
Лазерный сварочный аппарат для стали
Содержание:
- 1 Содержание
- 2 Особенности лазерной сварки металлов
- 3 Классификация методов лазерной сварки
- 4 Технология лазерной сварки
- 5 Условия и способы осуществления сварочного процесса
- 6 Оборудование для проведения лазерной сварки
- 7 Аппараты лазерной сварки металлов
- 8 Лазерная сварка: сфера применения
- 9 Достоинства и недостатки
- 10 Виды лазерной сварки
- 11 Типы лазеров применяющихся для сварки металлов
- 12 Оборудование для лазерной сварки
- 13 Сварка лазером как бизнес
- 14 Заключение
Содержание
Особенности лазерной сварки металлов
Среди распространённых источников энергии, применяемых для сварки, лазерное излучение обладает наиболее высокой степенью концентрации энергии в отдельном небольшом участке. Лазерное излучение по концентрации превосходит другие источники теплоты в десятки раз. Такие высокие показатели концентрации определяются уникальными характеристиками лазерного луча, прежде всего, его монохроматичностью и когерентностью.
Электронно-лучевая сварка, также как и лазерная, тоже обеспечивает высокую концентрацию энергии, но преимущество последней заключается в том, что для неё не требуется специальных вакуумных камер. Лазерную сварку можно проводить как на воздухе, так и в среде защитных газов. Это сварка в среде аргона, гелия, либо сварка в среде углекислого газа СО2 и других. Этот вид сварки подходит для соединения заготовок любых габаритов.
Благодаря когерентности и монохроматичности лазерного луча, он обладает малой расходимостью, что позволяет достичь высокой степени фокусировки энергии большой величины на малом участке. В результате этого, на свариваемых поверхностях происходит локальное нагревание, обеспечивающее высокую скорость нагрева и охлаждения. Эти параметры оказываются гораздо выше, чем при других способах дуговой сварки.
Другими особенностями лазерной сварки являются малый объём расплавленного металла и малые размеры зоны термического влияния, а также эффективное расплавление металла на больших скоростях сварки, порядка 20-40 мм/с, что обеспечивает высокую производительность.
Классификация методов лазерной сварки
Способы лазерной сварки металлов можно классифицировать по трём группам. Классификация представлена на рисунке ниже:
.jpg)
Классификация по энергетическим признакам
Каждый метод лазерной сварки характеризуется плотностью мощности Е, Вт/см 2 , т.е. отношением мощности луча лазера к площади сфокусированного луча и продолжительностью воздействия t. Лазерную сварку ведут, как правило, при Е=1-10МВт/см 2 . Меньшая плотность мощности не рекомендуется, так как в этом случае более эффективными и экономичными будут другие способы сварки, например, дуговая. Возможны три основных режима с разным сочетанием мощности и продолжительности воздействия:
1. Е=0,1-10МВт/см2, t>10-2с. Этот режим обеспечивается лазерами непрерывного действия. Данный режим используется для сварки конструкционных сталей различной толщины.
2. Е=0,1-10МВт/см2, t Дополнительные материалы по теме:
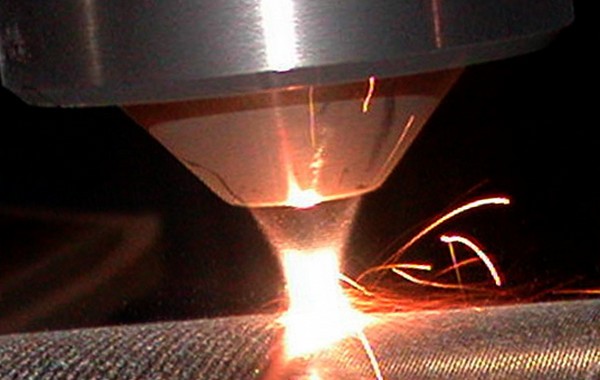
Среди используемых способов сварки металлических частей и конструкций наиболее передовым способом, обеспечивающим качественный аккуратный шов, является лазерная сварка металлов.
Ее применяют, когда к точности получаемых форм предъявляются высокие требования. Достигается это за счет высокой точности сварного шва, который при лазерной сварке имеет небольшую ширину и достаточную глубину.
Тонкий шов получается при воздействии на металл мощного лазерного излучения в ограниченной области его воздействия, вызывающего нагрев в этой зоне до высоких температур за короткий период времени.
Технология лазерной сварки
Рассмотрим природу теплового воздействия лазера на металл и последующего расплавления сварной зоны.
Поток лазерных лучей монохроматичен и характеризуется одинаковой длиной волны по сравнению со световым потоком, обладающим различными длинами волн. Поэтому он хорошо поддается фокусировке с помощью зеркал и оптических линз, позволяющих добиться резонанса (когерентности) лазерного луча, что приводит к увеличению мощности потока.
Принцип проведения сварки с помощью лазера основан на фокусировке лазерного луча, полученного с помощью квантового генератора. В основе его работы лежит излучение, которое является источником электромагнитных волн, индуцированных с помощью усилителя.
Направленный пучок лучей при проникновении внутрь металла воздействует на него на электронном уровне, отдавая свою энергию. Это происходит путем поглощения атомами металлов концентрированной лучистой энергии в виде фотонов.
В результате атомы переходят в возбужденное состояние и становятся способными сами излучать энергию в виде фотонов. При совпадении энергии фотонов падающей электромагнитной волны пучка с энергией фотонов возбужденных атомов металлов происходит индуцированное усиленное излучение.
В результате высвобождается тепловая энергия, за счет которой металл в этой области нагревается до температуры плавления. После кристаллизации расплавленных кромок металла образуется прочное межкристаллическое сцепление атомов и формируется качественный сварной шов.
Условия и способы осуществления сварочного процесса
Для обеспечения эффективности энергии луча нужно его сфокусировать. Для этого используют отражающие и фокусирующие лазерный луч зеркала. Когерентные лучи имеют минимальный разброс и оказывают действие на точно определенные участки сварной области.
Такой вид сварки можно проводить:
- в разных положениях и при любом расположении свариваемых кромок;
- с помощью сплошного и частичного расплавления сплавляемой области металла;
- непрерывно или импульсами.
При помощи такого метода можно соединять, как тонкостенные металлические листы, так и изделия, имеющие большие габаритные размеры.
Чем точнее сфокусирован лазерный луч, тем выше мощность его излучения.
Оборудование для проведения лазерной сварки
Для выполнения сварки с помощью лазера применяется следующее оборудование:
- источник лазерного излучения;
- блок транспортировки и системы для фокусировки луча;
- при необходимости наличие газовой среды для защиты металла;
- система для перемещения луча и самого изделия.
Устройство лазера включает излучатель и источник электропитания. Излучение обеспечивает генератор, продуцирующий лучи в специальной среде.
В качестве такой среды применяется две разновидности лазеров: твердотельные и на основе газов.
Видео-обзор станка лазерной сварки E-fiber AF с вращательным приводом:
Аппараты лазерной сварки металлов
Все аппараты лазерной сварки металлов работают в импульсном или непрерывном режиме.
Аппараты с твердым активным элементом отличаются от устройств на основе активной среды из газов длиной излучающей волны. У них она короче и мощность излучения слабее газовых устройств.
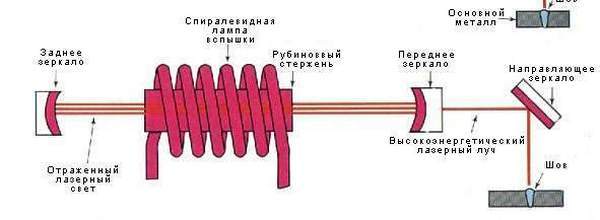
Лазеры с твердым активным элементом
Твердотельные аппараты функционируют в основном с помощью импульсного лазера, но иногда может использоваться непрерывный и импульсный рабочий режим. Их работа осуществляется таким образом:
- Твердый элемент, имеющий форму стержня, являющийся источником лазерного луча, расположен внутри специальной камеры, освещенной лампой для накачки.
- Она обеспечивает при работе световые импульсные вспышки, приводящие в активное состояние рабочее тело.
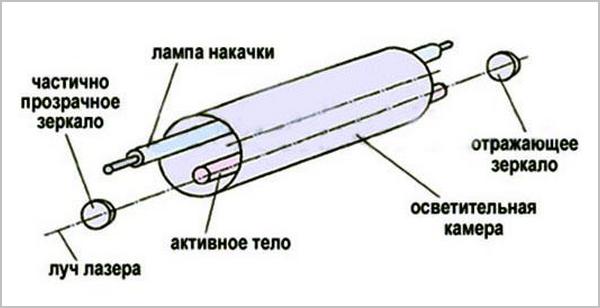
Твердотельный элемент чаще изготавливают в виде стержня, изготовленного из так называемого «розового» рубина, представляющего собой окись алюминия (Al2O3) с примесью ионизированного хрома (Cr3+).
После воздействия лучей ионы Cr3+ переходят в активное состояние и начинают светиться. С торцов стержень покрыт веществом, отражающим свет, чаще серебром. Лучи хромовых возбужденных ионов, отражаясь от посеребренных зеркал, перемещаются вдоль оси, передавая возбуждение другим ионам. Процесс возбуждения ионов становиться массовым и сопровождается мощным выделением лучистой энергии. Они фокусируются с помощью линзы в сварной области.
Такие лазеры обычно являются источниками импульсов периодического действия с длиной волны 0,69 мкм и максимальной импульсной энергией от 10-2 до 10-3 Дж.
Средние значения мощности излучения элементов на основе твердотельных стержней может доходить до сотен ватт.
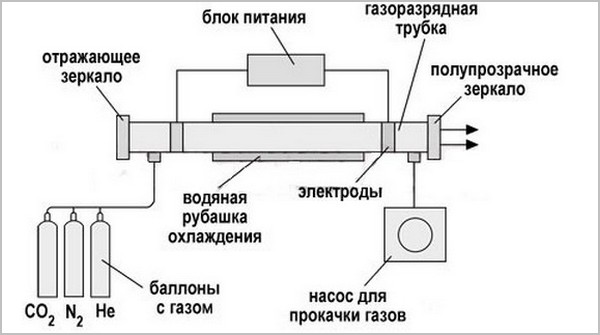
Аппараты с элементами на основе газовой среды
Аппараты, использующие для работы активную газовую среду, функционируют как в непрерывном, так и импульсном режиме. Это оборудование является более мощным, работающим при высоком напряжении.
В качестве активной среды может использоваться газ на основе смеси (СО2), (N2) и гелия (He). Он подается под давлением от 2,66 до 13,3 кПа. Возбуждение газовой смеси осуществляют с помощью электрического разряда. Гелий (Не) и азот (N2) осуществляют передачу полученной при возбуждении энергии молекуле СО2 и обеспечивают условия для создания разряда. Газоразрядные аппараты излучают длину волны до 10,6 мкм.
Кпд работы аппарата может достигать от 5 до 15%.
Схема работы аппаратов на основе газовой среды показана на рисунке:
Особенности сварки лазером тонкостенных металлов
В отличие от толстостенных металлов, которым для успешного соединения требуется глубокое расплавление, для тонких металлов глубина проплавления существенный фактор. При лазерной сварке тонких металлов с ней нельзя переборщить.

Параметры, влияющие на эту величину, это:
- мощность лазерного излучения;
- скорость выполнения работы;
- степень фокусировки луча лазера.
В случае непрерывного процесса t — это длительность его проведения. Если работа осуществляется в импульсном режиме, то t – это продолжительность импульса. При высоких показателях мощностной плотности (Е) может наступить кипение металла в области воздействия луча, приводящее к сквозным дефектам.
Для тонких металлов особенно важна характеристика этого показателя. На него влияет кроме времени воздействия степень фокусировки луча. Для уменьшения плотности излучения для тонких металлов производят расфокусировку луча с помощью электронного управления настройкой работы аппарата.
Изменяя показатели (Е) и (t) можно обеспечить режим работы для разных металлических конструкций, имеющих минимальную толщину.
Различия в технологии проведения лазерной сварки разных металлов
Технология проведения сварки с помощью лазера для различных сплавов металлов имеет свои особенности.
Например, перед проведением работ со стальными изделиями их нужно обязательно очистить: снять окалину, избавиться от коррозии.

Изделие должно быть сухим. Это поможет избежать образования пор, оксидной пленки и трещин в самом шве. Последнее особенно важно при сваривании труб из стальных сплавов. Зону сварки нужно обезжирить.
Предварительная обработка нужна и изделиям из алюминия, магния и цветных металлов.
Если изготавливаются трубы из нержавейки, то их сваривают строго встык. Шов внахлест не допускается из-за возникающих напряжений в металле.
Быстрота проведения лазерной сварки исключает образования окисных соединений в зоне расплава, поэтому при ее проведении не требуется создания защитной среды или вакуума в отличие от других видов сварки.
Это свойство особенно важно при сварке титановых сплавов. Они используются в ответственных изделиях атомной и авиационной промышленности. Поэтому, чтобы избежать образования зерен в зоне нагрева этого металла до высоких температур, часто применяют лазерную сварку.
Ручная сварка
Соединение деталей можно осуществлять с помощью ручной лазерной сварки.
Миниатюрный станок для ее самостоятельного проведения сейчас можно выбрать без труда. Их достаточно много в продаже по приемлемой цене с разными параметрами настройки режимов работы.

С помощью такого станка легко можно провести:
- ремонт с помощью сварки миниатюрных изделий, например, ювелирных, оправы для очков;
- точечную спайку (сварку) в стык;
- наплавку;
- ремонт пресс-форм;
- обрабатывать предметы медицинского назначения;
- сварочные работы в области микроэлектроники.
Заключение
Лазерный способ сварки металлов сегодня особенно востребован во многих областях. С помощью этой технологии можно бесконтактно соединять материалы с разными электрохимическими свойствами. Это позволяет проводить работы в труднодоступных местах. Работы можно проводить на малых площадях с большой точностью.
Однако ее применение ограничено значительной стоимостью из-за высокой цены оборудования.
Сварка металлов является обязательным технологическим процессом при производстве сложных изделий. Для соединения металлов используются различные виды нагрева металла, и самым перспективным и новым направлением в этой области является использование лазерного луча. О том, что собой представляет сварка металла лазером и какое оборудование на сегодняшний день применяется для выполнения такой работы, будет рассказано в данной статье.
Лазерная сварка: сфера применения
Лазерная сварка для соединения металлов используется прежде всего в тех случаях, когда применение других видов невозможно или затруднительно. Стоимость оборудования для лазерной сварки металлов является самой высокой, поэтому приобретать его следует только убедившись в том, что необходимую работу нельзя качественно выполнить иным способом.
Лазерная сварка применяется, при:
- Изготовлении приборов и других точных механизмов.
- Производстве сложных изделий из легкоплавких металлов.
- Изготовлении чугунных деталей.
- Производстве изделий из пластмассы.
Несмотря на то, что данная технология в промышленности используется всего около 20 лет, при наличии финансовой возможности можно приобрести не только стационарные станки, но и ручные аппараты для сваривания металлов в домашних условиях.
Достоинства и недостатки
 Как и любая технология лазерная сварка имеет свои достоинства и недостатки. Основными преимуществами такой такого вида сварки перед другими вариантами соединения металлов являются:
Как и любая технология лазерная сварка имеет свои достоинства и недостатки. Основными преимуществами такой такого вида сварки перед другими вариантами соединения металлов являются:
- Минимальный нагрев площади металла, что значительно уменьшает его коробление во время сварки.
- Благодаря способности передаваться по волоконной оптике лазерный луч может доставляться в самые труднодоступные места.
- Лазерный аппарат может применяться не только для сварки, но и для резки металлов.
- Высокое качество сварного шва.
- Хорошая производительность и лёгкий контроль за процессом сваривания металлов.
Среди основных недостатков такой технологии можно назвать:
- Высокую стоимость оборудования.
- Малое КПД сварочного аппарата.
- Требуется высокая квалификация оператора установки.
Несмотря на перечисленные недостатки в случае, когда необходимо выполнить очень точную сварочную операцию либо соединить легкоплавкие материалы, применение лазера является единственно возможным способом соединения металлов.
Виды лазерной сварки
Лазерная сварка выполняется 2 способами:
- Стыковая — сварка осуществляется без применения флюса и присадок. Стык между металлами возможен минимальный, не более 0,2 мм. Фокусировка лазерного луча на стык также не превышает значения 0,2 мм. Сварка осуществляется "кинжальным" проплавлением металла на всю толщину, при этом интенсивность лазерного излучения не превышает 1 мВт/см2. При соединении металлов стыковой лазерной сваркой необходимо предохранять шов от окисления с помощью азота или аргона, а для защиты от пробоя лазерного излучения применяется гелий.
- Нахлёсточная — принцип лазерной сварки этого типа заключается в наложенных друг на друга металлических листов, которые могут быть соединены мощным излучением. Процесс сварки осуществляется с локальным прижимом свариваемых деталей. Зазор между металлическими поверхностями при сварке не должен превышать 0,2 мм. Если необходимо повысить качество соединяемых деталей, то при выполнении нахлёсточной сварки применяется двойной шов.
Типы лазеров применяющихся для сварки металлов
Для сварки металлов используются 2 типа лазеров:
- Твердотельные — устройства, генерирующие лазер состоят из активного элемента рубина и стекла с нанесёнными на его поверхность ионами неодима. Возбуждение элемента, испускающего лазерный луч осуществляется с помощью мощного светового потока от криптоновой лампы. Эффективность преобразования электрического тока в лазерный луч при и использовании твердотельного устройства составляет не более 3%. Твердотельные лазеры могут использоваться в постоянном либо импульсном режиме. Импульсная лазерная сварка реализуется модуляцией добротности при непрерывной "накачке".
- Газовые — для генерации лазерного луча используется СО2, N2, He, при давлении до 13,3 кПа. Эффективность газовых лазеров может достигать 15%. Такие установки могут быть однолучевыми и многолучевыми. Однолучевые применяются для сварки легкоплавких металлов и тонкого стального листа. Многолучевые используются при соединении толстых тугоплавких металлических деталей.
В зависимости от целей использования лазерных установок следует выбирать тип лазера, который будет наиболее подходить для выполнения конкретных задач.
Оборудование для лазерной сварки
Оборудование для лазерной сварки металлов может быть мобильным и компактным, но также возможно приобретение полноразмерных станков для сваривания крупногабаритных деталей.
К первой категории относятся следующие модели:
- ЛАТ-С — станок применяется для лазерной сварки и наплавки металлов. Установка обладает высокими мощностными характеристиками, благодаря которым удаётся добиться хороших показателей производительности оборудования. Станок "ЛАТ-С" может оснащаться автоматическими координатными столами, что позволит выполнять сварку сложных конструкций с высокой скоростью. Лазерный станок состоит из двух модулей. В первом модуле располагается источник питания, а также специальное охлаждающее лазер устройство. Второй модуль представляет собой подвижной каркас, на котором устанавливается лазерный излучатель. Оба модуля могут легко перемещаться благодаря установленным колёсам в основании. При стационарной работе станка для обеспечения его неподвижности колёса блокируются специальным механизмом.
- МУЛ-1 — малогабаритный станок для лазерной сварки и наплавки металлов. Возможна также пайка таких драгоценных металлов, как золото и серебро. Сварка ювелирных изделий при помощи данного устройства выполняется легко и с высокой точностью, поэтому станок "МУЛ-1" может быть эффективно использован для ремонта и изготовления ювелирных украшений. Благодаря тому, что удаётся сварить небольшие по размеру металлические части без чрезмерного их нагрева, данный аппарат лазерной резки может быть использован, когда необходима сварка оправ очков. Лазерный станок "МУЛ-1" удобен тем, что для его работы достаточно обычной домашней сети напряжением 220 В. При этом потребляемая мощность устройства, в зависимости от используемого режима, составит от 1,8 до 2,5 кВт.

- ЛАТ-400 — станок используется для лазерной сварки крупногабаритных деталей. Данная система состоит из мощного твердотелого лазера, устройства питания и охлаждения. Благодаря большой мощности и производительности лазера удаётся выполнять даже сложные сварочные работы с высокой скоростью. Для подключения оборудования необходима трёхфазная сеть 380 В. Потребляемая мощность аппарата при пиковой нагрузке составит около 13 кВт. Установка лазерной сварки металлов "ЛАТ-400" оборудована механизированной системой, приводимой в движение двигателями постоянного тока. Благодаря такай конструкции удаётся легко перемещать лазерную головку в трёх плоскостях.
Для ручной лазерной сварки металлов используются следующие устройства:
 WELD-WF — портативный лазерный сварочный аппарат, который отлично подходит для выполнения работ в труднодоступных местах. Устройство состоит из манипулятора, который соединяется с волокном. По волокну передаётся сгенерированное лазерное излучение. Благодаря наличию обратной связи удаётся, при использовании аппарата " WELD-WF", получить более качественный шов, чем при использовании оборудования не оснащённого такими дополнительными опциями. Аппарат подключается к сети 220 В и имеет мощность всего 1,5 кВт, поэтому его можно будет использовать практически в любом электрифицированном помещении. Ручной аппарат лазерной сварки по металлу отлично подходит для выполнения различных ремонтных работ, когда демонтаж конструкций затруднителен либо занимает слишком много времени.
WELD-WF — портативный лазерный сварочный аппарат, который отлично подходит для выполнения работ в труднодоступных местах. Устройство состоит из манипулятора, который соединяется с волокном. По волокну передаётся сгенерированное лазерное излучение. Благодаря наличию обратной связи удаётся, при использовании аппарата " WELD-WF", получить более качественный шов, чем при использовании оборудования не оснащённого такими дополнительными опциями. Аппарат подключается к сети 220 В и имеет мощность всего 1,5 кВт, поэтому его можно будет использовать практически в любом электрифицированном помещении. Ручной аппарат лазерной сварки по металлу отлично подходит для выполнения различных ремонтных работ, когда демонтаж конструкций затруднителен либо занимает слишком много времени.- CLW120 — ручной лазерный сварочный аппарат небольшой мощности, который идеально подходит для выполнения работ ювелирной точности. Точечная лазерная сварка также может быть выполнена с помощью данного устройства. Применяется аппарат для сварки цветных и чёрных металлов, нержавеющей стали и титановых сплавов. Аппарат предназначен для работы от сети 220 В. Мощность устройства — 10 кВт, поэтому в домашних условиях использовать "CLW120" можно только подключив напрямую к электрическому щитку.
Практически все перечисленные аппараты как промышленного применения, так и ручного имеют бинокуляр, который позволяет защитить зрение от вредного воздействия лазерного луча, и одновременно с этим увеличить в несколько раз объект пайки или сварки для выполнения качественной и точной работы. Купить аппарат лазерной сварки не составит большого труда. Специализированные магазины предоставляют возможность приобрести или заказать необходимый станок или аппарат лазерной сварки, а на различных интернет-площадках осуществить покупку можно в один клик.
Популярные публикации:
Сварка лазером как бизнес
Услуги лазерной сварки очень востребованы, поэтому если правильно подойти к организации бизнеса, то можно сделать данный вид деятельности основным способом зарабатывания денег. Количество автомобилей в нашей стране увеличивается с каждым годом, при этом количество аварий также не уменьшается. При замене элементов кузова автомобиля не рекомендуется нагревать большую площадь тонкого металла, когда детали свариваются между собой. Сварка кузова автомобиля лазерной сваркой позволяет полностью справиться с возможным короблением металла благодаря очень малой площади нагрева. Также положительно сказывается на качестве сварного шва использование инертного газа, в среде которого осуществляется сварочный процесс тонкой жести. Таким образом при использовании лазера в кузовном ремонте удаётся добиться не только тонкого сварного шва, но и отсутствие его коррозии в течение длительного времени.
Кроме кузовного ремонта с помощью аппарата лазерной сварки можно запаять детали двигателя из алюминиевых и медных сплавов. Обычной электросваркой такие работы выполнить практически невозможно, а применяя станки лазерной сварки можно справиться с такой задачей очень легко.
Оказывать услуги по свариванию металлов с применением лазерного сварочного аппарата можно не только автомобилистам. Сварка нержавейки на заказ, также может стать прибыльным направлением такого бизнеса.
Несмотря на то, что нержавеющую сталь можно варить обычным инвертором, качество такого соединения оставляет желать лучшего, поэтому если необходимо выполнить аккуратное соединение металлических деталей из нержавеющей стали, то получить тонкий и качественный шов возможно только с применением лазерных технологий.
Сферы применения лазерного метода сварки металлов для получения стабильного дохода не ограничиваются перечисленными вариантами. Учитывая тот факт, что цена аппарата, выходная мощность которого составляет от 500 Ватт будет не менее 1 млн. рублей, приобретение небольшого маломощного устройства позволит сразу приступить к оказанию услуг населению по ремонту ювелирных изделий. Такой вид бизнеса также будет рентабельным, т. к. ювелирные украшения обычно не способны выдержать значительные механические нагрузки, и при их наличии металл гнётся и ломается.
Заключение
Аппараты для лазерной сварки являются высокотехнологичным оборудованием, поэтому прежде чем приступить к выполнению работ должна быть изучена технология лазерной сварки. Многие фирмы занимающиеся реализацией лазерного оборудования предоставляют бесплатные консультации не только по вопросам приобретения станков и приборов, но и занимаются обучением своих клиентов правильной сварке материалов лазерным лучом.


Отправить ответ