
Напильники с мелкой насечкой
Содержание:
Обработка дерева и металла
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
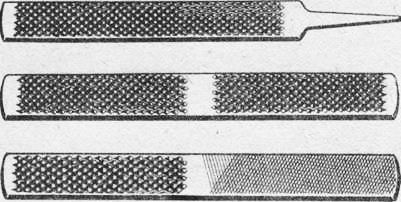
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
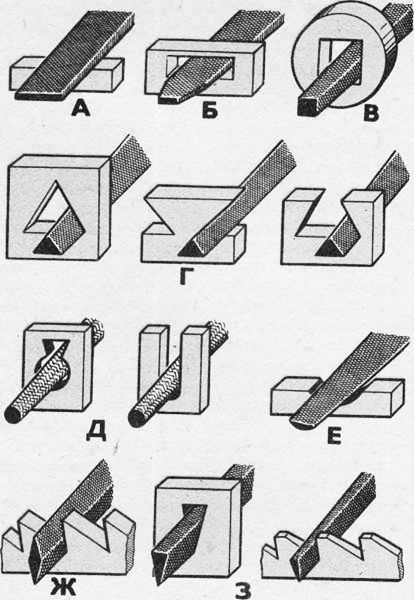
Напильники делятся на следующие типы:
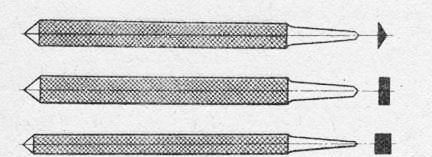
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
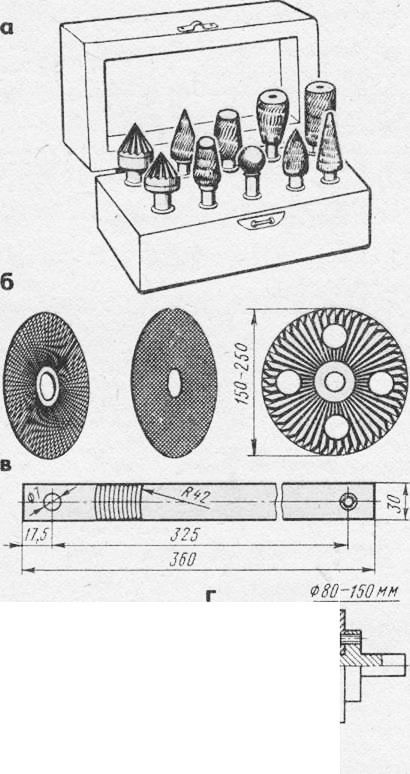
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления.
Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
 Сделать что-то своими руками очень интересно. Это мнение разделят многие люди. Приятно посмотреть на продукт своего творчества. И неважно, новое это изделие или, бывшее неисправным, старое.
Сделать что-то своими руками очень интересно. Это мнение разделят многие люди. Приятно посмотреть на продукт своего творчества. И неважно, новое это изделие или, бывшее неисправным, старое.
Но 50% успеха зависит от хорошего инструмента. Умение правильно выбрать и применить тот или иной инструмент очень важно. Только тогда он полностью «раскроет» свои возможности и будет максимально полезен.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
 Зачистка деталей от ржавчины.
Зачистка деталей от ржавчины.- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
 Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
 Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Назначение и виды напильников
 Плоский. Им хорошо зачищать ровные части заготовок.
Плоский. Им хорошо зачищать ровные части заготовок.- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
 Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.
Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.
В зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины напильника, насечкам присвоены соответствующие номера:
№ 1-драчевые напильники, у которых на 1 см длины приходится 5-13 зубьев (крупная насечка);
№ 2- личные напильники, у которых на 1 см длины приходится 13-25 зубьев (средняя насечка);
№ 3, 4, 5 и 6 — бархатные напильники с числом зубьев на 1 см длины 25-80 (самая мелкая насечка).
Напильники могут иметь одинарную или двойную (перекрестную) насечку.
Применение напильников того или иного класса зависит от характера выполняемой работы, т. е. от толщины снимаемого слоя металла и от требуемой точности обработки.
Драчевые напильники №1 применяют при грубой обработке, когда требуется снять большой слой металла (не менее 0,25 мм). Припуск металла, подлежащего опиливанию драчевым напильником, 0,5-1 мм в зависимости от характера обрабатываемой поверхности.
Напильник с драчевой насечкой за один ход снимает слой металла толщиной 0,08-0,15 мм и дает точность обработки 0,1-0,15 мм.
Личные напильники №2 применяют после того, как основной слой металла, подлежащий опиливанию, уже снят с детали при помощи драчевого напильника. На долю обработки личным напильником обычно оставляется припуск не более 0,15-0,35 мм. Личный напильник снимает слой металла толщиной 0,02-0,08 мм, при этом достигается довольно высокая точность обработки 0,025-0,05 мм. После опиливания личным напильником на обработанной поверхности остаются настолько мелкие штрихи, что эта поверхность кажется шлифованной.
Бархатные напильники № 3, 4, 5 и 6 применяются только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Поверхность, обработанная этим напильником, не имеет никаких видимых глазом или ощутимых пальцами руки штрихов.
Напильники с бархатной насечкой снимают очень небольшой слой металла толщиной 0,025-0,05 мм и дают высокую точность обработки 0,01-0,005 мм.
Назначение напильников. Напильники различаются между собой не только видами насечек, но и формой поперечного сечения, т. е. профилем.
Необходимость применения различных профилей напильников вызвана большим разнообразием форм обрабатываемых деталей. Поэтому в зависимости от формы обрабатываемой детали применяются и разные профили напильников.
Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных выпуклых поверхностей (рис. 106, а).
Квадратными напильниками (рис. 106, б) опиливают плоскости квадратных и прямоугольных отверстий и различных пазов. Квадратные напильники большой длины (350- 500 мм) называют брусовками и применяют при грубом (обдирочном) опиливании изделия, когда требуется снять слой металла не менее 1 мм.
Трехгранные напильники (рис. 106, в) служат главным образом для опиливания внутренних углов.
Круглые напильники (рис. 106, г) применяют для опиливания закругленных углублений и отверстий в изделиях.
Полукруглыми напильниками (рис. 106, д) опиливают вогнутые поверхности.
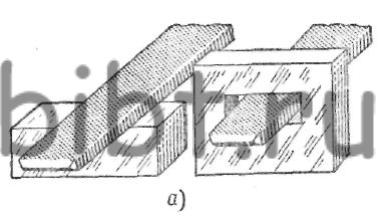
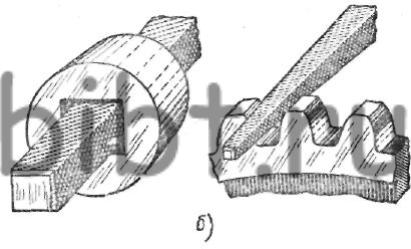
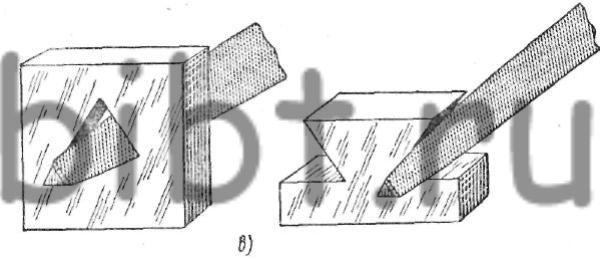
Рис 106 Формы сечения напильников:
а — плоские, б — квадратные, в — трехгранные г — круглые, д — полукруглые, е- ромбовидные, ж — ножевидные.
К специальной группе напильников относятся ножевидные (рис. 106, ж), ромбовидные (рис. 106, е), овальные напильники— диски с насечками, нанесенными по окружности и на боковых сторонах. Ими опиливают углы и наклонные плоскости.


Отправить ответ