
Каким припоем паять самогонный аппарат
Содержание:
- 1 Основные положения
- 2 Использование припоя
- 3 Пайка медных труб с применением медно-фосфорного припоя
- 4 Пайка меди с латунью с использованием твердого медно-фосфорного припоя
- 5 Особенности пайки стали при помощи серебряного припоя
- 6 Флюсы
- 7 Правила пайки
- 8 Подготовка медных труб
- 9 Материалы, необходимые для работы
- 10 Особенности припоев и флюсов
- 11 Пайка мягким припоем
- 12 Пайка твердым припоем
- 13 Основные ошибки при пайке своими руками
- 14 Немного теории перед началом работ
- 15 Алгоритм пайки мягким припоем
- 16 Как еще можно соединить элементы из меди?
- 17 Безопасность превыше всего
Основные положения
Чтобы соединение из металлов получилось надежным необходимо добиться равномерного распределения припоя. Данный процесс называют «смачиванием». Его возможно выполнить только на хорошо подготовленной поверхности.
Использование припоя
Твердые припои применяют для соединений бронзы, меди, латуни и комбинаций из данных металлов. Во время соединения латуни и бронзы необходимо использовать флюс, чтобы избежать окисного образования на основном металле, поскольку из-за него может быть неравномерное распределение припоя. Медно-фосфорные припои для пайки медных соединений являются самофлюсующими.
Основным недостатком припоя содержащего фосфор является хрупкость, поэтому его не используют для пайки цветных металлов, включающих в себя более 10% никеля, а также для соединений из алюминиевой бронзы.
Для пайки цветных металлов, в частности меди и сплавов на ее основе, используют твердые серебряные припои, поскольку они не содержат фосфор. Исключением является алюминий и магний, поскольку для их соединения необходим флюс.
Следует быть осторожными, используя низкотемпературный медный припой, в состав которого входит кадмий, поскольку его пары отравляюще действуют на организм человека.
Пайка медных труб с применением медно-фосфорного припоя
Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.

Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.

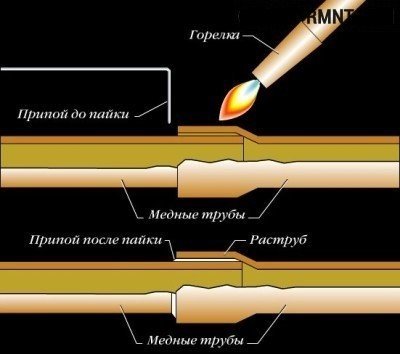
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
Припой не будет равномерно распределяться между соединяемыми трубами, когда внутренняя труба больше нагрета, чем наружная и в обратном порядке. Необходимо полностью равномерно разогревать всю поверхность свариваемых труб, только в этом случае припой будет равномерно проникать в зазор соединений.

Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Пайка меди с латунью с использованием твердого медно-фосфорного припоя

Особенности пайки стали при помощи серебряного припоя
Флюсы
Во время пайки используют минимальное количество флюса, остатки которого потом тщательно удаляют. Наносить его следует вдоль свариваемой поверхности, а не на само соединение, поскольку он должен попасть в него непосредственно до припоя.
Правила пайки
Пламя для пайки должно обеспечивать максимальный нагрев, прием соединение необходимо равномерно прогревать до необходимой температуры. После нанесения припоя на соединение проверяют равномерность его распределения. Для этой цели используют паяльную горелку. Припой должен растекаться в сторону более нагретого участка.
Применение медных труб позволяет устроить эффективную и долговечную систему отопления или водоснабжения. Наиболее простым и распространенным способом соединения таких изделий является технология пайки. Она предполагает наличие припоя – термопластичного вещества, обеспечивающего герметизацию стыка путем плавления и затекания под действием высокой температуры. После остывания он твердеет и фиксирует соединение.

Пайка труб из меди осуществляется разными видами припоя
Подготовка медных труб
Данные изделия отличаются прочностью, долговечностью, выдерживают высокие значения давления и температуры, а также не боятся ультрафиолетового излучения.
Для спаивания труб из меди понадобятся труборез, расширитель, молоток, рулетка и фаскосниматель. Выбор трубореза определяется диаметром используемых изделий. Он позволяет получить ровный срез, который перпендикулярный к оси трубы. Фаскосниматели применяются для снятия грата и фаски с краев изделий. Снятие заусенцев с внешних и внутренних краев труб облегчает их всовывание друг в друга. Фаскосниматели бывают в круглом корпусе (с ограничением диаметра трубы в 3,6 см) либо в виде карандаша.
Если соединение медных труб не предполагает использование фитингов, то используется труборасширитель.
Важно! Расширяемое медное изделие должно быть или мягким или отожженным.
В помещении проведения пайки медной трубы не должно находиться легковоспламеняющихся и горючих веществ. Также необходимо обеспечить хорошую вентиляцию и проветривание.

Для качественного соединения важен ровный срез, поэтому трубу нужно обрезать специальным приспособлением — труборезом
Материалы, необходимые для работы
Пайку медных труб можно выполнять самостоятельно. Для работы потребуются:
- припой;
- стальная щетка;
- флюс;
- кисть;
- паяльник или газовая горелка.
Припой имеет вид проволоки с температурой плавления меньшей, чем у меди. Это позволяет выполнять соединение изделий нагреванием. С помощью стальной щетки при подготовительных работах очищаются внутренняя поверхность фитинга и внешняя часть трубы.
Припой бывает высокотемпературный, представляющий собой тонкую проволоку из меди с добавлением до 6% фосфора и имеющий температуру плавления 600-800 °С, и низкотемпературный – из олова, плавящегося при 300-400 °С.
Жидкий флюс наносится на муфту и трубу до сборки соединительного узла, твердый – расплавляется в зоне пайки. Флюс в виде пасты представляет собой загустевшую смесь, которая может быть нанесена как до, так и после процесса стыковки. Флюс очищает от окислов поверхность трубы, защищает место пайки от кислорода, способствует растекание припоя и улучшает сцепления соединяемых деталей.

Для разогрева металла и припоя необходима газовая горелка
Различают газовые горелки со стационарным баллоном или одноразовым. Существует отдельный вид горелок – ацетилен-кислородные, которые отличаются своей конструкцией. Выбор мощности аппарата для пайки осуществляется по температуре плавления припоя. Профессиональными инструментами проводится пайка медных труб твердым припоем, полупрофессиональными – твердым и мягким припоем.
Особенности припоев и флюсов
Существует большое количество твердых и мягких припоев, которые могут обеспечить качественную пайку медных труб. Низкотемпературные припои дают шов с несколько худшими механическими параметрами, но позволяют выполнять работы при температуре, которая не оказывает сильного влияния на прочность металла труб. Около 95-97% таких припоев составляет олово, остальная часть – прочие элементы.
Наиболее хорошие технологические свойства у соединений, содержащих серебро. Существуют трехкомпонентные припои, в состав которых входят олово, серебро, медь. Флюсы, применяемые для низкотемпературной пайки, зачастую содержат хлорид цинка.
Достаточная прочность соединения при пайке мягким припоем достигается большой площадью контакта элементов. Для газопроводов используется только высокотемпературная пайка, обеспечивающая наилучшую прочность и надежность.

Низкотемпературный припой состоит из олова и имеет вид проволоки
Допустимое давление в трубопроводах при использовании разных типов пайки приведено в таблице.
Таблица 1
| Температура среды, которая транспортируется, °С | Давление, атм | |
| Низкотемпературная | 30 | 16 |
| 65 | 10 | |
| 110 | 6 | |
| Высокотемпературная | 30 | 40 |
| 65 | 25 | |
| 110 | 16 |
Для высокотемпературной пайки обычно используются медно-фосфорные припои. Они выпускаются в виде прутков.
Обратите внимание! Медно-фосфорный припой нельзя использовать при пайке чугуна, стали, а также цветных металлов, в состав которых входит более 10% никеля.
Рекомендуется применение флюса и припоя одного производителя как для низкотемпературной, так и высокотемпературной пайки.
Пайка мягким припоем
Низкотемпературная пайка применяется при установке водопроводных и отопительных сетей с температурой теплоносителя до 130 °С и диаметром труб до 10 см.

Пайка при низкой температуре подходит для монтажа водопроводов
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд. Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Пайка твердым припоем
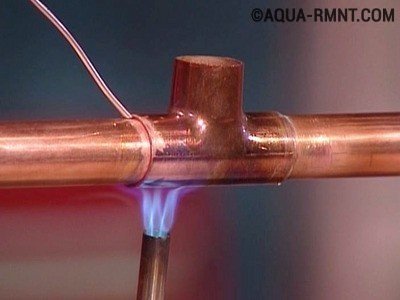
Пайка медных труб своими руками с использованием твердого припоя проводится, если планируется эксплуатация системы при температуре выше 110 °С. Для соединения необходима температура выше 700 градусов, поэтому пайку выполняют газопламенным способом.

Медно-фосфорный припой выпускается в виде прутьев и применяется для высокотемпературной пайки
Обратите внимание! Технология пайки твердым припоем предполагает проведение отжига металла, что приводит к размягчению меди.
Применение медно-фосфорного припоя не требует наличия флюса. Если правильно обеспечить равномерный нагрев концов изделий, то он заполнит зазор. Готовность соединения проверяется прутком припоя – он должен плавиться.
Этапы пайки такие:
- Собирается и прогревается стыковочный узел.
- В точку соединения раструба и трубы вводится припой, который размягчается горелкой.
- После первого сцепления труба проворачивается и размягченный припой наматывается на последующий участок стыка.
Преимуществами технологии пайки медных труб твердым припоем является:
- хорошая прочность шва;
- возможность уменьшения ширины соединения;
- применимость в системах, работающих при высокой температуре.
Так как правильная пайка медных труб твердым припоем должна исключать перегрев изделий, что приводит к разрывам, то выполнение работ лучше доверить специалистам.

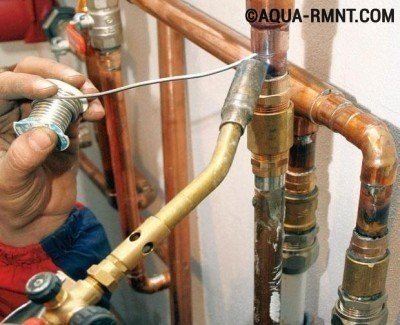
Трубы, соединенные твердым припоем, используются в отопительных системах
Основные ошибки при пайке своими руками
Перед тем, как паять медные трубы необходимо убедиться в отсутствии дефектов на их поверхности, которые часто появляются при нарезке изделий. Надежность шва во многом зависит от чистоты материалов, используемых в работе. Для труб диаметром 6-108 мм ширина полученного соединения может составлять 7-50 мм.
Важно! При недостаточном прогреве медной трубы либо припоя оловянная или медная проволока последнего не прилипнет на флюс и не размягчится. Это приведет к протечке в месте стыка.
Иногда при нанесении флюса некоторые участки трубы пропускаются, что влечет за собой некачественное сцепление припоя с изделием. К похожему результату приводит перегрев трубы, при котором флюс сгорает.
Во время пайки важно выполнять требования техники безопасности, поскольку работы связаны с применением открытого пламени и химически активных веществ. Перед тем, как паять медные трубы, необходимо позаботиться о средствах индивидуальной защиты: рукавицах, очках и т. д.
Правильно организованные и выполненные работы по соединению медных труб обеспечит долгий срок службы трубопровода.
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому. Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно. А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб. Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.

Все, что вам потребуется для проведения работ по пайке меди
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg. Именно они обеспечивают надежность паяного соединения. Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.
Припой используем аккуратно — его не должно быть слишком много
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.

Флюс паста используется при пайке мягким припоем
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.
При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.
Такие красивые аккуратные швы должны получиться в результате
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
«>


Отправить ответ