
Как сваривать пластиковые трубы в домашних условиях
Содержание:
- 1 Разновидности труб, подлежащих сварке
- 2 Необходимое оборудование и инструменты
- 3 Технология сварки враструб – пошаговая инструкция
- 4 Ошибки при сварке
- 5 Как правильно паять полипропиленовый трубопрокат – общие понятия
- 6 Как происходит процесс сваривания
- 7 Необходимый инструмент
- 8 Подготовительные работы
- 9 Обезжиривание торцов свариваемых элементов
- 10 Производим разметку глубины посадки трубного изделия
- 11 Как долго греть
- 12 Как паять – описание технологии процесса для начинающих
- 13 Температурные нормы
- 14 Как грамотно паять – важные нюансы пайки
- 15 Оборудование для диффузной раструбной сварки полипропиленовых труб
- 16 Какие полипропиленовые трубы выбрать?
Замена или установка водопроводных труб с нуля – процесс ответственный, поэтому материал должен подбираться очень тщательно. Он должен быть долговечным, стойким к коррозии, удобным в работе. Лучше всего, на сегодняшний день, для этой цели подходят полипропиленовые трубы. Среди преимуществ материала – срок службы более 50 лет, простота монтажа, относительная дешевизна материала и многие другие плюсы. Установка новой разводки отопления или водоснабжения проходит при помощи технологии пайки, она же сварка пвх труб. Сварка полипропиленовых труб своими руками – простейший процесс, с которым, после небольшой подготовки, сможет справиться любой хозяин. Ниже, рассмотрим, что собой представляет технология сварки полипропиленовых труб, ее нюансы.

Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
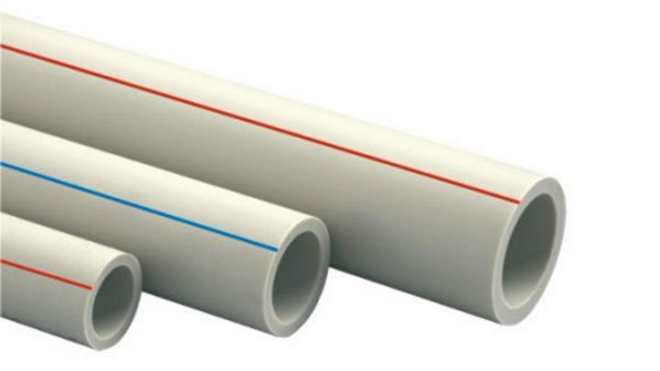
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Необходимое оборудование и инструменты
Для сварки полипропиленовых труб понадобится определенный набор оборудования, это:
- Сам аппарат для сварки;
- Набор нагревательных насадок различного диаметра;
- Прибор для резки;
- Шейвер – устройство, удаляющее армирующий слой (необходимо при работе с маркировкой PN25);
- Фаскосниматель – прибор, необходимый для выравнивания торцов среза (необходим если пластиковые изделия отрезаются ножовкой или подходящим инструментом, не дающим идеально плоский торец среза).
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Учтите, что некоторые производители советуют использовать шейвер и для обычных из-за возможной эллипсности материала в срезе.
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик. Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Важно! Установку на прогрев и снятие следует проводить надавливая на деталь строго перпендикулярно нагревательному элементу. Давление под углом или снятие деталей с их уводом под определенный угол – запрещено.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании.
Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Обратите внимание! Для сварки полипропиленовых труб большого диаметра 40 – 50 мм, ручные способы не подходят и необходимо использование специального центровщика.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок. Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание.
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
 Сварка полипропиленовых труб получила широкое распространение. Трубный прокат из пластика из-за невысокой стоимости и простоты установки прочно занял позиции лидера при монтаже водопроводных и тепловых коммуникаций.
Сварка полипропиленовых труб получила широкое распространение. Трубный прокат из пластика из-за невысокой стоимости и простоты установки прочно занял позиции лидера при монтаже водопроводных и тепловых коммуникаций.
Эти конструкции не такие прочные, как аналоги из металла, тем не менее, большинство отдает предпочтение именно пластику. Немаловажную, а иногда и решающую роль при выборе играет простота и скорость монтажа. А метод пайки при соединении полипропиленовых (ПП) элементов магистрали дает возможность соорудить надежную и прочную конструкцию за считанные минуты.
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Смотреть видео урок для начинающих – как паять полипропиленовые трубы
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Необходимый инструмент
Для того, чтобы образовалось высококачественное соединение, необходимо выбрать специальный паяльник. Его еще называют «утюг для сварки пп труб».
 Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Смотреть видео урок для начинающих сварщиков – как правильно паять
Разметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Как долго греть
 Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Как паять – описание технологии процесса для начинающих
Как сварить полипропиленовые трубы наглядно демонстрирует предоставленное видео. В нем вся технология процесса объясняется очень детально. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и показывает, как она используется на практике.
Так же видео подробно освещает каждый этап действий, и то, как нужно сварить конструкцию правильно. Материал, который оно излагает, следует изучить очень внимательно, это станет залогом того, что дальнейшие самостоятельные действия не вызовут никаких затруднений.
Видео инструкция полностью подтверждает, что пользоваться сварочником совсем не сложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно смотреть начинающим мастерам видео урок как правильно паять.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Значительно облегчить данную работу можно, если воспользоваться специальными таблицами. Их можно найти в инструкции к паяльникам, или на нашем сайте.

Как грамотно паять – важные нюансы пайки
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Смотреть видео: пайка и типичные ошибки начинающих
Самой частой ошибкой, которую делают малоопытные мастера, является перегрев частей. Из-за этого сужается просвет трубного сортамента.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Проведение полифузных сварочных работ
После того как нужные работы по подготовке деталей и инструментов проведены, можно начать сварку. Для того чтобы правильно все сварить, необходимо посмотреть видео, придерживаясь приведенной в нем инструкцией для начинающих.
- Наденьте фитинг на нагретую до рабочего уровня насадку. Он требует больше обычного времени на нагревание, связано это с тем что у него стенки толще, в отличие от полипропиленовых трубопрокатов.
- На вторую насадку сварочного аппарата наденьте пластиковую трубку, только после того как началось нагревание фитинга.
- Теперь дождитесь, когда обе детали прогреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного соприкосновения, то нужно провернуть их на 10 градусов во время самого процесса сваривания.
- Для того чтобы соединение было качественным, время спайки нужно рассчитать. Для этого необходимо использовать специальную таблицу, время пайки будет зависеть от диаметра.
- Когда элементы нагрелись, их надо извлечь и плавным движением соединить, вставляя трубу внутрь фитинга, согласно предварительно поставленной метке.
- Держите обе детали некоторое количество времени плотно сомкнутыми, пока соединительный шов не остынет, как на видео.
Обратите внимание, что для качественной спайки необходимо проводить точные соединения, без лишнего расплава рабочего пластикового материала. Наплыв лишнего полипропилена приведет к снижению проводимости трубопровода из за уменьшения его диаметра. И это является показателем того, что сваривание полипропиленовых труб проведена неправильно.
Пайка с помощью электро фитинга
Процесс подготовки электрофитингового аппарата для спайки полностью такой же, как и у полифузного. Но сам способ спайки немного другой.
- Необходимо заготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовьте сварочный аппарат.
- Всю поверхность нужно очистить от окислений. Так же проведите обезжиривание всех частей предназначенных для соединения.
- Теперь вставляя трубку в фитинг, делайте метку строительным маркером.
- Соединяют электро фитинг с паяльником специальными проводами.
- Чтобы начать сварку вденьте трубу в электро фитинг.
- Переключите тумблер на «Вкл» и все пройдет в автоматическом режиме.
- О том, что спайка окончена, будут свидетельствовать специальные метки на фитинге, там выйдет наружу полипропилен.
Когда сварка произведена, соединение должно пройти процесс естественного охлаждения. Когда все детали охладятся, и если вся технология была произведена без нарушений, то стык будет очень надежно.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Смотреть видео урок для начинающих
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.

При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.

Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Производим разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
На плане определяют точные места для установки оборудования. Все измерения должны выполняться с максимальной точностью. Перед тем, как начать сваривать, нужно ознакомиться со следующими рекомендациями. Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
 Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы. Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема.
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.

Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.





Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.

Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).




Отправить ответ