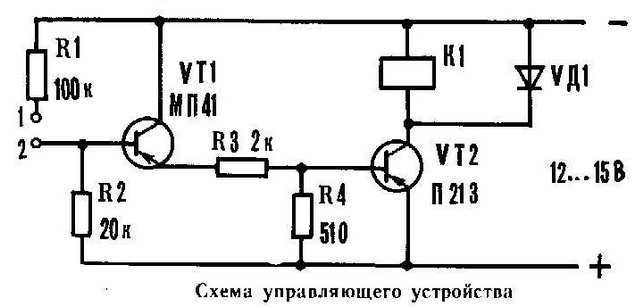
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
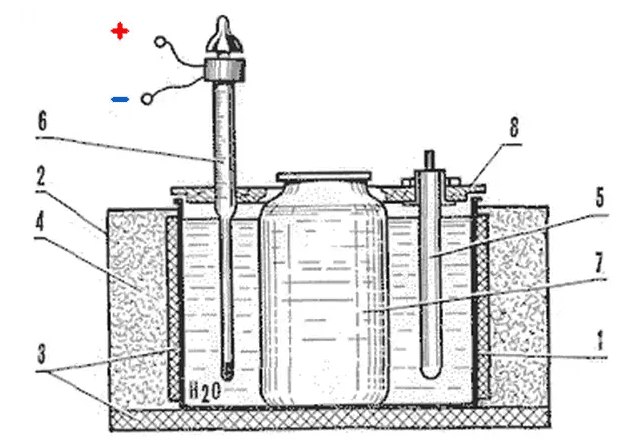
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
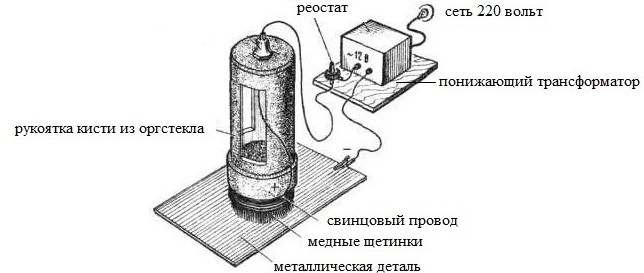
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.


📄 Колесным дискам приходится выдерживать массу испытаний, среди которых не только ямы на дорогах, но также вылетающие из-под колес соседних автомобилей камушки, воздействие химии, которой обрабатываются дороги зимой, частая сырость и многое другое. Все это отбивается на внешнем виде дисков, разрушая в первую очередь их лакокрасочное покрытие. Но царапины – это еще не причина покупки новых дисков или заказа дорогостоящей покраски в сервисном центре, ведь восстановить привлекательный внешний вид можно и самостоятельно в гаражных условиях.
Еще несколько лет назад единственным распространенным методом была покраска дисков своими руками автомобильной эмалью. Но достоинства такого покрытия заканчиваются на его доступности и простоте выполнения работ, тогда как о долговечности или достойном внешнем виде колес оставалось только мечтать. Сейчас возможности расширились, и уже существуют десятки способов восстановления ЛКП колесных дисков различной сложности и трудоемкости, а оптимальными можно назвать три варианта: покраска полимерной краской, покраска акриловой краской и хромирование. Следует отметить, что для каждого из способов требуется определенное специальное оборудование, но его можно заменить бытовыми приборами, так что эти работы в домашних условиях вполне осуществимы.
📄 Покраска полимерной краской
Порошковая краска хороша всем: она долговечна, красива и устойчива к истиранию. Именно по этой технологии красятся литые колесные диски в заводских условиях.
При наличии профессионального оборудования все работы выполняются в следующей последовательности:
• проверка диска на наличие царапин и прочих дефектов;
• снятие старой краски и удаление всех признаков коррозии;
• обезжиривание поверхности;
• грунтование диска жидким составом;
• нанесение порошковой краски;
• обработка диска в термопечи, где он сушится и приобретает глянцевый блеск.
Конечно, специальная термопечь дома есть не у каждого, но это не проблема, ведь сегодня доступна покраска порошковой краской несколько другого типа, не нуждающейся в полимеризации под воздействием высокой температуры. Аналогичная краска применяется для покраски современных металлических дверей. Она чуть менее долговечна, не имеет настолько хорошо выраженного глянцевого блеска, но все равно очень хороша. Последовательность действий здесь та же, что и в заводском цикле, только обжигание заменяется обычной просушкой.
📄 Покраска акриловой краской
Акриловая – это уже более традиционная жидкая краска, что существенно упрощается работу. Здесь не требуется обязательное применение специализированного оборудования, и что еще немаловажно – в отличие от порошковых полимеров акрилом можно покрасить только часть диска, если хочется сделать его разноцветным.
Важное достоинство акрила – многообразие доступных в продаже цветов.
Вся процедура выполняется в несколько этапов:
• очистка диска от грязи и старой краски, что лучше всего делать наждачной бумагой или дрелью со щеточной насадкой, или пескоструйка;
• шпатлевание всех поврежденных поверхностей;
• грунтовка и просушка;
• окрашивание и финишная просушка.
Лучше всего наносить акриловую краску из пульверизатора. Оптимальный эффект достигается при покраске в два слоя, а перерыв между их нанесением должен составлять не менее 20 минут. При желании можно на покрашенный диск напылить лак для достижения глянцевого блеска.
Лаковое покрытие не слишком долговечно, особенно при зимней эксплуатации.
📄 Покраска диска в хром
Осуществить настоящее хромирование в бытовых условиях с применением подручных средств невозможно, но доступна покраска специальным лакокрасочным составом, имитирующим хром. Это автомобильные краски из так называемой группы «хром-эффект».
Процесс окраски здесь аналогичен покраске акрилом, только сама краска наносится в два слоя:
• черное покрытие;
• состав, имитирующий хром.
Здесь важнее всего идеально отчистить, обезжирить и отполировать колесный диск. Кроме того, следует покупать дорогую краску, которая на самом деле даст полный визуальный эффект хромирования. Бюджетные варианты будут больше похожи на серый металлик, без характерного завораживающего блеска.
Автомобиль и мотоцикл уже давно перестали быть просто средством передвижения. Автоконцерны находятся в погоне за красотой, стараясь обогнать конкурентов, и это неспроста. Эстетика внешнего вида машины стала ровней техническим характеристикам, поэтому в ход идут самые уникальные элементы дизайна. Хромирование — один из популярных видов преображения различных автомобильных деталей, причём сейчас такое изменение делают практически в каждой СТО. Единственная проблема — это высокая цена, поэтому часто возникает вопрос о том, как сделать хромирование своими руками.

Особенности хромирования
 Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях. Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов.
Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях. Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов.
Нанесение хрома — это физико-химический процесс, который протекает после того, как деталь обрабатывают в гальванической ванне. На изделие накладывается тонкий слой металлического хрома, который практически мгновенно застывает. В итоге легко получить кузовную деталь с блестящей поверхностью и стойкостью к внешним повреждениям. Хромирование значительно повышает физические, химические и декоративные характеристики, поэтому его часто используют на нижних частях транспортного средства, которые подвергаются воздействию внешней среды.
Подготовка к процедуре
 Процесс окрашивания занимает много времени, требует точности выполнения всех этапов и подготовки оборудования для хромирования деталей. Кроме того, потребуются специальные инструменты, но если хочется сэкономить деньги и сделать всю работу самостоятельно, тогда эти «мелкие» нюансы не помешают.
Процесс окрашивания занимает много времени, требует точности выполнения всех этапов и подготовки оборудования для хромирования деталей. Кроме того, потребуются специальные инструменты, но если хочется сэкономить деньги и сделать всю работу самостоятельно, тогда эти «мелкие» нюансы не помешают.
Первый этап — это поиск подходящего помещения, в котором будет происходить процесс нанесения хрома на детали. Подбирать его необходимо тщательно, учитывая все необходимые параметры. Помещение должно быть хорошо освещено, обогреваться или иметь постоянную комнатную температуру. Важно учитывать, чтобы присутствовала вентиляция и была полная воздушная изоляция со стороны улицы. Это необходимо для того, чтобы обезопасить детали от попадания мусора на окрашенную поверхность.
Второй этап подготовки к окрашиванию включает подготовку личных средств защиты. Нельзя использовать вещи или ткани для защиты своего тела. Обязательно должны быть такие детали защиты, как:
Использование защитных средств позволит долгое время не отрываться от процесса работы и сохранить своё здоровье.
Третий этап требует предусмотреть заранее утилизацию всех отходов, которые будут получены в технологическом процессе окрашивания автомобильных деталей.
Подготовка установки для окрашивания
Хромирование пластика в домашних условиях подразумевает использование специальной гальванической ванны, в которой протекают химические и физические реакции. Это устройство состоит из нескольких частей, поэтому не составит труда собрать его своими руками.
Гальваническая ванна состоит из следующих элементов:
 Контейнер подбирается с учётом объёма ёмкости для выполнения хромировки.
Контейнер подбирается с учётом объёма ёмкости для выполнения хромировки.- В качестве ёмкости чаще всего используют обычную стеклянную банку на три литра.
- Для качественного протекания процесса электролиза необходим деревянный ящик с утеплёнными стенками. По сути, эта часть должна напоминать по своим характеристикам термос. Создать деревянный ящик, который будет сохранять тепло, получится, если использовать в качестве утепления стекловату, минеральную вату, стеклоткань или песок.
- Понадобится замерять постоянно температуру, поэтому лучше всего иметь контактный термометр, прикрепить его к установке, автоматизируя технологический процесс.
- ТЭН необходим для нагрева и поддержания постоянной температуры. Мощность прибора подбирается в соответствии с требованиями и объёмами ванны.
- Из деревянной плиты или фанеры изготавливается герметизированная крышка.
- Обрабатываемое изделие в процессе хромирования подключается к источнику электрического тока на минусовой контакт, поэтому потребуются провода. Анод при этом погружается в электролитический раствор и подключается к плюсовому контакту. Провод, который будет присоединяться непосредственно к обрабатываемой детали, лучше всего оснастить «крокодилом» для лёгкого подключения.
Дополнительно понадобится продумать систему аналогичную обычному крану. Такое устройство необходимо, чтобы аккуратно и равномерно опускать деталь в гальваническую ванну. Только так получится добиться нанесения ровного слоя хрома без дефектов.
Подбор источника питания
Детали покрывают слоем хрома при использовании постоянного тока. В специализированных сервисах для этого установлены специальные источники питания с постоянным током. Самодельная сборка устройства для хромирования должна соответствовать аналогичным параметрам. Основные требования включают:
 Источник питания, который используется в процессе хромирования, должен быть оснащён системой регулировки выходного напряжения. Самый простой вариант создания регулятора — это использование обычного реостата.
Источник питания, который используется в процессе хромирования, должен быть оснащён системой регулировки выходного напряжения. Самый простой вариант создания регулятора — это использование обычного реостата.- Сечение проводки должно иметь максимальную пропускную способность тока. Даже если оборудование небольших размеров, сечение проводки должно равняться 6,25 мм.
- Устройство, собранное своими руками, должно включать термометр, но многие используют терморегулятор. Это значительно упрощает работу, повышая точность замера температуры, но подобный элемент требует наличия соответствующей электронной схемы.
Только благодаря правильному подбору источника питания получится провести процесс электролита и нанести слой хрома на изделие.
Правила приготовления электролита
Если есть твёрдая уверенность и желание провести процесс химического хромирования в домашних условиях, а не обратится за помощью к специалистам, значит, потребуется подготовить, кроме гальванической ванны, ещё и электролитический раствор. Для создания этого раствора потребуется найти следующие компоненты:
- серная кислота — 2,5 г/л;
- хромовый ангидрид — 250 г/л.
Оба вещества довольно опасные, поэтому все работы проводят в специальном защитном костюме. Сам процесс приготовления электролитического раствора делят на несколько этапов:
 Первым делом гальваническая ванна наполняется наполовину водой. Рекомендуется использовать дистиллированную воду. Если используется обычная вода, то она предварительно доводится до кипения и настаивается в течение суток. Таким образом весь известковый осадок и мусор оседают на дно ёмкости, и вода становится подходящей для приготовления раствора.
Первым делом гальваническая ванна наполняется наполовину водой. Рекомендуется использовать дистиллированную воду. Если используется обычная вода, то она предварительно доводится до кипения и настаивается в течение суток. Таким образом весь известковый осадок и мусор оседают на дно ёмкости, и вода становится подходящей для приготовления раствора.- Вода должна быть подогрета до 60 градусов по Цельсию. Только при такой температуре разрешается засыпать хромовый ангидрид, постоянно его размешивая.
- В некоторых случаях химическая реакция приводит к уменьшению воды в ёмкости, но разрешается доливать её до требуемого уровня.
- После тщательного размешивания хромового ангидрида заливается серная кислота.
- Готовый раствор обязательно должен быть подвергнут «проработке». Этот термин используется специалистами при обозначении воздействия тока на раствор. Обычно электрический ток пропускается через него в течение 3,5 часов. Сила тока во время «проработки» должна быть равна 6,5 А на литр химического раствора. Знание технических характеристик перед началом процедуры поможет без проблем определить объём электролита.
- Если все действия были выполнены правильно, химический раствор приобретёт тёмно-коричневый цвет. После этой процедуры его необходимо вынести на сутки в прохладное и тёмное место.
Подготовка обрабатываемой детали
Качество и долговечность нанесённого слоя хрома зависит от подготовки окрашиваемой детали. Хромированная поверхность должна идеально удовлетворять все требуемые параметры очистки. Этим можно заняться пока готовый раствор отстаивается после «проработки» электрическим током.
Очистка и обезжиривание
 Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д. Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина. При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д. Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина. При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
После того как поверхность полностью очищена от грязи и краски, следует перейти к обезжириванию. От качества этой процедуры также зависит качество нанесения слоя хрома.
Обезжиривание — это приготовление специального раствора, который включает следующий компоненты:
- гидроокись натрия — 150 г/л;
- кальцинированная сода — 50 г/л;
- силикатный клей — 5 г/л.
После замешивания раствора для обезжиривания деталей он нагревается до температуры 80−90 градусов по Цельсию. Изделия в нём выдерживаются в течение 20 минут, но если поверхность отличается сложным рельефом или сильно загрязнена, то время увеличивается до 1 часа.
Процесс хромирования
 После того как гальваническая ванна была подготовлена, химический раствор отстаивается, а детали уже ждут своего часа, остаётся только разобраться с тем, как захромировать деталь в домашних условиях. Первым делом необходимо достать химический раствор из прохладного помещения и подогреть его до 53−55 градусов по Цельсию. Эту температуру необходимо поддерживать на протяжении всего процесса окрашивания. Анод помещается в раствор, и только после этого изделие опускается на кронштейне в электролит. Дальше необходимо дождаться момента, когда температура детали и раствора будет одинаковой, и подать на анод электрическое напряжение.
После того как гальваническая ванна была подготовлена, химический раствор отстаивается, а детали уже ждут своего часа, остаётся только разобраться с тем, как захромировать деталь в домашних условиях. Первым делом необходимо достать химический раствор из прохладного помещения и подогреть его до 53−55 градусов по Цельсию. Эту температуру необходимо поддерживать на протяжении всего процесса окрашивания. Анод помещается в раствор, и только после этого изделие опускается на кронштейне в электролит. Дальше необходимо дождаться момента, когда температура детали и раствора будет одинаковой, и подать на анод электрическое напряжение.
После процедуры хромирования изделие достают из раствора и помещают на 2,5 часа в специальную печь для термической обработки. В основном дополнительную обработку нужно делать для высыхания и схватывания хрома с поверхностью алюминия, хотя многие утверждают, что термическая обработка значительно повышает твёрдость покрытия и делает её более стойкой.
Декоративное хромирование — это сложный процесс, который требует досконального изучения всего теоретического материала и просмотра видеоурока на эту тему. В первый раз лучше всего работу выполнять на опытном образце, чтобы отточить весь процесс на практике, и только потом переходить к окрашиванию требуемых деталей.
 Набор необходимых советов и правил помогает избежать массы проблем, которые связаны с дефектами наложения слоя хрома. Например, если блеск хрома слабый или отсутствует, то это свидетельствует о малом количестве хромового ангидрида или серной кислоты в растворе. Ещё одна распространённая проблема — это отслаивание хромого слоя. Такая проблема возникает при нестабильном напряжении или падении температуры во время обработки изделия.
Набор необходимых советов и правил помогает избежать массы проблем, которые связаны с дефектами наложения слоя хрома. Например, если блеск хрома слабый или отсутствует, то это свидетельствует о малом количестве хромового ангидрида или серной кислоты в растворе. Ещё одна распространённая проблема — это отслаивание хромого слоя. Такая проблема возникает при нестабильном напряжении или падении температуры во время обработки изделия.
Хромирование — это красивый способ преобразить своё транспортное средство и сделать его на дороге действительно уникальным и привлекательным. В самом процессе нет ничего сложного, если следовать всем правилам приготовления химического раствора. Главное — это не забывать о технике безопасности и использовании защитного костюма.


Отправить ответ