
Как нарезать левую резьбу плашкой
Содержание:
- 1 Резьбонакатная плашка – краткая характеристика
- 2 Плашка для нарезания резьбы – конструкции и формы инструмента
- 3 Левая плашка и другие специализированые модели
- 4 Нарезка резьбы плашкой – освоит ли ее новичок?
- 5 Предназначение плашки
- 6 Виды плашек
- 7 Правила нарезания резьбы с помощью плашек
- 8 Советы по выбору инструмента
- 9 Обработка дерева и металла
Резьбонакатная плашка (или плашка для нарезания резьбы) создает желаемую спираль с внешней стороны изделия, например, трубы. Процесс этот может выполняться либо на станках, либо вручную. Чтобы освоить данную операцию, нужно познакомиться с инструментом чуть ближе.
Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.

Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение. При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы.

Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.
Плашка для нарезания резьбы – конструкции и формы инструмента
Самый первый упомянутый нами вариант – цельная плашка, ее использование позволяет всегда добиться резьбы хорошего качества. Цельными могут быть и метрические, и дюймовые плашки. Добиться хорошего результата получается за счет высокой жесткости материала, из которого она обычно делается, но вот единственный недостаток у таких приспособлений – малая износостойкость. А вот разрезные модели используют, если не требуется высокой точности. Данные приспособления во время работы могут слегка пружинить, а в результате нарезаемая резьба будет меняться в диаметре, и разница обычно составляет от 0,1 до 0,3 мм. Недостаток – малая жесткость, что и отражается на качестве работы, не получается чистая и точная резьба.

Чтобы пользоваться приспособлениями раздвижного вида, нужно иметь при работе клуппы. Благодаря специальным направляющим, работать с раздвижными плашками будет удобней. Обычно в такой модели есть две основные части, которые плотно закрепляются в рамке клуппа при помощи сухаря и специального винта. Именно винт и помогает точно отрегулировать создаваемую резьбу. Чтобы приступить к работе, необходимо вооружиться целым плашечным набором, тогда у вас будет возможность делать резьбы любых размеров, не придумывая никаких обходных путей.

Форма данных приспособлений особой роли в работе не играет. Можно пользоваться круглыми, квадратными, шестигранными вариантами. Самое главное – прочно их закрепить при помощи стопорных винтов. Часто для таких целей используют резьбонарезные патроны. Чтобы это все можно было сделать, на наружных цилиндрах есть небольшие углубления конической формы, а также и угловые пазики. Пазы помогают в тех случаях, когда плашки нужно разрезать при помощи шлифовального круга. Такая работа проводится вдоль перемычек и позволяет хорошо отрегулировать диаметр резьбы. Если используется круглая плашка, то нужны воротники, на которых имеются пять специальных винтов. Они тоже хорошо помогают отрегулировать диаметр резьбы.
Левая плашка и другие специализированые модели
Профессионалы используют в своей работе, помимо обычных традиционных плашек, и специальные. Они позволяют выполнять более точную резьбу. Они тоже бывают разного вида: метрические, левые, трубные, трубные конические и другие. Плашка метрическая нужна в тех случаях, если резьбу надо выполнить метрическую (отсюда и название). Все измерения будут в миллиметрах. Имеется и специальная маркировка – «М». Часто можно увидеть на таких плашках следующие значения – М 8, М 10.
Тогда надо иметь в виду, что данными приспособлениями можно выполнять резьбу с диаметрами равными 8 и 10 мм. Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками. Надо обращать внимание и на то, что каждая плашка отличается своим основным шагом в резьбе. Шаг бывает и не только основной, а также и дополнительный. Пример: плашка марки М 12, основной шаг составляет – 1,75. Кроме того, можно найти и такую маркировку, как: М 12-1,5; М 12-1; М 12-0,75; М 12-0,5. Расстояние каждого витка будут меньше, если сам шаг меньше.

Плашка левая все может сказать о себе одним названием. Такие приспособления необходимы, когда нужна левая резьба. Эти работы не так уж часты, но, тем не менее, они бывают, поэтому и для них нужны специальные инструменты. Допустим, нужно выполнить резьбу в соединениях, которые потом должны вращаться. А если же в таком соединении сделать обычную правую резьбу, то результат будет таков – все они тут же раскрутятся обратно. Найти такие плашки можно по маркировке, они обозначены так – «LN».
Плашка трубная предназначена для изготовления цилиндрической резьбы, и это могут быть не только небольшие трубки, а также шпильки, стержни и трубы, но только большого диаметра. Обычно все размеры указаны в дюймах и имеют значения от половины до 2-х. Вот только работать с таким приспособлением рекомендуется, если трубы изготовлены из нетвердых металлов. Помимо того, стенки у металлических труб не должны иметь деформаций. Плашка коническая (дюймовая) нужна там, где следует получить резьбу в виде конуса. В основном, их используют на заводах, фабриках и производствах, где имеются топливные трубопроводы, различные станки. Они имеют свою маркировку в виде буквы «К».

Нарезка резьбы плашкой – освоит ли ее новичок?
Прежде чем узнать, как делается нарезка резьбы плашкой, взглянем на инструмент еще раз. Плашки сами по себе (особенно, если они круглые) похожи на гайку, но в них просверлены специальные стружечные отверстия, как уже упоминалось, их может быть в одном приспособлении от 3 до 8. Здесь большую роль играет размер инструмента. На плашке имеется основная часть, которая носит название «рабочая». На ней есть три участка: два крайних – режущих, и один средний – калибрующий. Крайние имеют конический вид и расположены под углом 50 или 60 градусов, а средний имеет цилиндрическую форму. Именно с его помощью резьба получает нужные размеры, и как раз он направляет плашки в процессе нарезки.

Вот теперь давайте освоим нарезание резьбы плашками и метчиками, принцип у них один и тот же, ведь инструменты до боли похожи, только одни работают снаружи, другие изнутри детали. Специалисты при работе с плашками используют специальные резьбонарезные патроны. Это не только обеспечивает безопасность, но и повышает производительность. В домашних условиях лучше тоже воспользоваться именно таким способом, тем более патрон продается в магазинах и подобрать его несложно. Перед работой надо провести подготовительные мероприятия.
Сначала надо настроить патрон на требуемую длину для нарезаемой резьбы. Это делается при помощи специального указателя, устанавливается нужное положение, которое показано на шкале.

Она нанесена как раз на пазе держателя. Там вы еще увидите в держателе вырез, он специально сделан, чтобы очищать патрон от стружек. Крепятся же плашки в патроне в посадочных отверстиях, находящихся в держателе, для этого имеются переходные кольца. Когда основная подготовка выполнена, плашку нужно подвести к заготовке, которая постоянно вращается. И при помощи ручной подачи при равномерном поджиме происходит нарезание от 2 до 3 полных витков. Далее подачу надо прекратить, а нарезаться витки будут при самозатягивании. Для плашек разного вида имеются свои правила в работе, но основной принцип не очень отличается.
Резьбовые соединения получили самое широкое распространение, что связано с их высокой надежностью и простотой использования. При необходимости на цилиндрической поверхности создать резьбовую поверхность можно самостоятельно, для чего используется плашка. Плашка для нарезания резьбы применяется в случае, когда нужно изменить форму наружной поверхности. Инструмент может применяться для работы с различными материалами. Современная лерка для нарезки резьбы обладает довольно большим количеством особенностей, к примеру, размеры плашек стандартизируются и подбираются в зависимости от диаметра наружной поверхности.

Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.

Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.

Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.

Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.

Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
- Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам. Некоторые специалисты могут определить параметры изделия «на глаз».
- Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
- Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
- Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
- В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Советы по выбору инструмента
Плашка для нарезания может прослужить в течение длительного периода. При ее изготовлении, как правило, применяется инструментальная сталь, которая характеризуется высокой износостойкостью.
Инструмент подбирается по следующим параметрам:
- Наружному диаметру заготовки.
- Классу точности.
- Шагу и другим параметрам резьбы.
- По виду обрабатываемого материала.
Наиболее качественная и точная нарезка, как правило, проводится при применении разрезного варианта исполнения. Конструкция характеризуется наличием стопорного кольца. Кроме этого, в продажу поступает просто огромное количество различных наборов, которые представлены изделиями с различным диаметром и параметрами. Всю необходимую информацию можно определить проведя расшифровку маркировку. Все обозначения, как правило, наносятся на корпус изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Обработка дерева и металла
При нарезании резьбы плашками необходимо правильно выбирать диаметр нарезаемого стержня. Установлено, что лучшего качества резьба получается тогда, когда диаметр стержня на 03—0,4 мм меньше наружного диаметра резьбы.
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чистую поверхность; нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как в этом случае сильно изнашиваются плашки.
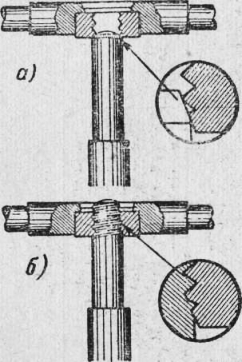
Операция нарезания резьбы производится следующим образом. Стержень зажимают в тисках, сверху накладывают на него плашку и начинают ее вращать по часовой стрелке (если это правая резьба). Если диаметр стержня выбран правильно, резьба получится полной и чистой (рис. 215), если диаметр больше требуемого, плашка не будет навинчиваться на стержень. Попытки применить силу могут кончиться только порчей стержня или срывом резьбы у плашки. Если же диаметр стержня меньше нормального, то получится неполная резьба.
Рассмотрим два примера нарезания резьбы на стержнях.
Нарезание на конце стального стержня резьбы М12 круглой плашкой.
Работу надо выполнять так:
1) отмерить на конце стержня длину нарезаемой части;
2) зажать стержень в тисках;
3) опилить конец стержня на диаметр 11,8 мм (не менее 11,76 и не более 11,88 мм);
4) опилить торец стержня и закрепить плашку;
5) вставить в вороток и закрепить плашку;
6) смазать стержень маслом и на конец стержня надеть плашку;
7) слегка нажимая на плашку, поворачивать ее на 1—V/2 рабочих оборота (по ходу нарезания) и на ‘Л или Ц2 оборота назад: нажимать на плашку вниз (при рабочем ходе) по тех пор, пока она сама не пойдет по резьбе;
8) нарезав резьбу, свинтить и снять со стержня плашку;
9) протереть резьбу чистой тряпкой;
10) проверить резьбу резьбовым кольцом или гайкой.
Нарезание на конце стального стержня резьбы Ml6 раздвижной плашкой.
При выполнении этой работы необходимо:
1) отмерить на конце стержня длину нарезаемой части;
2) зажать стержень в тисках и опилить его конец на диаметр 35,8 мм (не менее 15,70 и не более 15,82 мм);
3) опилить торец;
4) запилить фаску на торце;
5) надеть клупп с раздвижными плашками на стержень, смазав стержень маслом;
6) поджать винтом подвижную плашку настолько, чтобы резьба плашек врезалась в металл примерно на 0,2—0,5 мм;
7) поворачивать клупп на 1—1 ‘/г оборота по часовой стрелке и на ‘Д—’/г оборота обратно;
8) нарезав резьбу, свинтить клупп на конец стержня; вновь поджать плашку винтом и пройти резьбу второй раз;
9) резьбу калибром, или, в крайнем случае, гайкой;
10) повторять проходы до получения полной резьбы, причем на последних двух проходах немного поджимать плашку, при каждом проходе наносить на стержень смазку;
11) проверить окончательно готовую резьбу калибром или гайкой.
Закончив нарезание резьбы, надо вынуть плашку из клуппа, удалить с ее половинок стружки, затем протереть плашку промасленной тряпкой и положить на место (или сдать в кладовую).
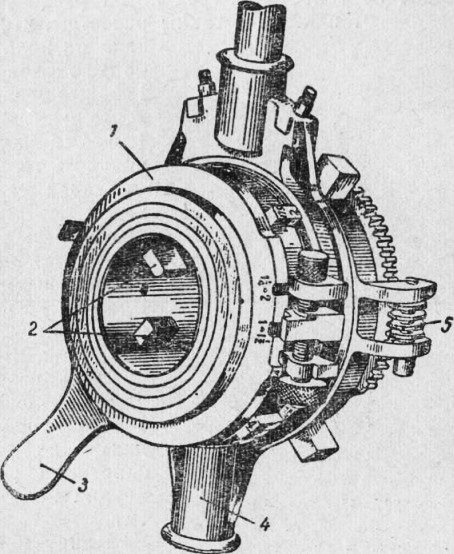
Нарезание труб. У труб резьбу вручную нарезают: наружную — клуппами, внутреннюю — метчиками. Наиболее часто для наружной резьбы применяют клупп с раздвижными плашками (рис. 216), которым можно нарезать трубы диаметром от 13 до 50 мм. Он состоит из корпуса с рукоятками и четырех плоских плашек. У этого клуппа три комплекта плашек: для тоуб диаметром 13—19 мм (V2—3Д дюйма), 25—32 мм (1—1’Л дюйма) и 38—50 мм (172—2 дюйма).
Клупп устроен так, что помещающиеся в его корпусе четыре плашки могут одновременно сближаться к центру и расходиться от него. Для передвижения плашек служит имеющаяся в клуппе специальная поворотная часть — планшайба. Точная установка плашек на нужный диаметр производится по делениям на корпусе клуппа. После установки плашек на диаметр их положение закрепляют нажимом особой «собачки». Нарезав резьбу, клупп не свертывают с трубы, а рукояткой планшайбы раздвигают плашки: клупп тогда свободно снимается с трубы.
Кроме четырех режущих плашек, в клуппе имеются три направляющие плашки (гладкие, без резьбы), обеспечивающие устойчивое положение клуппа на трубе во время его работы. Установка этих плашек по диаметру трубы производится вращением специального винта (червяка) на наружной стороне клуппа.
Для нарезания резьбы конец трубы закрепляют в прижиме. Выдвинутую часть конца, на которой будет нарезаться резьба, смазывают маслом (олифой). После этого на конец трубы, на длине не более двух-трех ниток резьбы, устанавливают клупп, сближают плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в несколько проходов. Для диаметров до 1 дюйма ограничиваются двумя проходами; при диаметрах свыше 1 дюйма хорошую резьбу можно получить только с трех проходов.
Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружек и вновь смазывать маслом. Вращение клуппа вокруг трубы обычно производится в четыре приема за каждый прием нужно описать угол не более 90°.
Резьбу диаметром до 1 1/2 дюйма нарезает один человек, при больших диаметрах работают вдвоем. При спаренной работе полный оборот клуппа надо делать в четыре приема.
Длину нарезанной части трубы в ходе работы определяют либо по длине куска трубы, вышедшего из плашек с обратной стороны клуппа, плюс ширина плашек, равная длине заключенной в них части трубы, либо при помощи трубчатого упора, который надевают на трубу впритык к прижиму. Когда необходимая длина пройдена, дальнейшее перемещение клуппа ограничивается упором.
После окончания работы клупп с плашками надо тщательно протереть и смыть олифу, после чего смазать клупп минеральным маслом.


Отправить ответ