
Как сварить чугунные детали
Содержание:
- 1 Содержание
- 2 Свойства чугуна [ править | править код ]
- 3 Особенности сварки [ править | править код ]
- 4 Какими электродами варить чугун?
- 5 Подготовка к сварке чугуна
- 6 Как снизить напряжения в металле?
- 7 Пошаговая инструкция по горячей сварке чугуна
- 8 Технология холодной сварки чугунных изделий
- 9 Основные особенности газопламенной сварки чугуна
- 10 Особенности работы с чугуном
- 11 Сварочный процесс
- 12 Применение шпилек и многослойности
_Wine_House_in_Csillag_Street%2C_Torb%C3%A1gy.jpg/220px-Nest_such_as_signboard._Szarkaf%C3%A9szek_(lit._Magpie_nest)_Wine_House_in_Csillag_Street%2C_Torb%C3%A1gy.jpg)
Сварка чугуна — технология сварка изделий из чугуна. Чугун является трудносвариваемым металлом. Он сваривается плавящимися или неплавящимися электродами с подогревом или без него.
Содержание
Свойства чугуна [ править | править код ]
Чугун представляет собой сплав железа с углеродом. Содержание углерода в чугуне — от 2,14 % — 6,67 %. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.
Температура плавления чугуна — от 1 150 до 1 200 °C , что на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у сталей, коэффициент теплового расширения такой же. Электропроводность чугуна зависят от распределения включений графита.
При быстром охлаждении чугуна от температуры более 750°С металла, графит превращается в цементит, при этом чугун превращается из серого в белый. Образуется закаленная структура с внутренними напряжениями, приводящими к трещинам.
Особенности сварки [ править | править код ]
Трудности сварки чугуна обусловлены образованием трещин из-за включений графита; выгоранием углерода и образованием пор в шве; образованием тугоплавких окислов с температурой плавления выше, чем у чугуна; его высокая жидкотекучесть.
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или неплавящимися (вольфрамовый, угольный, графитовый) электродами с подогревом или без него. Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
При холодной сварке чугуна используются электроды марки Carbo:
- Carbo 855 предназначен для сварки и наплавки всех свариваемых видов чугуна: высокопрочного чугуна (с шаровидным графитом) и ковкого чугуна, а также для сварки чугуна со сталью без предварительного нагрева. Идеально подходит для ремонтной сварки чугунных станин, корпусных деталей: блоков цилиндров, двигателей, коробок передач, штампов из модифицированного чугуна и т. д.
- Carbo 888 предназначен для сварки и наплавки тонких, замасленных деталей из серого чугуна, высокопрочного чугуна (с шаровидным графитом), ковкого чугуна, а также для сварки этих марок чугуна между собой и чугуна со сталью, без предварительного подогрева.
- Carbo 866 предназначен для сварки и наплавки высокопрочного чугуна (с шаровидным графитом) и ковких видов, а также для сварки этих марок чугуна между собой, чугуна со сталью. Рекомендуется для сварки чугуна низкого качества, восстановления дефектов литья. Идеально подходит для соединения промасленного загрязненного примесями и ржавчиной чугуна, за счет более агрессивной сварочной дуги.
- Carbo 800 для наплавки первого связующего слоя на термонагруженный, перенасыщенный углеродом чугун и чугун низкого качества.
При горячей сварке металл предварительно подогревается до 500—700°С. Используются чугунные электроды со стержнями марок А и Б — ОМЧ-1 и УЗТМ-74. Электроды должны быть большого диаметра — от 8 до 16 мм.
Для повышения качества шва при сварке чугуна проводится подогрев детали и её медленное охлаждение после сварки.
Технология и особенности сварки большинства существующих видов сталей не представляют никакого труда при наличии некоторых знаний и нужного оборудования. Однако если вам предстоит такая задача, как сварка чугуна, то здесь нужно углубиться в процесс более детально. Технология сварки чугуна осложняется тем, что сваренное соединение зачастую получается невысокого качества. В месте шва происходит насыщенная закалка материала, и в результате этого повышается хрупкость и образуются трещины. Поэтому важно знать особенности сварки чугуна, чтобы сделать все правильно.

Во избежание появления холодных трещин необходимо строго соблюдать технологию сварки чугуна.
Какими электродами варить чугун?
Современные технологии позволяют разрабатывать и выпускать электроды под самые разные нужды. Особенности сварки диктуют свои условия, и при работе с чугуном преимущественно применяются электроды на базе никеля, железа и меди.

Порядок заполнения разделки трещин.
Перед варкой чугуна электродами нужно разобраться, какие именно изделия подойдут для конкретно вашей задачи. Так, особенности электрода ЦЧ-4 позволяют применять его не только для горячей и холодной сварки чугуна, но и для заделки дефектов и ремонтной наплавки. Эти же электроды обязывает использовать технология сварки стали с чугуном. Данные электроды позволяют наплавлять 1-2 слоя на изношенные детали из чугуна, подготавливая под дальнейшую наплавку сварочными электродами. Сама сварка чугуна этими электродами выполняется в нижнем положении шва. Работа ведется на обратном токе. Если напряжение холостого хода трансформатора составляет более 70 В, то используется переменный ток.
Электроды ОЗЧ-2 применяются для холодной сварки чугуна. Их можно применять для устранения дефектов литья и наплавки. Подходят для работы с ковким и серым типом материала. Сварка чугуна такими электродами ведется в вертикальном и нижнем положениях шва. Применяется обратный ток.
Электроды ОЗЧ-6 используются для холодной сварки чугуна. Позволяют варить ковкую и серую разновидность материала. Лучше всего показывают себя при проведении ремонтных работ тонкостенных изделий. Сварка чугуна осуществляется в вертикальном и нижнем положениях, ток обратный.
Электроды МНЧ-2 используются для холодной сварки чугуна. С их помощью можно заваривать дефекты литья и наплавлять детали из ковкого и серого чугуна, а также чугуна высокой прочности. Наплавленный металл имеет высокую плотность. Обычно такие электроды применяются при ответственных работах, требующих высокого качества сварного соединения. Сварка выполняется не только в вертикальном и нижнем, но и в ограниченно потолочном положениях. Ток опять-таки обратной полярности.
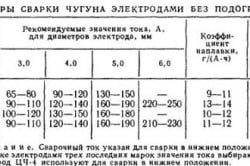
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются при работе с высокопрочным и серым чугуном. Позволяют выполнять многослойную заварку крупных дефектов и наплавлять большие объемы металлов. Обычно используются в комплексе с электродами марок МНЧ и ОЗЧ, с помощью которых выполняются первый и последний слои. Для создания же промежуточных слоев применяются электроды ОЗЖН. Варят в вертикальном и нижнем положениях при постоянном обратном токе.
Электроды марки ОЗЧ-4 используются при работе с высокопрочным и серым чугуном. Позволяют наплавлять и сваривать последние слои поверхности. Обеспечивают высокое качество и износостойкость наплавленного слоя, делают его устойчивым к ударам и высокотехнологичным. Варка с этими электродами выполняется в вертикальном и нижнем положениях, работа ведется на постоянном обратном токе.
Это далеко не полный список электродов для сварки чугуна. В действительности их гораздо больше. Чтобы купить наиболее подходящий вариант, лучше обращаться в специализированный магазин сварочного оборудования. Максимально подробно расскажите консультанту, что именно вы собираетесь делать.
Подготовка к сварке чугуна
Разновидности сварки чугуна.
Вне зависимости от того, какие именно электроды будут использоваться и как будет осуществляться сварка, до начала работы необходимо соответствующим образом подготовить кромки обрабатываемых деталей. Для этого вам необходимо взять переносной наждачный круг с гибким валом либо же слесарное зубило и стесать кромки. Чтобы предотвратить отколы, можете срубать металл тонкими слоями. Учитывайте, что стружка должна быть в толщину не больше 1 мм.
Дефектные места в соответствии с технологией сварки чугуна разделываются до незапятнанного металла. На этом этапе используются шаберы, зубила, сверла и шарошки. Подбираются в соответствии с размерами дефекта, формой обрабатываемого изделия и прочими параметрам. Ваша цель на этом этапе – обеспечить максимально комфортные рабочие условия.
Разделка дефектных мест выполняется с соблюдением ряда требований, а именно:

Формовка под сварку.
- Она ведется исключительно по трещине.
- Несквозные трещины засверливаются на расстоянии в 1 см от их концов при помощи сверла, поперечник которого на 1-2 мм превышает трещину по ширине.
- Разделка сквозных трещин выполняется с 1 либо 2 сторон. Все зависит от толщины металла. Делают так, как удобнее.
- Слишком близко расположенные друг к другу трещины заделываются заплаткой, аналогичной той, которой заделываются пробоины.
При необходимости заделки пробоины ее края предварительно сглаживаются, остроугольные выступы срубаются при помощи зубила. Поверхность изделия нужно обязательно зачистить при помощи наждачного круга. Зачистка выполняется на расстоянии в 3 см от краев пробоины. После этого из листовой низкоуглеродистой стали вырезается заплатка необходимой формы и толщины. Размер заплатки зависит от пробоины. Делайте так, чтобы заплатка со всех сторон перекрывала пробоину примерно на 1,5-2 см.
Как снизить напряжения в металле?
С целью снижения напряжений, возникающих в металле в процессе варки, края заплатки отбортовываются на 30°. Заплатка помещается отбортованной частью к чугуну и приваривается внахлест.
Перед работой подготовьте следующие инструменты и приспособления:

Схема сварки чугунной детали с охлаждением ее водой.
- Сварочный аппарат.
- Защитные очки.
- Ручные тиски.
- Металлическую щетку.
- Защитную маску.
- Зажим заземления.
- Держатель электрода.
- Шлифовальную машину.
- Защитную одежду.
- Перчатки.
- Электроды.
Пошаговая инструкция по горячей сварке чугуна
Горячая сварка в некоторых моментах более сложна, чем холодная. Ее преимуществом является исключение риска образования трещин. В процессе сварки нужно пытаться равномерно прогревать деталь, т.к. именно существенная разница температур между швом и основным изделием зачастую и приводит к появлению трещин и прочих дефектов.

Схема сварки чугуна с постановкой стальных шпилек.
Прежде чем приступать к нагреву деталей, надежно закрепите их в достаточно жестком каркасе. Это позволяет избавиться от напряжения, которое во время работы может привести к образованию трещин. Если нагрев деталей имеет местный характер, жесткий каркас можно не применять. Для нагрева изделий, как правило, применяются установки для индукционного нагрева. При желании и наличии такой возможности детали можно нагревать в горнах, применяя паяльные лампы либо пламенные горелки.
При необходимости сварить сквозные трещины или заделать дефекты по краям изделия традиционно применяются графитовые формы. Они позволяют предотвратить вытекание жидкого металла. Такие формы делаются из графитовых пластинок, для соединения которых применяется формовочная смесь из кварцевого песка с некоторой частью жидкого стекла. Подогревать нужно для того, чтобы дальнейшее охлаждение готовой детали было равномерным. Это минимизирует риск появления трещин.
Прежде чем приступать непосредственно к варке, подготовьте дефектное место. Сначала тщательно очистите его от грязи и пыли, а затем разделите, чтобы получить полости и обеспечить хороший доступ и максимальное удобство для работы электродами в месте сварки.
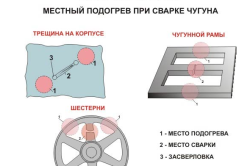
Местный подогрев при сварке чугуна.
В процессе работы нужно строго следовать проверенной и утвержденной технологии. Важно соблюдать требуемый объем расплавленного чугуна. Дополнительно его нужно размешивать концом рабочего электрода либо присадочного стержня. Охлаждать нужно постепенно. Нельзя, чтобы заваренное место остывало чересчур быстро: засыпьте его горячим песком либо древесным углем, можно охладить в печи. В среднем мелкие изделия остывают от нескольких часов для 2-х суток. Более крупные детали могут остывать до недели.
С целью раскисления и дополнительной защиты ванны используются флюсы на борной основе. Можно, к примеру, применять прокаленную безводную буру. Прокалка ведется при 400°С. Эта технология сварки в настоящее время считается наиболее совершенной. Но есть у горячей сварки и определенные недостатки: кропотливость рабочего процесса и довольно тяжелые условия.
Технология холодной сварки чугунных изделий
Если нет специального нагревательного оборудования, а потребность в сварке этого материала не носит постоянного характера, то можно использовать технологию холодной сварки при помощи специальных электродов, а именно:
- ОЗЧ-2 с медным стержнем, покрытым особым составом.
- МНЧ-2 со стержнем из сплава, в состав которого входит медь, никель, марганец и железо.
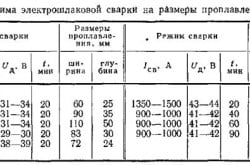
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Использование электродов МНЧ-2 позволяет получать более технологичный в резке металл, однако, эти электроды стоят довольно дорого, да и найти их зачастую проблему. Электроды же ОЗЧ-2 недорогие и доступные, при желании их даже можно изготовить самостоятельно. Электрод состоит из медного стержня со специальным электродным напылением. В состав напыления входит металлический порошок, мрамор, плавиковый шпат, кварц, ферромарганец, ферротитан, ферросилиция, сода. Обычно сварщики, которые самостоятельно изготавливают электроды, покупают уже готовое покрытие, т.к. выдержать в точности все пропорции довольно сложно.
Электрод изготавливается в следующем порядке. Сначала берется медная проволока, делится на отрезки. Отрезки очищаются и обязательно обезжириваются органическим растворителем. Берутся железные электроды, с них скалывается покрытие и смешивается в пропорции 1:1 с мелкими железными опилками либо, что еще лучше, порошком. Все тщательно перемешивается с жидким стеклом. В образовавшуюся смесь макаются отрезки проволоки из меди, после чего она медленно извлекается из массы. Спешить не нужно. Важно, чтобы избыток успел полностью стечь. Слой должен иметь не более 2 мм в толщину. Сначала электроды нужно просушить на воздухе, расположив их вертикально, а затем прокалить при температуре в 250°С. Для прокалки подойдет простая духовка плиты.
Для сварки чугуна при помощи таких самодельных электродов используется недлинная дуга. Ток должен быть обратным и постоянным. Важно делать перерывы на остывание материала до 50°С. В целях обеспечения высококачественной работы накладывайте сварочный шов небольшими участками длиной примерно по 3-5 см и проковывайте сразу после проведения сварки. Так вы предотвратите образование трещин в сварочном шве.
При отсутствии времени на создание рассмотренных выше электродов, вы можете выполнить сварку при помощи специальных комбинированных медно-стальных изделий. Изготавливаются они по такой схеме: берутся электроды для работы со сталью и на них навивается спираль из медной или латунной проволоки с поперечником в 1,5-2 мм. Длину проволоки подбирайте так, чтобы спираль весила в среднем в 4-5 раз больше, чем железный стержень.
Основные особенности газопламенной сварки чугуна
Способы газовой сварки: а – правый; б – левый.
Несмотря на то что в настоящее время существует много методов сварки рассматриваемого материала, газовая сварка по-прежнему остается наиболее надежным вариантом. Этот метод позволяет добиваться высококачественной наплавки, свойства которой похожи на свойства основного металла. Чаще всего такая сварка применяется при необходимости устранения повреждений, например, для восстановления поврежденных отверстий.
Технология довольно простая и понятная. Необходимо произвести постепенный и более равномерный нагрев либо остывание чугунной детали.
В результате такой работы в металле шва и на его границах будут созданы более подходящие условия для нормальной графитизации углерода, а риск появления внутренних напряжений сведется к минимуму.
Однако данная технология ручной дуговой сварки требует предварительного обогрева изделия. Местный обогрев выполняется при помощи горелки. Присадочным материалом обычно выступают литые чугунные прутья. Сварка осуществляется науглероживающим либо простым пламенем, применяются флюсы из буры.
Прекрасные результаты достигаются в процессе сварки чугуна при помощи газового пламени с применением латунных прутьев. Данный материал имеет более низкую температуру плавления, чем чугун. Работа выполняется с применением борной кислоты и буры в равных количествах либо же флюса из буры. Кромки трещин, разделанные под углом в 80°, нагреваются до 900°С и посыпаются флюсом. После этого кромки облуживаются с применением прута из латуни. Разделка заполняется латунью без расплавления чугуна.
Таким образом, чугун – это один из наиболее широко использующихся материалов, состоящий из железа и углерода. И именно из-за особенностей состава при сварке данного материала возникают основные трудности. По причине существенной трудоемкости сварки чугуна, которая особенно сильно ощущается при работе с крупногабаритными деталями, нужно обязательно учитывать основные особенности сварки чугунных деталей и в точности следовать технологии. При отсутствии опыта и специального оборудования наиболее предпочтительным вариантом для вас будет холодная сварка. Следуйте инструкции, и все получится. Удачной работы!
 Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
 металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
 Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
 Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
 придерживаться обратной полярности при подключении;
придерживаться обратной полярности при подключении;- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.
Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Применение шпилек и многослойности
 После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
Завершающий момент для такого рода сварочных работ — нанесение верхнего соединительного шва из нержавеющей проволоки, предназначение которого — прочное объединение наваренной стали в пространстве, полученном вокруг шпилек.
Сначала следует убедиться в том, насколько правильно созданы фаски. После этого посредством специального электрода, выдерживая оптимальный температурный режим, начинают аккуратно наплавлять первый слой электросваркой. Он будет главным и определит качество дальнейших работ. Каждый из слоев еще в горячем состоянии должен тщательно проковываться молотком. Когда есть свободный доступ к обратной стороне изделий, то после нанесения первого слоя его нужно перевернуть, наплавить такой же шов, после чего завершить многослойную варку сверху, а потом снизу. После проковки швов поверхность поддается шлифовке.


Отправить ответ