
Классификация токарных станков по металлу
Содержание:
Точностью называется степень приближения действительных значений параметров изделия к идеальным параметрам.
Точность оценивается действительной погрешностью или пределами, ограничивающими значения погрешности (нормированная точность).
Погрешности станка непосредственно влияют на точность обработки.
Точность станков регламентируется государственными (отраслевыми) стандартами, в целом содержащими пять классов точности.
Распределение основных видов станков токарной группы по классам точности приведено в табл. 1.12.4. Специальные и специализированные станки таблицей не охватываются.
Токарные станки. Классификация токарных станков. Характеристика токарных станков.
Металлорежущие станки отечественного производства принято делить на 9 групп.
Токарные станки относятся к первой группе, которая подразделяется на 9 типов:
1. одношпиндельные автоматы и полуавтоматы;
2. многошпиндельные автоматы и полуавтоматы;
6. токарные, токарно-винторезные, токарно-лобовые;
7. многорезцовые, токарно-полировальные;
Различают пять степеней точности станков:
· особо высокую — А;
Обозначение модели станка содержит 3-4 цифры и несколько букв.
Первая цифра — группа станка (все токарные станки- 1);
третья и четвертая цифры — размерный параметр станка (обычно высота центров: 2 или 20 — высота центров 200 мм и 3 или 30 — высота центров 300 мм и т. д.).
Буквами обозначаются точность станка (начиная с повышенной); конструктивные особенности (М — магазин, Р-револьверная головка и др.); очередная модификация завода-изготовителя.
Буква Ф в конце означает, что станок имеет числовое программное управление:
Ф1-станок с преднабором программы;
Ф2 — позиционная система ЧПУ;
Ф3 — контурная система ЧПУ;
Ф4 — обрабатывающий центр.
Приведем несколько примеров обозначения моделей токарных станков.
1-группа токарных станков;
6 — токарно-винторезный станок;
2 — высота центров, см.
1 — группа токарных станков;
6 — токарно-винторезный станок;
16 — высота центров, см.
1-группа токарных станков;
8 — специализированный токарно-затыловочный станок;
11 — технологический параметр, определяющий размеры обрабатываемых заготовок.
1-группа токарных станков;
20 — высота центров, см;
П — класс точности — повышенный.
В обозначении моделей токарно-револьверных станков (например, 1Е316П) последние две цифры обозначают наибольший диаметр круглого прутка, обрабатываемого на данном станке. Размерный ряд револьверных станков, выпускаемых отечественными заводами, включает станки для обработки круглого прутка диаметром 10, 16, 25, 40, 65, 100 и 160 мм. Наличие буквы (Е) между цифрами указывает на модернизацию станка.
Любой металлорежущий станок состоит из корпусных узлов, узлов для закрепления обрабатываемой детали и режущего инструмента. Корпусные узлы составляют основу станка — это станина, стойка, колонна. Узел для закрепления обрабатываемой детали — это стол, передняя и задняя бабки. Узел для закрепления режущего инструмента — это суппорт. Под компоновкой станка принято понимать объединение и увязку отдельных его узлов и механизмов в единое целое. Схемы компоновки основных типов станков токарной группы приведены на рис. 19.
Рис. 19. Компоновки токарных станков
Схема компоновки основных узлов токарно-винторезного станка дана на рис. 19, а. Станина 1 служит для установки на ней передней бабки 4 с коробкой скоростей и шпинделем 5, задней бабки 7, а также для перемещения по ней суппорта 6 с резцедержателем и фартуком 9. Коробка подач 2 находится на станине, ее механизм обеспечивает необходимые подачи и шаг нарезаемой резьбы через ходовой винт 8 и ходовой вал 10. Сменные колеса расположены между шпинделем, станка и коробкой подач, закрытым кожухом 3. Такая схема компоновки является типовой для токарно-винторезных станков.
Токарно-револьверный станок с вертикальной осью поворота револьверной головки На станине 3 станка расположены передняя бабка 1 со шпинделем 8, револьверная головка 7, суппорт 4 с резцедержателем и револьверный суппорт 5. От коробки подач 2 к этим суппортам движение передается ходовыми валами 6.
Токарно-револьверный станок с горизонтальной осью поворота револьверной головки На станине 5 расположены передняя бабка с коробкой скоростей 1 и шпинделем 8, коробка подач 4, револьверная головка 7. Ходовой вал 6 передает движение от коробки подач к револьверной головке. В трубе 3 устанавливают прутковый материал, а механизм 2 служит для подачи прутка.
Схема компоновки узлов одностоечного токарно-карусельного станка На планшайбу 4 устанавливают обрабатываемую деталь. В корпусе станины расположена коробка скоростей 5. На вертикальных направляющих стойки 1 закреплена траверса 3 с горизонтальными направляющими, по которым перемещается суппорт 2 с резцедержателем револьверного типа. Боковой суппорт 6 с резцедержателем получает движение от коробки подач 7, а коробка подач 8 обеспечивает подачу вертикальному суппорту 2.
Двухстоечные токарно-карусельные станки в отличие от одностоечных, имеют большое количество суппортов. На вертикальных направляющих стоек 6 и 7 расположена траверса 3 с вертикальными суппортами 5 и 8. Боковой суппорт 10 с коробкой подач расположен на вертикальных направляющих стойки, второй боковой суппорт может быть установлен и на другой стойке. Коробки подач 9 и 4 обеспечивают подачу вертикальных суппортов. Коробка скоростей 1 вмонтирована в нижней части корпуса 2.
Многорезцовый станок На станине 5 установлена передняя бабка 1 с коробкой скоростей 2 и шпинделем 8. Особенностью многорезцовых станков является наличие нескольких суппортов, в данном случае двух — переднего 4 и заднего 7. Механизм подач 3 со сменными колесами обеспечивает продольное перемещение суппорта 4, а гитара сменных колес 9 определяет величины подач заднего суппорта 7. Задняя бабка 6 установлена на направляющих станины.
Схема компоновки узлов токарно-затыловочных станков . Внешне токарно-затыловочные станки мало отличаются от токарно-винторезных. Передняя бабка 1 с коробкой скоростей и шпинделем 10 установлена на станине 4. Затыловочный суппорт с резцедержателем 9 и фартуком 7 установлен на направляющие станины 4. Под крышками 2 и 3 расположены узлы регулирования перемещения станка. Станок имеет заднюю бабку 8, ходовой вал 6 и ходовой винт 5.
Лобовые станки отличаются от других станков токарной группы главным образом тем, что у них отсутствует задняя бабка. В передней бабке 1 находится коробка скоростей, на шпинделе которой закреплена планшайба 3. Поперечная станина 5 расположена на отдельной плите изолированно от передней бабки и несет на себе суппорт с резцедержателем 4.
На всех схемах компоновки стрелками обозначены направления движения перемещающихся и вращающихся частей исполнительных органов. Эти движения обеспечиваются кинематической связью между исполнительными органами станка. Расположение электродвигателей станков может быть различным в зависимости от типа и типоразмера станка. То же относится и к расположению электрооборудования, гидравлических и пневматических устройств.
Токарные автоматы и полуавтоматы
| Конструктивным признаком автомата является наличие полного комплекта механизмов для выполнения рабочих и вспомогательных ходов, автоматизирующих цикл, а также системы управления, координирующей их работу. Отличие полуавтомата от автомата заключается в том, что в комплекте автоматизированных целевых механизмов отсутствует загрузочно — разгрузочное устройство, и эту операцию выполняют вручную или с помощью дополнительных средств механизации. Таким образом, для повторения цикла требуется вмешательство человека (загрузка заготовок, съем изделий, ориентирование, зажим заготовок). Как правило, токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Обработка деталей на этих станках производится несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях (сверлильных, резьбонарезных и др.). Высокая производительность токарных автоматов и полуавтоматов достигается благодаря полной автоматизации рабочих и холостых ходов и их частичного совмещения. При этом один рабочий обслуживает несколько автоматов или полуавтоматов. Однако, переналадка автоматов и полуавтоматов при переходе на обработку другой заготовки связана со значительными затратами времени. Это экономически оправдано лишь в массовом, крупносерийном и иногда в серийном производствах. Токарные автоматы и полуавтоматы выпускают с горизонтальной и вертикальной осью вращения шпинделя. Последние имеют преимущества по сравнению с горизонтальными автоматами: они занимают меньшую площадь; обеспечивают более высокую точность обработки благодаря тому, что силы тяжести не влияют на поперечные деформации шпинделя; лучше обеспечивается защита направляющих от стружки и ее отвод. На горизонтальных токарных автоматах обрабатывают заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок. По способу обработки токарные автоматы и полуавтоматы делят на: фасонно-отрезные, продольного точения, токарно-револьверные, многорезцовые и копировальные. По способу управления рабочим циклом автоматы подразделяют на три группы: • — с одним распределительным валом (РВ), равномерно вращающимся в течение всего цикла обработки; • — с РВ, управляющим с малой скоростью вращения рабочими ходами и с большой скоростью — холостыми ходами; • — с РВ, скорость вращения которого меняется во время цикла обработки, и со вспомогательным валом, вращающимся с постоянной скоростью. |
ТОКАРНЫЕ КОПИРОВАЛЬНЫЕ ПОЛУАВТОМАТЫ
Принцип работы копировальных полуавтоматов. В отличие от многорезцовых токарных полуавтоматов в токарных копировальных полуавтоматах основной профиль заготовки 16, зажатой пинолью 9 гидроцилиндра 10, получают при обработке одним резцом 5 методом копирования. Резец устанавливают на верхней части копировального суппорта, привод которого в продольном и поперечном направлениях осуществляется гидравлической следящей системой, управляемой по специальному копиру 8 или по эталонной детали. В результате этого при продольном и поперечном перемещении гидросистемой копировального суппорта резей 5 точно воспроизводит на обрабатываемой заготовке форму и размеры копира. Размеры же рабочего профиля копира точно соответствуют размерам изготовляемой детали.
По поверхности копира 8 скользит наконечник щупа 7, закрепленного на рычаге, который перемещает запорно-регулирующий элемент копировальной головки 6. Профиль наконечника щупа точно соответствует профилю резца копировального суппорта.Запорно-регулирующий элемент, управляющий подачей масла в гидроцилиндр 4 поперечной (или следящей) подачи суппорта, свободно перемещается внутри копировальной головки 6 и в процессе обработки постоянно поджимается пружиной вместе со щупом к поверхности копира. Копировальная головка, в свою очередь, жестко связана с верхней частью 3 копировального суппорта и гидроцилиндра 4.
На горизонтальном участке копира щуп с запорно-регулирующим элементом и копировальная головка находятся в нулевом положении. Давление масла в верхней и нижней полостях гидроцилиндра 4 одинаковое и поэтому поперечная подача суппорта отсутствует. Суппорт в этот момент получает только продольное перемещение с подачей от гидроцилиндра 1, поршень и шток которого жестко связаны с продольной кареткой 2 суппорта.
Как только наконечник щупа 7 подходит к выступу на поверхности копира, он поднимается вверх вместе с запорно-регулирующим элементом относительно копировальной головки 6. В результате возникает рассогласование в их взаимном положении.Указанный элемент открывает доступ масла в верхнюю полость гидроцилиндра 4, поршень со штоком, которого жестко связан с продольной кареткой 2, а гидроцилиндр — с верхней частью суппорта 3. В результате верхняя часть суппорта с резцом 5 начнет подниматься вверх. Вместе с ней поднимается вверх и копировальная головка 6. Их подъем будет происходить до тех пор, пока щуп с запорно-регулирующим элементом и копировальная головка не займут опять нулевое положение. При опускании щупа с запорно-регулирующим элементом вниз по профилю копира масло подается в нижнюю полость гидроцилиндра 4, и верхняя часть суппорта вместе с резцом перемещается вниз.
Гидравлическая следящая система привода копировального суппорта с помощью автоматического регулятора обеспечивает взаимную связь его продольной и поперечной подач, что позволяет налаживать на полуавтомате такое соотношение подач, при котором результирующая подача суппорта получается примерно постоянной независимо от углов наклона профиля копира.
Переходы по прорезке канавок, снятию фасок и другие выполняет инструмент поперечного суппорта 12 (на полуавтомате может быть один или два суппорта).
Перемещение поперечного суппорта осуществляется от ползуна 15 с наклонной поверхностью, по которой перекатывается ролик 14, жестко связанный с суппортом 12. При перемещении ползуна, соединенного со штоком и поршнем гидроцилиндра 11, вправо ролик 14, перекатываясь по его наклонной поверхности, перемещает суппорт вверх.Перемещение происходит до тех пор, пока ролик не выйдет на верхнюю горизонтальную плоскость ползуна. При перемещении ползуна влево суппорт под действием пружины 13 отходит вниз в исходное положение.
Многорезцово-копировальные полуавтоматы (рис. 10.5) как бы суммируют в себе основные преимущества и технологические возможности многорезцовых и копировальных полуавтоматов. По принципу работы они во многом похожи на копировальные полуавтоматы. Основной профиль заготовки 12, устанавливаемой в центрах шпиндельной и задней бабок, обрабатывают режущим инструментом 11, установленным на копировальном суппорте. При этом обрабатывать можно, как на копировальных полуавтоматах, одним резцом или, как на многорезцовых полуавтоматах, блоком резцов до шести — восьми штук, или резцами с двух накладных копировальных суппортов с независимым управлением каждым суппортом по отдельному копиру.
Операции по проточке канавок, подрезке торцов и другие выполняют резцами, установленными на поперечном суппорте 10. В отличие от копировальных полуавтоматов поперечный суппорт многорезцово-копировальных полуавтоматов выполнен в виде отдельного узла с самостоятельным приводом. Это позволяет при использовании двух поперечных суппортов обеспечить их независимую работу.
Не нашли то, что искали? Воспользуйтесь поиском:
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).

Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.

Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
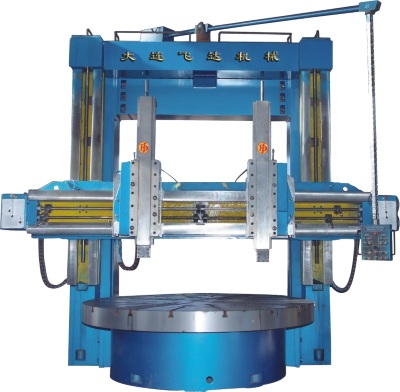
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.

Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.

По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
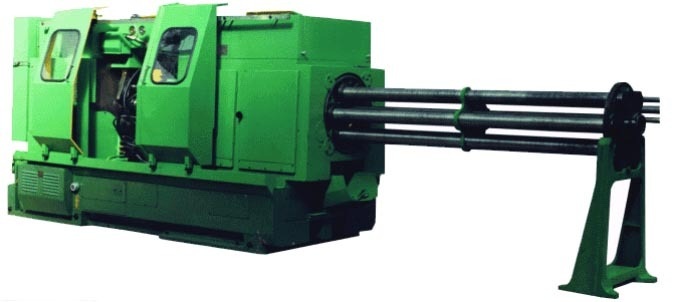
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы и другие станки.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей.
Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента.
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь.
Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы — для обработки деталей из прутка и штучных заготовок.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает к какой технологической группе относится станок: 1 — токарные станки, 2 — сверлильные и расточные станки; 3 — шлифовальные станки и т. д. две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д. Наличие буквы между цифрами указывает на произведенную модификацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка. Различают станки нормальной точности — класс Н (в большинстве случаев не указывается) ; повышенной точности — класс П; высокой точности (прецизионные) — класс В; особо высокой точности — класс А и особо точные (мастер-станки) — класс С. Например, в обозначении токарно-винторезного станка модели 16К.20П цифра 1 обозначает группу токарных станков, цифра 6 — тип станка (токарно-винторезный), цифра 20 — высоту центров в см, буква К — модернизацию станка, буква П — станок повышенной точности.
Техническими параметрами, по которым классифицируют токарно-винторезные станки (смотри рисунок), являются наибольший диаметр D обрабатываемой детали или высота центров над станиной (равная 0,5D), наибольшая длина L обрабатываемой детали и масса станка.






Устройство токарно-винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен
Ряд наибольших диаметров обрабатываемой детали имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центра ми станка. При одном и том же D изготавливают станки для обработки коротких и длинных деталей.

По массе токарные станки делят на легкие — до 500 кг (D = 100-200 мм), средние — до 4 т (D = 250-500 мм), крупные — до 15 т (D = 630-1250 мм), тяжелые — 400 т (D = 1600-4000 мм).
Легкие токарные станки применяют в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах. Эти станки выпускаются с механической подачей и без нее.
На средних токарных станках выполняют 70—80 % общего объема токарных работ. Станки этой группы предназначены для выполнения чистовой и получистовой обработки, нарезания резьб. Станки имеют высокую жесткость, достаточную мощность и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с применением современных прогрессивных инструментов из твердых и сверхтвердых материалов. Предусмотрено также оснащение станков различными приспособлениями для расширения их технологических возможностей, облегчающих труд рабочего и повышающих качество обработки. Станки имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки предназначены в основном для тяжелого и энергетического машиностроения и других отраслей. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных типов деталей (валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.).


Отправить ответ