
Коробка передач токарного станка
Содержание:
Обработка дерева и металла
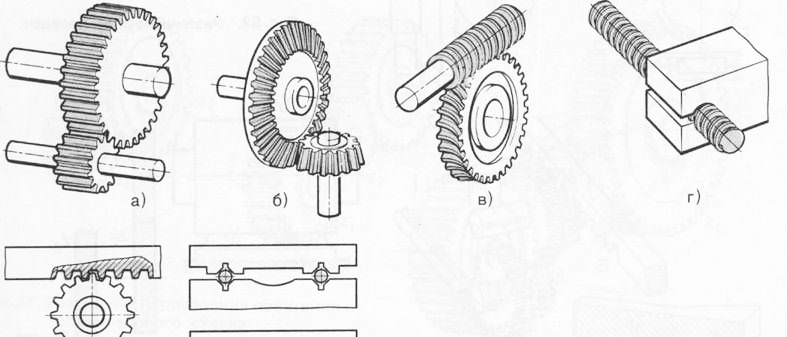
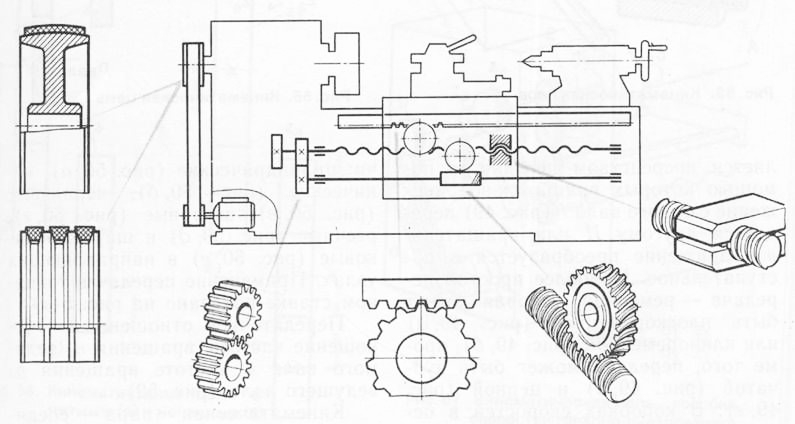
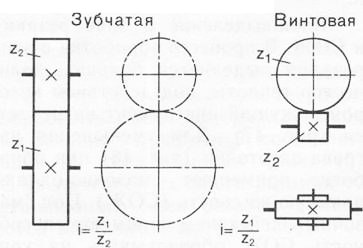
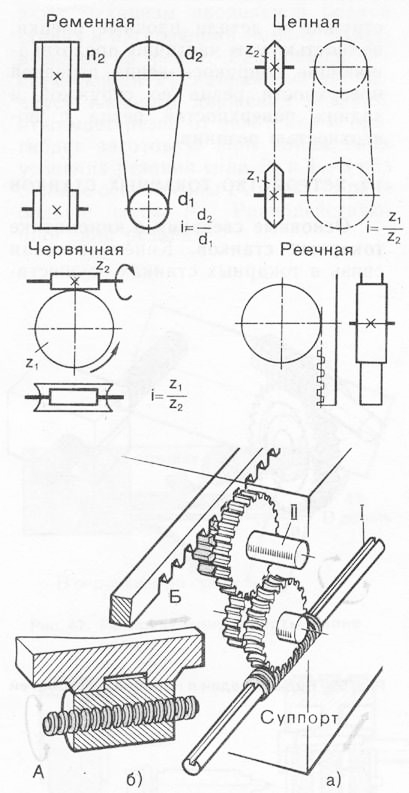
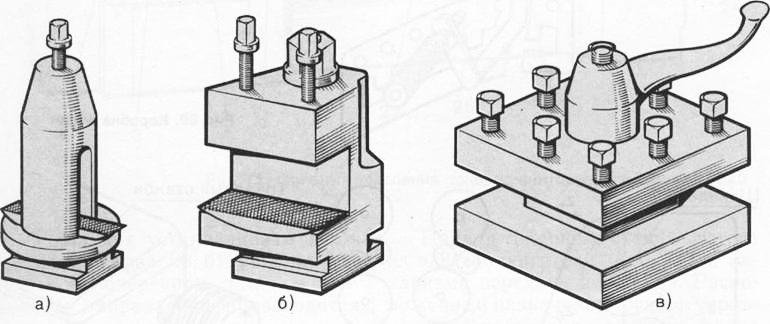
Основные сведения о кинематике токарных станков. Кинематическая связь в токарных станках осуществляется посредством передач, с помощью которых вращательное движение с одного вала (рис. 49) передается другому II или вращательное движение преобразуется в поступательное. Наиболее простая передача — ременная, которая может быть плоскоременной (рис. 49, а) или клиноременной (рис. 49, б), кроме того, передача может быть зубчатой (рис. 49, в) и цепной (рис. 49,г). В коробках скоростей в основном применяют зубчатые передачи: цилиндрические (рис. 50, а), конические (рис. 50,6), червячные (рис. 50, в), винтовые (рис. 50, г), реечные (рис. 50) и шарикороли-ковые (рис. 50, е) в направляющих узлах. Применение передач в токарном станке показано на рис. 51.
Кинематическая пара — соединение двух соприкасающихся звеньев, допускающее их относительное движение, например передача движения с вала / на вал II (рис. 53, а) или преобразование одного движения А в другое Б (рис. 53, б).
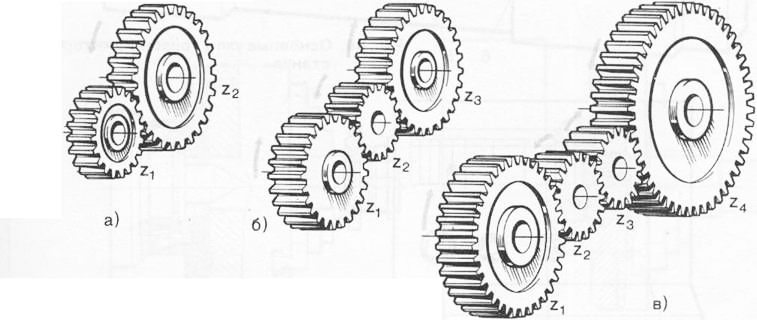
На рис. 54 показаны виды зубчатых передач: из двух зубчатых колес z и 22 (рис. 54, а); с одним промежуточным зубчатым колесом (рис. 54, б); с двумя промежуточными колесами (рис. 54, в). Промежуточные колеса 22 и 23 никакого влияния на частоту вращения ведомого вала не оказывают. Такие промежуточные зубчатые колеса называют паразитными. Паразитное колесо влияет на направление вращения ведомого колеса: при наличии одного паразитного колеса ведущее и ведомое колеса вращаются в одном направлении (рис. 54, б). Если имеются два паразитных колеса (рис. 54, в), то изменяется направление вращения; ведущее z и ведомое z колеса будут вращаться в разные стороны.

Пример кинематической цепи указан на рис. 55. Знак передаточного отношения кинематической цепи положителен, если направление вращения конечного и начального звеньев цепи одинаковое, и отрицателен, если направления их вращения различны.
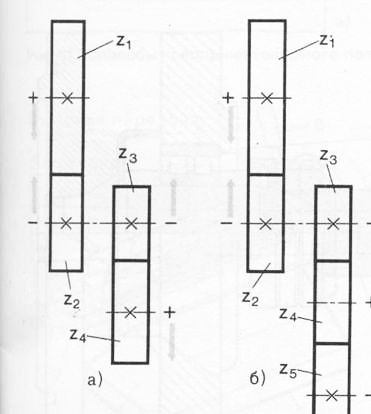
Положительный знак передаточного отношения кинематической цепи обеспечивается, если кинематическая цепь состоит из четного числа зацеплений (рис. 56, а), и отрицательный, если число зацеплении нечетное (рис. 56,6).
Кинематической цепью станка называют совокупность соединенных между собой кинематических пар, передающих движение от источника движения до конечного звена — рабочего органа станка шпинделя (рис. 57).
Основные узлы станка. Основными узлами токарно-винторезного станка являются: станина (рис. 58), передняя бабка (коробка скоростей), задняя бабка, коробка подач, фартук и суппорт.
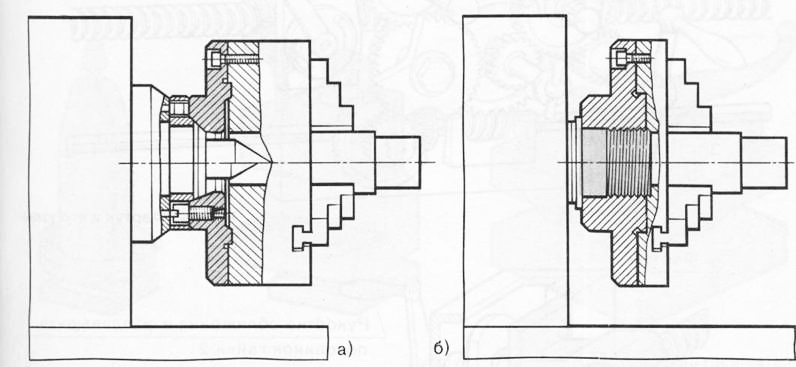
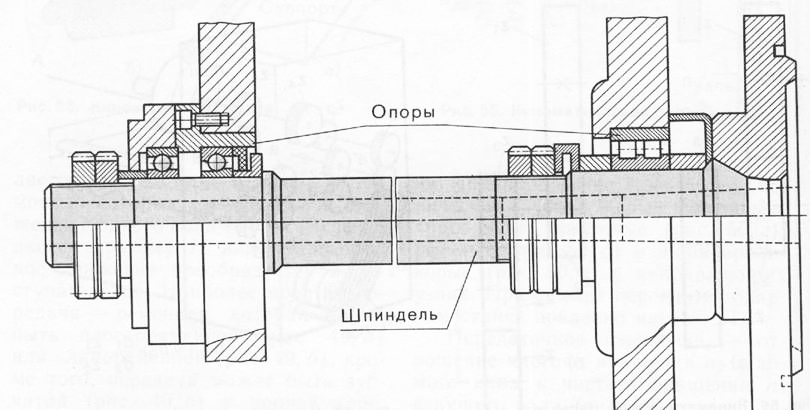
Передняя бабка (рис. 59) состоит из шпиндельного узла с опорами (рис. 60) и служит для передачи вращения заготовки, закрепленной в патроне посредством конусного (рис. 61, а) или резьбового (рис. 61, б) соединения на фланце патрона.
Задняя бабка служит для центрирования второго конца заготовки или инструмента и состоит из основания (рис. 62), корпуса, пиноли, маховичка, рукоятки крепления задней бабки к станине и рукоятки зажима пиноли. В переднем конце пиноли имеется конусное гнездо, в которое вставляется центр или режущий инструмент (сверло, зенкер, развертка и др.).
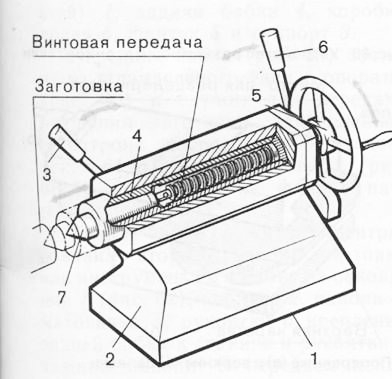
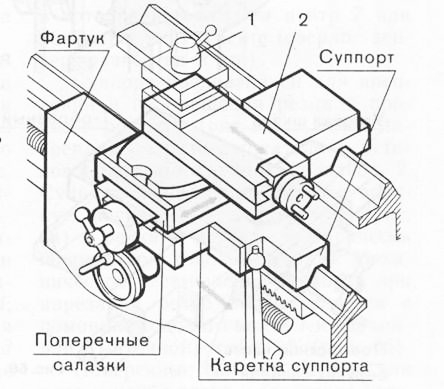
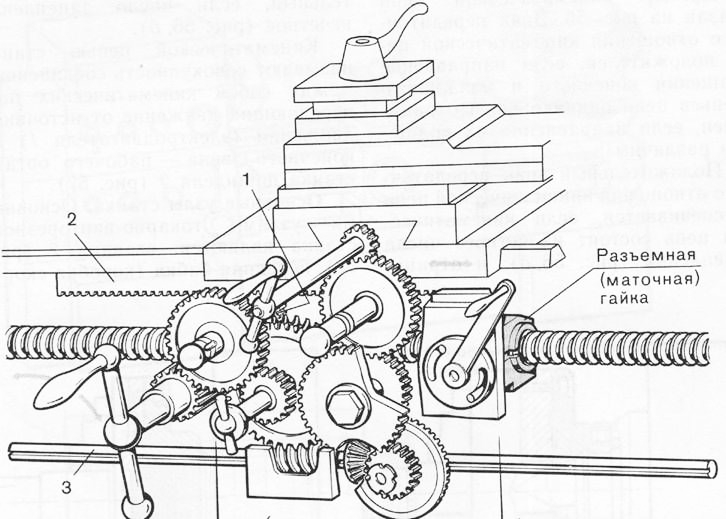
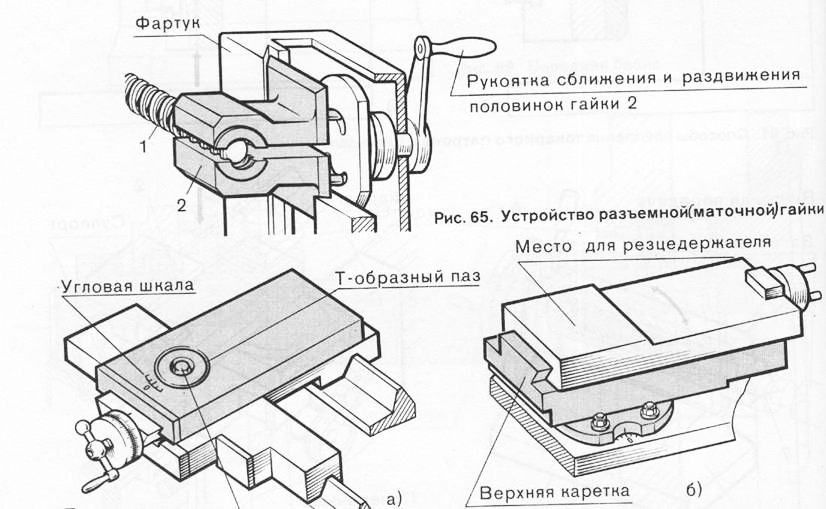
Суппорт предназначен для крепления и перемещения резца в процессе резания (рис. 63). Резец закрепляют в резцедержателе, установленном на верхних салазках. Суппорт может перемещаться вручную посредством шестерни (рис. 64) и рейки, а также механически посредством ходового вала. Механическое перемещение суппорта при нарезании резьб осуществляется с помощью ходового винта и разъемной (маточной) гайки (рис. 65).
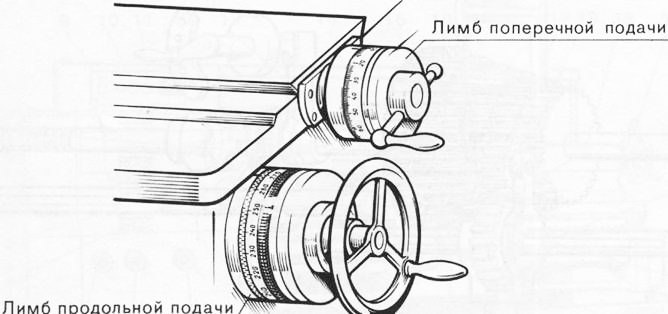
Поперечные салазки служат для перемещения резца к заготовке (рис. 66, а). На них устанавливают верхние салазки (рис. 66, б). Подача резца как в поперечном, так и в продольном направлении производится маховиками с лимбами для установки на требуемый размер обработки (рис. 67).
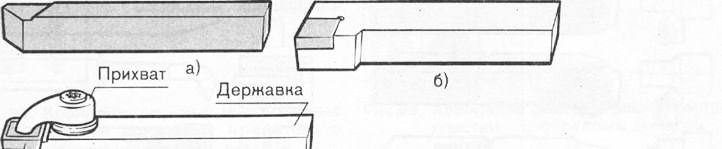
Резцедержатели предназначены для крепления резцов на станке. В одноместном резцедержателе (рис. 68, а) резец закрепляют одним винтом. Более надежное крепление резца обеспечивает резцедержатель (рис. 68, б), в котором резец закрепляют двумя винтами. На универсальных станках применяют четырехместные резцедержатели (рис. 68, в), позволяющие одновременно устанавливать четыре резца.
Коробка подач, обеспечивая движение ходового вала или винта (рис. 69), позволяет изменять их частоту вращения (рис. 70) переключением блоков зубчатых колес с помощью рычагов и рукояток.
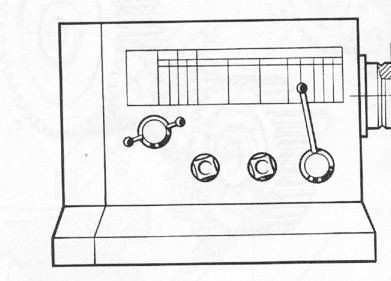
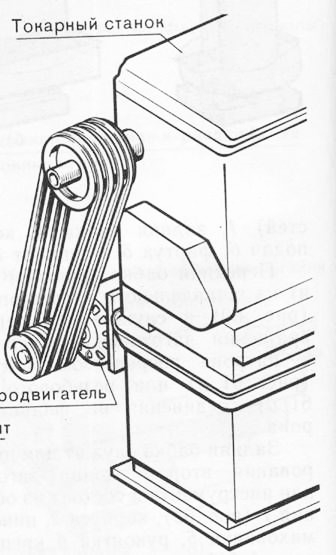
Привод токарного станка состоит из электродвигателя (рис. 71) и механизма передачи движения. Расположение и назначение органов управления токарно-винторезного станка 16К20 показаны на рис. 72: 1 — рукоятка управления фрикционной муфтой главного привода; 2 — вариатор подачи шага резьбы и отключение механизма подачи; 3—вариатор подачи и типа нарезаемой резьбы; 4 — вариатор подачи шага резьбы; 5 — переключатель на левую или правую резьбу; 6 — рукоятка установки нормального или увеличенного шага резьбы и положения при делении резьбы на заходы (мно-гозаходной); 7 и 8 — рукоятки установки частоты вращения шпинделя;
Приспособления и вспомогательный инструмент токарных станков предназначены для установки и крепления заготовок и инструмента. Наиболее широко применяют токарные патроны, центры, оправки, люнеты, планшайбы, переходные втулки и хомутики.
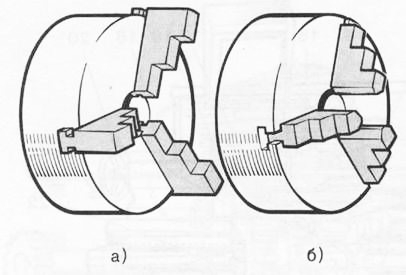
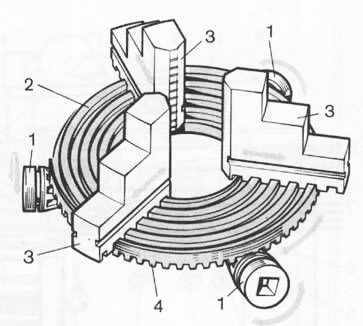
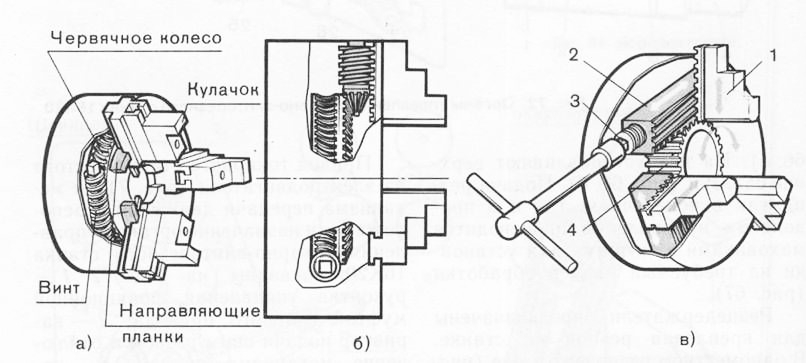
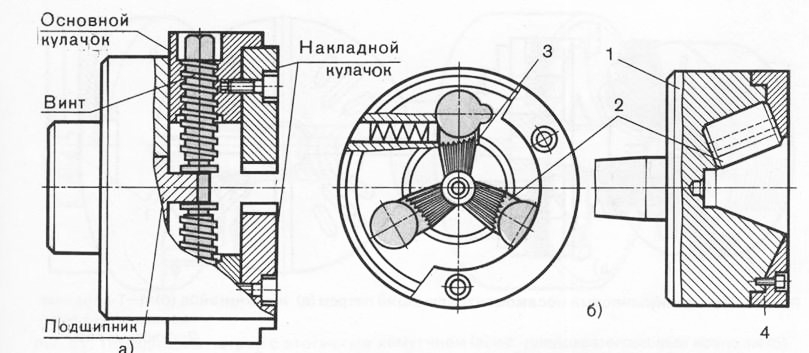
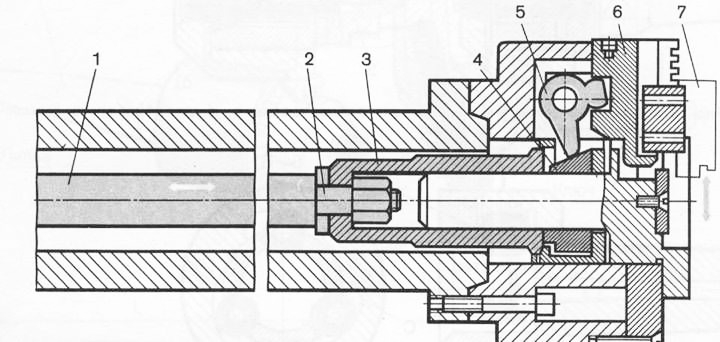
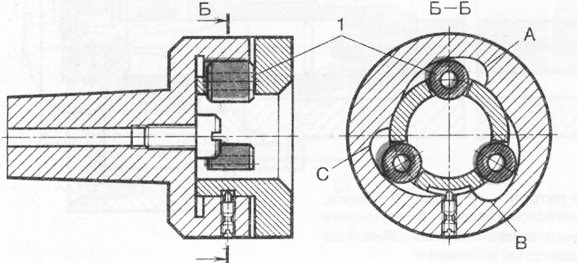
Токарные патроны предназначены для крепления в них заготовок или инструмента. Самоцентрирующие трехкулачковые патроны (рис. 73) предназначены для установки и крепления симметричных заготовок. Они наиболее удобны в работе, не требуют много времени на установку и крепление заготовки. Для перемещения кулачков в патроне служат диски со спиральной канавкой (рис. 74). Патрон с эксцентриковым зажимом кулачков показан на рис. 75,а. Для перемещения служат также винтовой (рис. 75, б) и реечный (рис. 75, в) приводы. В последнем при вращении винта рейка перемещает колесо, посредством которого перемещаются другие рейки с кулачками. На рис. 76 показан двухкулачковый патрон с винтовым приводом (рис. 76, а) и самозажимной патрон с рифельными кулачками (рис. 76, б), а на рис. 77 — пневматический патрон.
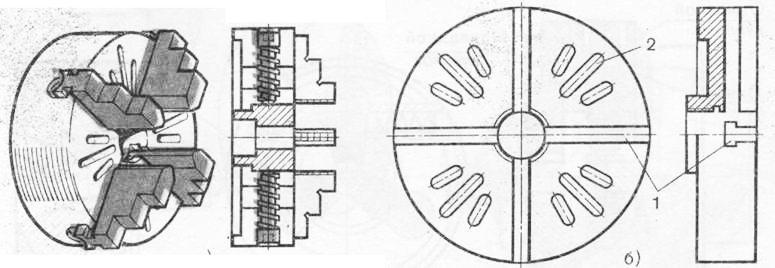
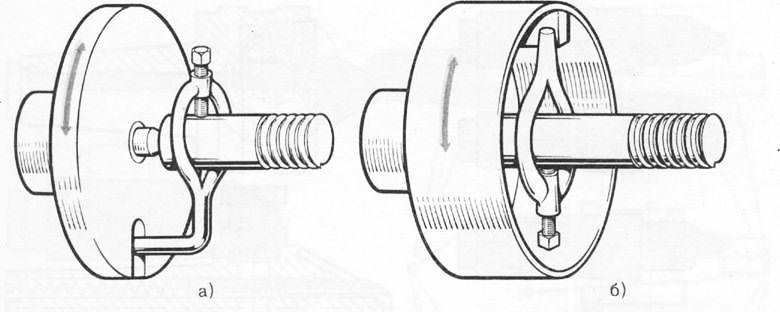
Для крепления несимметричных заготовок применяют четырехкулач-ковые несамоцентрирующие патроны (рис. 78, а). В этом патроне зажимные кулачки перемещаются независимо друг от друга. Для крепления несимметричных заготовок используют также планшайбы (рис. 78,6).
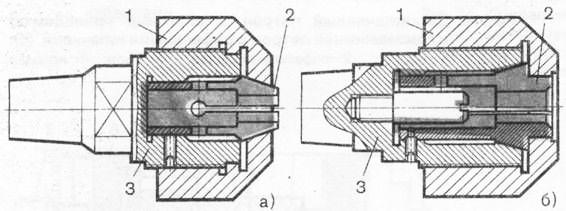
Для крепления заготовок небольших диаметров применяют цанговые и роликовые самозажимные патроны. Цанговый патрон (рис. 79) состоит из цанги и корпуса. Каждая цанга имеет определенный диаметр отверстия. При переходе на обработку заготовки другого диаметра цангу меняют. В роликовом самозажимном патроне (рис. 80) заготовки крепят тремя роликами, которые, перекатываясь по поверхностям А, В, С, заклиниваются между этими поверхностями и заготовкой.
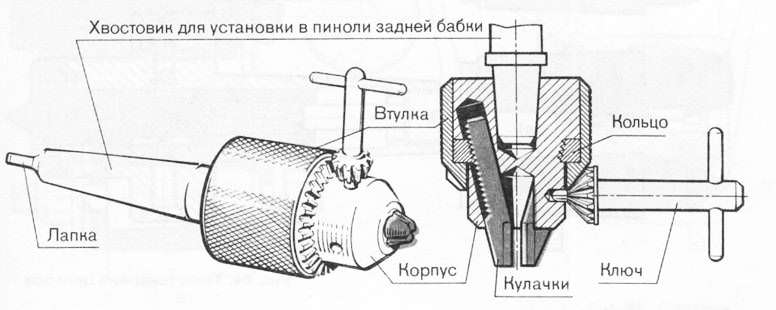
При обработке заготовок в центрах применяют поводковые патроны (рис. 81). Для крепления сверл и другого концевого инструмента применяют сверлильные самоцентрирующие патроны (рис. 82).
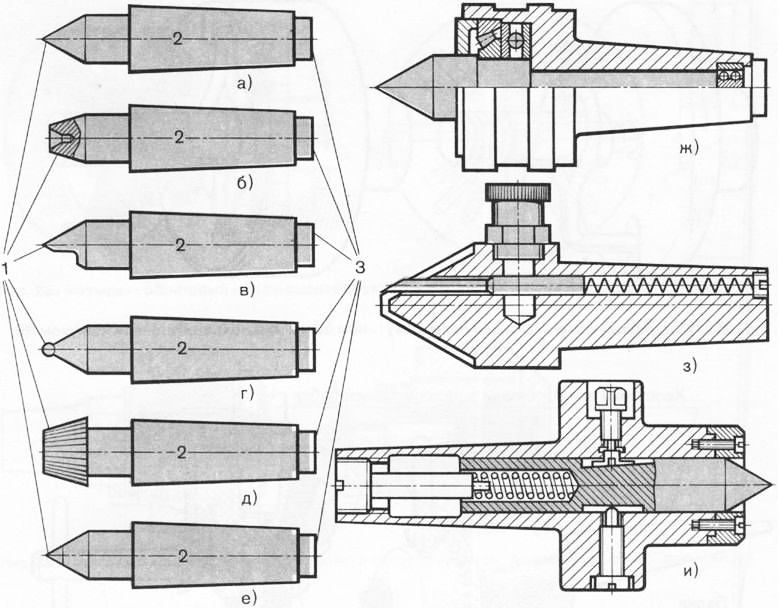
Центры. Токарные центры (рис. 83) исспользуют для крепления заготовок на станке. Центр имеет рабочую часть (рис. 84), на которой крепят заготовку, и хвостовик 2 в виде конуса, которым центр вставляют в пиноль. Цилиндрическую часть хвостовика устанавливают в гнездо пиноли. Прямые конуса (рис. 84, а) применяют для установки заготовок обычными (внутренними) центрами. Для заготовок с наружными центрами применяют обратные центры (рис. 84, б), которые используют для тонких заготовок. При обработке торца заготовки при работе в центрах применяют полуцентры (рис. 84, в). При обработке конических поверхностей с большим уклоном целесообразно применять центры со сферической поверхностью (рис. 84, г). Заготовки, имеющие большие центровые отверстия или детали типа втулок, закрепляют с помощью рифельных центров (рис. 84,d). При таком способе крепления можно обтачивать заготовку по всей длине за одну установку. При обработке точных заготовок на больших скоростях применяют прямые центры с острием, оснащенным твердым сплавом (рис. 84, е). При черновых работах, при работе в центрах применяют вращающиеся центры (рис. 84, ж). Вращающийся центр устанавливают в пиноли задней бабки. При обработке заготовок больших диаметров, когда необходимо обильное смазывание трущихся поверхностей центров, применяют центры с принудительным поступлением смазочного материала (рис. 84, з). В массовом производстве при обработке однотипных заготовок на полуавтоматах применяют плавающие центры (рис. 84, и). Их устанавливают в пиноли передней бабки.
Оправки. Для крепления при обработке деталей типа втулок и получения соосности между внутренней и наружной поверхностями применяют различные виды оправок. При выполнении легких работ, когда срезают небольшие слои металла, применяют конические оправки (рис. 85, а). Поверхность оправки выполнена с небольшой конусностью, что позволяет закрепить заготовку на оправке. Такая оправка может быть применена только для одного базового отверстия. При тяжелых условиях работы применяют оправку, показанную на рис. 85, б. Заготовку устанавливают на цилиндрическую поверхность оправки и зажимают гайкой через быстросменную шайбу. Недостатком таких оправок является пониженная точность обработки, так как между цилиндрически соприкасающимися поверхностями заготовки и оправки имеются зазоры. Для устранения этого недостатка применяют оправки, показанные на рис. 85, в, г, д. На коническую поверхность оправки устанавливают прижимную цангу с цилиндрической наружной поверхностью, что позволяет обрабатывать заготовки с точностью 6—7-го квалитетов. Применяют также оправку с упругим посадочным корпусом (рис. 85, е).
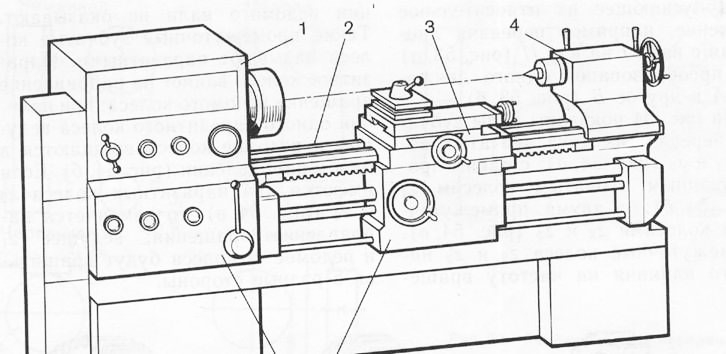
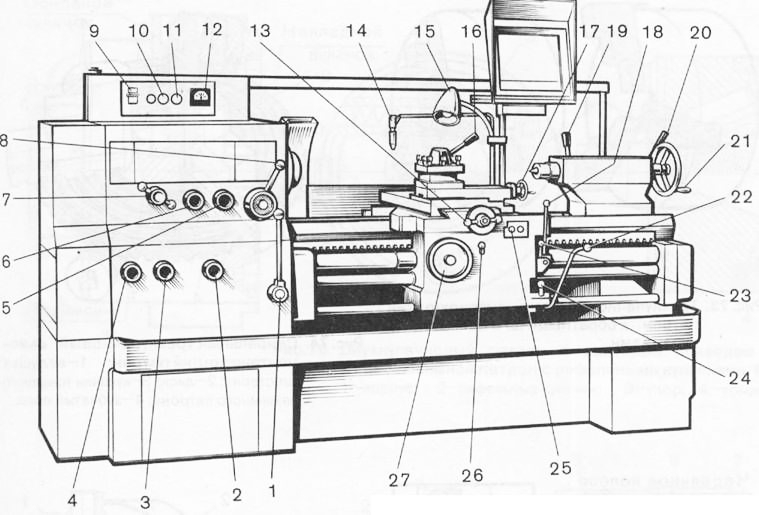
Токарно-винторезные станки имеют типовую конструкцию для всех видов токарных станков (рис.2.1).

Рис. 2.1. Устройство токарно-винторезного станка:
- 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук,
- 7 — ходовой винт, 8 — ходовой валик, 10- коробка подач, 11 — гитары сменных шестерен
Главный привод станка. Механизм и коробка подач.
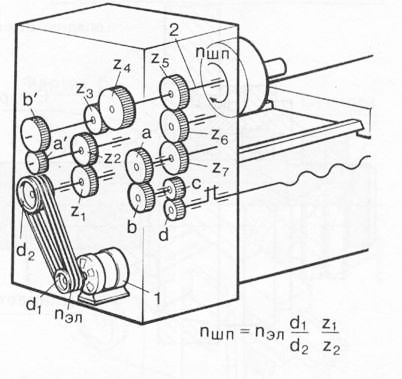
Главный привод станка. В передней бабке размещены шпиндель и коробка скоростей (рис.2.2), которые сообщают заготовке главное движение и подачу при выбранной глубине резания.

Рис. 2.2. Устройство шсстискоростной коробки скоростей токарного станка
Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1, через ременную передачу 2 и муфту включения 3 передается на вал 5. Блок из трех шестерен 7, 8, 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, го шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом, приведенная коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
Механизм и коробка подач. Механизм подач соединяет суппорт станка с коробкой скоростей, посредством реверсивного механизма (трензеля) и гитары осуществляет изменение направления и скорости перемещения суппорта станка. От коробки скоростей через трензель (рис.2.3), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19 (см. рис.2.2), осуществляется реверсирование движения приводного вала 20 суппорта станка.

Рис. 2.3. Схема трензеля

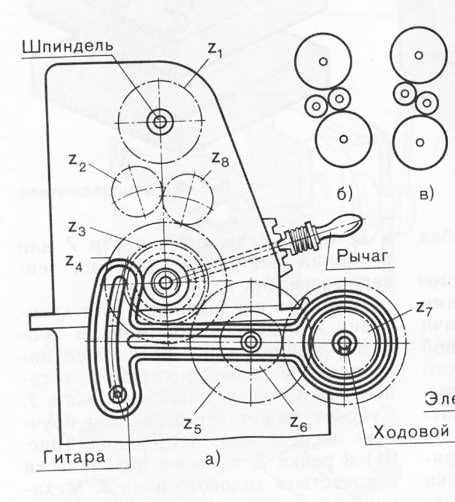
Рис. 2.4. Схема двухмерной гитары
При нижнем крайнем положении рукоятки 19 (положении А) зубчатые колеса (а, б, в, г) соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса (а, в, г) и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары (рис.2.4) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя станка. Расстояние L между валом 1 колеса а и валом 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес b и с можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес с и d. Дуговой паз приклона позволяет регулировать размер В.

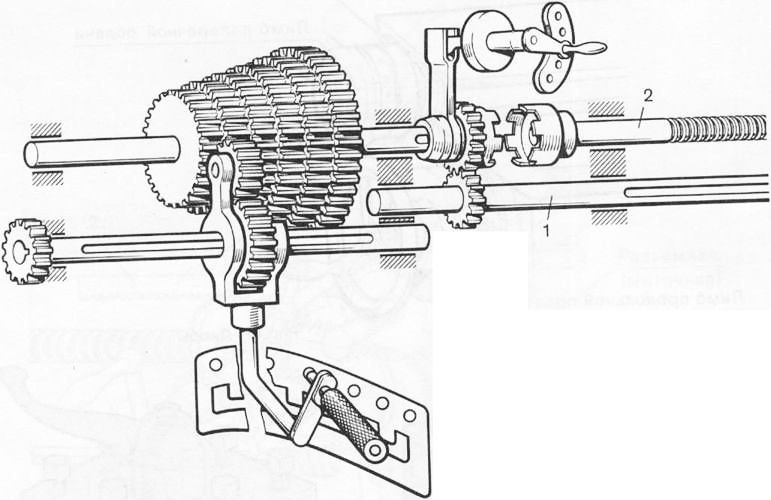
Рис. 2.5. Коробка подач
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, что обеспечивает перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 коробки подач (рис.2.5) получает вращение от зубчатых колес гитары. Вместе с валом 14 на опорах 15 вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 вместе с рычагом 10. На одном конце рычага 10 вращается закрепленное на оси зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — расположена рукоятка 9. За рукоятку 9 рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений соответственно числу зубчатых колес в механизме 1 Нортона. В каждом из таких положений рычаг 10 поворачивается рукояткой 9 и удерживается ее штифтом, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, вращающего вал 2 с заданной частотой. Вместе с валом 2 вращается зубчатое колесо 3, которое может перемещаться вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 с помощью кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Вы здесь
Оглавление
Коробка скоростей токарного станка относится к основным частям привода шпинделя. Она создана для осуществления передачи энергии движения электродвигателя остальным частям механизма. Также ее используют для изменения частоты вращения шпинделя, а соответственно и скорости работы. В зависимости от конструкции станка может быть два типа размещения этого узла. Коробку могут встраивать в корпус бабки шпинделя или же монтировать ее в отдельном корпусном блоке, который все равно должен быть связан со шпинделем.
Если коробка скоростей токарно-винторезного станка является встроенной, то это делает конструкцию существенно более простой, особенно это заметно в плане монтажа. Это сильно упрощает управление устройством. В то же время они создают условия для повышения температуры во время рабочего процесса, а также создают дополнительные вибрации. Таким образом, они находят применение только в моделях нормальной точности, так как для точных станков используется принцип действия с раздельной коробкой.

фото:коробка скоростей токарного станка
Изменение скорости может производиться бесступенчатым и ступенчатым способом также как и реверсирование. Для этого используется несколько способов, к примеру, таких как:
- Скользящие блоки, состоящие из 2-3 колес с прямыми зубьями, которые перемещаются по валу с направляющей шпонкой или шлицами. Используются в станках средних размеров.
- Фрикционные муфты с ручным или электромагнитным включением. Здесь допускается применение шевронных или косозубых колес, благодаря чему скорости можно переключать на ходу. Эта система используется в автоматических станках средних и мелких размеров.
- Кулачковые муфты, которые работают совместно с шевронными и косозубыми колесами. Они обладают малыми условиями включения и небольшими пределами перемещения. Данная система хорошо подходит для тяжелых станков.
- Сменные зубчатые колеса, которые обладают относительно небольшими осевыми габаритами. Такая система обеспечивает широкие пределы частоты вращения шпинделя. Ещё используются в операционных и специальных станках автоматического и полуавтоматического типа, которые заняты в серийном производстве.
- Механизмы бесступенчатого регулирования, или как их еще называют – вариаторы. Они обеспечивают плавную регулировку скорости при работе станка. Используются в средних и малых станках.
Устройство коробки скоростей
Коробки скоростей металлорежущих станков могут заметно отличаться друг от друга. На примере такого устройства как токарный станок 1М61 можно рассмотреть составляющие детали оборудования. Сюда входят такие вещи как:
- Реверсивный электродвигатель от http://eec.kz, что обеспечивает вращение шпинделя;
- Система зубчатых передач;
- Клиноременная передача, соединяющая двигатель и систему зубчатой передачи в коробке;
- Многодисковая электромагнитная муфта, которая обеспечивает торможение шпинделя;
- Рукоять для переключения скоростей.
Принцип работы коробки скоростей
Коробка скоростей токарного станка 16К20 работает на блоке шестерен. Переключение этих блоков осуществляется при помощи специальной рукоятки, которая перекидывает передачу с одного участка на другой. Шпиндельная бабка получает вращательное движение заданной скорости от шестерен перебора, которые передают это через зубчатую муфту. Рукоятка включает и отключает перебор этой муфты, регулируя тем самым скорость. Регулировка проходит в двух направлениях, куда крутится ходовой винт, так что можно одним контролирующим элементом увеличивать и снижать скорость вращения.
Основные движения
Сама коробка скоростей карусельного станка остается неподвижной во время работы, но ее внутренние части, такие как ременная передача, могут двигаться. Перемещения проходят в продольной плоскости, в зависимости от того, куда именно направляет ручка управления. Передача переходит с одного сектора на другой, увеличивая или уменьшая скорость.
Регулировка коробки скоростей токарного станка
Зазоры. При активном использовании оборудования возле движущихся частей со временем появляются зазоры. Это не только снижает точность работы техники, но и может привести к поломке. В станках предусмотрена регулировка таких соединений, которая заключается в фиксации основных закрепляющих в положение на должном расстоянии. Для этого применятся клинья, гайки с болтами и прочие элементы.
Регулировка муфты. Одним из основных элементов, которыми обладает коробка скоростей токарного станка 1К62 является муфта, стоящая на ее главном валу. За счет трения, которое возникает при работе, ее диски со временем подвергаются сильному износу. Для ее регулировки используют нажимные гайки, которые навинчиваются на кольцо. После вдавливания защелки в кольцо можно поворачивать гайки до упора. Когда муфта полностью отрегулирована, то ее запуск происходит без толчков и резких движений.
Регулировка люфта. Если во время работы проявляется люфт, то его следует устранить. Для этого требуется при выключенном станке разобрать коробку, выставить детали в правильное положение зафиксировать. Во время работы от вибраций люфт будет появляться периодически и это вполне нормально, так что следует следить, чтобы вовремя его устранять.
Ремонт коробки скоростей токарного станка
- Отсутствие передачи вращения. Это может быть из-за срезанной муфты, штифта или шпонки зубчатого колеса. В данном случае требует полной замены поврежденной детали. Если изношены диски муфты, то требуется регулировка зазора между деталями. Также могут быть просто не отрегулированы блоки шестерен.
- Скорости не переключаются. Здесь ремонт коробки скоростей станка может потребовать замену штифта крепления или шпонки, если они сломаны. Также могут быть проблемы с рычагом и вилкой переключения. В некоторых случаях забиваются зубья и тогда их требуется прочищать дополнительно.
- Во время включения скорости валы коробки не проворачиваются. Это случается по причине одновременного включения двух скоростей, поэтому нужно ремонтировать механизм блокировки.


Отправить ответ