
Как сварить чугун с железом
Содержание:
Сваривание металла с чугуном очень частое явление в наше время. Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, а также высокоизносоустойчив и имеет хорошие литейные свойства. По причине широкого применения чугун часто приходится сваривать с другими металлами. Сварка чугуна прочно засела в чугунно-литейном производстве. Он используется для ремонта оборудования на некоторых заводах, а также для того чтобы устранять некоторые дефекты чугунных отливок.
Швы, которые наложены на чугун могут быть, как долговечными так и не очень все зависит от того, какой тип электродов Вы выберите. В чугунных конструкций может быть множество дефектов из-за того что чугун является хрупким металлом. Так какими же все-таки электродами варить чугун?
В основном для сварки чугуна используются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и другие. Электроды для сварки чугуна очень разнообразны, поэтому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем немного подробнее об этих электродах. ЦЧ-4 предназначены для холодной и горячей сварки, а также для ремонтных наплавок, напаек и заварок дефектов литья. Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Электроды ОЗЧ-2, как и предыдущие, ЦЧ-4, предназначены для горячей или холодной сварки и заварки дефектов литья. Сваривание происходит в вертикальном, и нижнем положении шва с использованием постоянного тока обратной полярности. При использовании этих электродов лучше всего отдать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания нужно подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание нужно производить без остывания изделия, потому что на нем образуется трещина или излом. Лучше всего оставлять остывать изделие, плотно укрыв его любыми теплоизоляционным материалом. Однако для более качественного результата Вы можете воспользоваться печью, которую использовали для нагревания изделия до нужной температуры.
Многие умельцы в сфере сваривания пользуются и другими приемами при сварке чугуна с металлом, однако из этой статьи Вы узнали основной и самый лучший способ сварки. Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
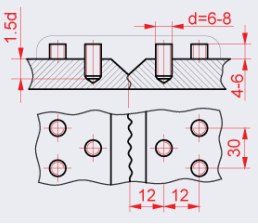
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
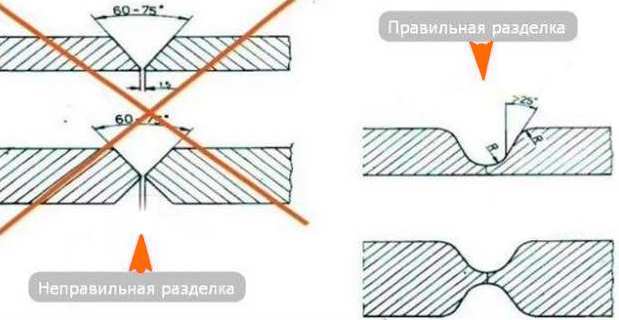
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
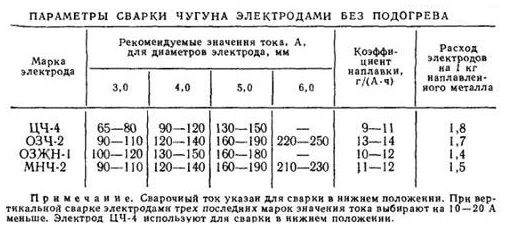
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
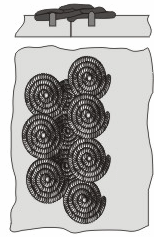
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Чугуном называют сплав железа с углеродом. В отличие от стали, чугун более пористый, хрупкий, твердый, теплопроводность и коэффициент температурного расширения чугуна меньше. На этих свойствах основано его применение. Чугун повсеместно применяется при изготовлении литых изделий, которые должны обладать достаточной прочностью, термостойкостью и постоянством формы и размеров. Это различные шкивы, ролики, коррозионностойкие трубы, коллектора.
Из-за хрупкости чугуна нередки случаи откалывания выступающих элементов деталей или просто раскалывание изделий. При ремонте таких повреждений с успехом могут быть использованы сварочные работы.
Свойства чугунных сплавов
Содержание углерода в чугуне превышает 2,14%. Это как раз пограничное состояние перехода углерода в форму аустенита, то есть в состояние, когда при концентрации меньше, чем указана выше, он растворен в железе. Такое явление используется при изготовлении сталей.

В чугуне же углерод находится в виде мельчайших нерастворенных частиц, которые обуславливают его твердость и износостойкость, а также невосприимчивость к воздействию агрессивных сред.
Существует несколько разновидностей чугуна в зависимости от химического состава – белый, серый, высокопрочный и ковкий.
Белый практически не поддается обработке режущими инструментами в силу своей твердости и хрупкости. Из него отливают уже готовые чугунные детали, которые не нужно обрабатывать.
Серый чугун очень хорошо переносит статические нагрузки, износостоек, но плохо работает на растяжение и сопротивляется ударам. Такой чугун сваривается лучше всех остальных.
Высокопрочный чугун, как следует из названия, используется в нагруженных конструкциях.
Ковкий чугун допускает создание упрочненного наружного слоя на поверхности деталей, позволяющего чугуну такого типа воспринимать значительные изгибающие нагрузки.
Трудности сваривания
 Особенности строения чугуна определяют ряд проблем, возникающих при сварке этого материала.
Особенности строения чугуна определяют ряд проблем, возникающих при сварке этого материала.
Из-за химического состава чугуна, при плавлении он становится очень текучим. Это препятствует созданию однородного шва, так как металл при длительном нагревании стремится вытечь из сварочной ванны.
Ввиду малой пластичности чугуна и низкой по сравнению со сталью температурой плавления, возможны растрескивания материала при быстром остывании после воздействия электрической дуги.
Наличие большого количества углерода, который выделяется при нагревании и взаимодействует с кислородом, содержащимся в воздухе, способствует образованию больших пор в зоне сварки, отчего шов получается неоднородным и имеет малую сопротивляемость при нагрузке на изгиб.
Зная эти особенности, можно организовать работу по сварке с таким расчетом, чтобы получить сварочный шов удовлетворительного качества. Чтобы устранить последствия текучести материала, под стык свариваемых деталей подкладывают графитовые пластины, которые препятствуют вытеканию расплавленного чугуна при случайном прожигании.
После окончания сварки стыка, материалу нельзя давать быстро остыть. Особенно актуально это требование при сварке чугуна и стали, когда, например, к чугунным радиаторам приваривают стальные патрубки. Сталь остывает быстрее и поэтому, чтобы уравнять скорость остывания двух соединяемых деталей, стальную засыпают углем или песком, чтобы она дольше сохраняла тепло.
Третья проблема может быть решена применением сварки в среде инертных газов. Можно варить чугун электросваркой с использованием, например, углекислого газа, который вытесняет воздух из сварочной ванны. Допускается использовать смесь углекислого газа с аргоном в пропорции ¼.
Три способа
Соединение деталей из чугуна может производиться, в зависимости от назначения тремя способами:
 Холодный способ применяется при сварке неответственных соединений, наварки металла на изношенные или истертые поверхности чугуна. Сварка производится при температуре окружающей среды, при этом скорость сварки должна быть достаточно высокой, чтобы не допускать перегрева стыка и последствий при его быстром остывании. Такой способ доступен для использования в быту, без применения дополнительного оборудования.
Холодный способ применяется при сварке неответственных соединений, наварки металла на изношенные или истертые поверхности чугуна. Сварка производится при температуре окружающей среды, при этом скорость сварки должна быть достаточно высокой, чтобы не допускать перегрева стыка и последствий при его быстром остывании. Такой способ доступен для использования в быту, без применения дополнительного оборудования.
Полугорячий способ применяется при сварке деталей, которые впоследствии должны испытывать механические нагрузки. Суть способа в том, что деталь предварительно подогревается до температуры 300-350 °C, а это возможно только в специализированных печах. Это позволяет чугуну легче «адаптироваться» к высокой температуре дуги. В результате снижается количество трещин в околошовной зоне.
В случае горячего способа заготовки для сварки подогревают до температуры около 600 °C. Для такого нагрева используют аппараты, создающие индукционные токи. Температура контролируется при помощи приборов.
При достижении необходимого значения температуры производится сварка деталей, после чего их оставляют для остывания, засыпав горячей золой. Процесс остывания может длиться несколько часов. Продолжительность зависит от марки и толщины свариваемого материала.
Технические приемы
 В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
Для сварки можно использовать практически любые полуавтоматы, позволяющие использовать сварочный ток, необходимый для плавления чугуна, но не допускающий проплавлений и вытеканий.
Величина сварочного тока колеблется в пределах 90-110 Ампер. Скорость, с которой подается сварочная проволока, настраивается экспериментально. Как правило, она сходна со скоростью подачи при сварке сталей.
Подготовка деталей
Перед началом работ обязательно нужно подготовить поверхности соединяемых кромок. Для этого их очищают от грязи и пыли, обезжиривают. Для обеспечения большей глубины проваривания, с кромок снимается фаска. Края фаски необходимо закруглить.
Если возникла необходимость заварить трещину, ее нужно «разделать» по всей длине, чтобы увеличить площадь соприкосновения детали со сварочным материалом. Это можно сделать шлифмашиной с отрезным абразивным кругом для работ по металлу. Перед сваркой концы трещины необходимо засверлить, чтобы при нагреве она не разошлась еще на большую длину.
Как делать шов
 Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Начинать сварку надо с середины стыка и произвести короткий шов, за тем отступив на некоторое расстояние от него, сделать еще два шва с обеих сторон первого. Если стык достаточной длины, необходимо таким же образом сделать еще несколько коротких швов. Затем провариваются участки между наложенными швами.
Первый шов при сварке деталей большой толщины накладывается посередине стыка, практически без осуществления поперечных движений электродом. Далее, по краям первого шва накладываются второй и третий.
Если толщина детали еще позволяет наложение швов, накладывается четвертый шов посередине, сверху второго и третьего, а позже, после остывания, накладываются пятый и шестой швы справа и слева от четвертого. Указанная последовательность швов применяется и далее, если необходимо произвести еще швы при достаточно большой толщине соединяемых заготовок.
Применяемые материалы
Когда необходимо соединить заготовки способом электросварки, применяются специальные электроды для сварки чугуна, в обмазке которых должен обязательно присутствовать ферросилиций.
Этот материал позволяет добиться однородности шва при сварке серого чугуна. При достаточной квалификации сварщика удается получить шов, который можно будет механически обработать, придавая ему более привлекательный вид.
Наиболее распространены следующие марки электродов:
- ЦЧ-4 – используются чаще других. Благодаря особым компонентам, способным вступать в реакцию с углеродом, при которой возникают карбиды, не растворяемые в железе, покрытие этих электродов позволяет получить качественный шов;
- ЦЧ-3А – электроды из стальной проволоки с нанесенным на нее фтористокальциевым покрытием. Благодаря этому покрытию получается прочный сварочный шов без трещин;
- ЭМЧС – электроды, производимые из стальной низкоуглеродистой проволоки с трехслойным покрытием из легирующего, газозащитного и шлакоформирующего слоя. Такие электроды применяют для сваривания чугунных деталей небольшой толщины (до 10 миллиметров).
 При сваривании чугуна в среде инертных газов или неплавящимися электродами допускается применение проволоки для сварки чугуна, марки которой обозначаются ПП АНЧ-1, ПП АНЧ-2, ПП АНЧ-3.
При сваривании чугуна в среде инертных газов или неплавящимися электродами допускается применение проволоки для сварки чугуна, марки которой обозначаются ПП АНЧ-1, ПП АНЧ-2, ПП АНЧ-3.
Каждый вид проволоки предназначен для одного из способов сварки – холодного, полугорячего или горячего. Проволока выполнена в виде полой металлической трубки, внутри которой находится флюс. Такая проволока позволяет производить полноценные швы, не уступающие по прочности чугуну, из которого состоят соединяемые детали.
При правильно выбранном способе сварки и достаточной квалификации сварщика, поврежденные чугунные изделия можно восстановить, практически без ущерба их прежнему состоянию, и эксплуатация их возможна в течение длительного времени.


Отправить ответ