
Лента для шлифовальной машины размеры
Содержание:

Как завершающая операция обработки древесины, металла или декоративного камня, бесцентровое шлифование является наиболее ответственной операцией. И, независимо от оборудования – специализированной или универсальной шлифмашины, её лучше всего выполнять, используя бесконечную шлифовальную ленту.
Классификация лент
Бесконечная шлифовальная лента представляет собой полосу шлифовальной бумаги, торцы которой соединены встык или внахлёст. Каждый вариант имеет своё рациональное применение. Например, для стационарных шлифовальных станков – для гриндеров – удобнее использовать стыковое исполнение (такие ленты маркируются буквой Т). Удобство связано с тем, что стыковые ленты гарантируют наиболее прочное соединение, и допускают максимально возможное усилие натяжения, при котором биение инструмента по поверхности натяжного ролика отсутствует. Поэтому бесконечные шлифовальные ленты стыкового типа работают при шлифовании плоских поверхностей с неоднородными по твёрдости компонентами, а также металла, камня и т. п.
При шлифовке сложных контуров, где важна повышенная эластичность, лучше показывают себя ленты, соединённые внахлёст (маркируются буквой В). Их используют преимущественно для шлифовальных машин ручного типа, когда требуется оперативно изменять угол наклона и направление шлифования.
Кроме способа соединения, бесконечные шлифовальные ленты различают по следующим показателям:
- По размерам. Стандартная маркировка включает два числа – ширину и длину, в мм, например 50×686, 75×533 и т. д. Допустимые предельные отклонения составляют от ±0,5 мм до ±3,0 мм — по ширине и от ±1,0 мм до ±10,0 мм – по длине. Расхождение в значениях предельных отклонений указывает на обязательную эластичность материала основы, благодаря чему лента хорошо переносит растягивающие напряжения, и обладает определённой усталостной прочностью.
- По материалу основы. Она может быть бумажной, тканевой, и из специальных искусственных материалов. Искусственные ленты имеют более высокие показатели прочности и эластичности, а также менее чувствительны к влажности шлифуемой поверхности. Несомненным «плюсом» бумажных лент является их цена.
- Характеристики абразива, нанесённого на основу. Среди основных материалов — корунд, электрокорунд, карбид кремния. Они различаются по твёрдости и характеру износа. Имеет значение также зернистость – размеры единичного зерна, плотность насыпки, которая определяется крупностью зёрен, а также способ соединения абразива с основой бесконечной шлифовальной ленты.
- Качество соединения краёв ленты. Это может быть обычным образом сошлифованные на угол 45º кромки, применение армирующей плёнки, либо зигзагообразное соединение, при котором шлифовке подвергаются также и крайние зёрна абразива. С усложнением соединения возрастает площадь укреплённого стыка и сопротивление ленты растягивающим напряжениям. Однако при этом увеличится стоимость, и проблемным станет попытка восстановления разорванной ленты.
Особенности технологии производства
Явным лидером в производстве бесконечных шлифовальных лент считается торговая марка Klingspor, которая использует для изготовления своей продукции прогрессивную технологию Advanced Coating Technology, или, сокращённо – АСТ. Сущность этой технологии заключается в следующем:
- С целью повышения эрозионной стойкости частиц абразива к механическим ударам используются значительно более высокие скорости нанесения абразива на исходную поверхность ленты. Фактически зёрна абразива «вбиваются» в более мягкую основу, и удерживаются в ней не только за счёт применения клеящего вещества, но и вследствие проникновения зерна в толщину самой ленты;
- Процесс покрытия основы абразивным материалом происходит при повышенных температурах, в результате чего объём зерна возрастает, и его прикрепление к основе производится по увеличенной площади. Затем, в процессе резкого охлаждения основа уменьшается, создавая в зерне сжимающие напряжения. Как известно, наличие в материале остаточных напряжений сжатия увеличивает его стойкость;
- В процессе нанесения зёрен абразива на основу происходят электрохимические реакции, которые приводят к пассивации покрытия и увеличивают его способность отталкивать от себя частицы сошлифованного лентой вещества. В результате такие ленты медленнее забиваются, и дольше сохраняют свою первоначальную шлифующую способность.

Умеренная микропористость бесконечных шлифовальных лент, изготовленных по технологии АСТ, улучшает теплообмен между различными участками, при этом термические напряжения значительно снижаются. Таким образом, не имеет значение вид материала, который подвергается шлифованию лентами АСТ: это может быть и стекло, и титан, и нержавеющая сталь.
Принципы выбора
Исходными пунктами является предназначение ленты и типоразмер машины, на которую она будет устанавливаться. Так, на ручных шлифовальных машинах, в зависимости от размера фиксирующей подошвы могут использоваться изделия размерами, уже упомянутыми ранее, а также 100×610 или 75×457. Более крупные ленты, например, 120×1000 и более, подойдут для шлифовальных машин стационарного типа.
Для того, чтобы обеспечить максимальную долговечность бесконечных шлифовальных лент полезно знать особенности износа абразивов различного типа. Так, обычный электрокорунд изнашивается равномерно, а циркониевый электрокорунд и карбид кремния, как более хрупкие материалы, обладают способностью к самозатачиванию (процесс происходит при хрупком сколе отдельных зёрен, отделяющихся от основы). С повышением твёрдости стойкость бесконечной шлифовальной ленты возрастает, поэтому наиболее прочной считается лента с керамическим электрокорундом.
Приобретая ленты, стоит поинтересоваться о плотности насыпки абразивного вещества. Если необходимо шлифовать мягкие металлы – алюминий, латунь, малоуглеродистую сталь, то предпочтение имеют ленты с полуоткрытой насыпкой, при плотности не ниже 75%. Для шлифовки твёрдой древесины или декоративного камня эксплуатационное преимущество получат бесконечные шлифовальные ленты с закрытой насыпкой (плотность не ниже 95%).
На рынке шлифовального оборудования можно увидеть большое количество электрического и пневматического инструмента, который различается как по принципу работы, так и по назначению. Но какого бы типа не был инструмент, без расходных материалов (оснастки) он работать не сможет. От правильного выбора этой важной детали зависит успешность проведения работ.
Виды насадок для различных шлифмашин
Шлифовальные машины (ШМ) используются для обработки практически любых материалов: дерева, пластика, металла, камня, бетона, лакокрасочных покрытий, стекла и т.д. Соответственно, насадки для шлифмашинки тоже могут иметь различную форму, изготавливаться из специальных материалов и предназначаться для выполнения конкретных работ. Для шлифмашин различных типов существуют следующие виды насадок.
Прямая шлифмашина
Для прямых шлифовальных машин, которые используются в основном для зачистки и шлифовки деталей в труднодоступных местах, используются наждачные круги.

Если требуется выполнить более точные работы, для шлифмашинки прямого типа предусмотрен набор различных шарошек.

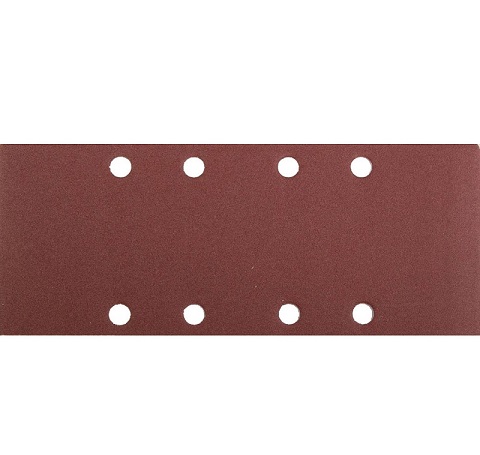
Вибрационная
Данный тип ШМ имеет плоскую прямоугольную подошву, на которой закрепляются шлифовальные листы с помощью специальных зажимов. Наждачная бумага для шлифовальных машин вибрационного типа имеет отверстия, предназначенные для удаления мелкой пыли. Они совпадают с углублениями, расположенными на подошве агрегата.
Дельтовидная
У дельтовидной шлифмашины подошва может быть похожей на рабочее полотно утюга либо иметь треугольную форму. Соответственно, и форма оснастки будет иметь аналогичный вид.


Щеточная
Не сложно догадаться, что основной инструмент на данном типе ШМ – щетка из нейлона, которая применяется для браширования древесины.

Также на щеточные агрегаты возможна установка ламельных шлифовальных насадок валикового типа.

Эксцентриковая (орбитальная)
“Орбиталка” является агрегатом, выполняющим самую качественную обработку поверхностей. На эксцентриковые ШМ устанавливается шкурка круглой формы, соответствующая форме подошвы агрегата.

Полировальная
Данный агрегат используют для полировки лакокрасочных покрытий, например, кузова автомобиля после покраски.

Для чистовой обработки покрытий используют войлочные насадки на шлифмашинки, а также поролоновые.
Ленточная
На ленточных ШМ устанавливают наждачную бумагу, склеенную в виде кольца. С обеих сторон подошвы агрегата расположены 2 вала, один из которых — это натяжной ролик. На данные ролики и одевается оснастка, представляющая собой бесконечную абразивную ленту.

Классификация наждачных лент
Несмотря на все многообразие аппаратов для шлифовки и полировки, самым востребованным инструментом является ленточная шлифовальная машина, на которой используется бесконечная абразивная лента. Но для качественной обработки материалов недостаточно иметь данный агрегат и пару шлифовальных лент. Для каждого вида работ необходимо правильно подбирать оснастку не только по зернистости, но и по размерам, типу основы.
Основа
В качестве основы для шлифовальных лент могут использоваться различные материалы.
- Ленты с нанесенным на бумажную основу абразивом являются самыми распространенными, к тому же цена на них является самой низкой. Их основа, то есть бумажное полотно, пропитывается смолами и полимерами, которые значительно повышают его прочность и устойчивость к истиранию, разрыву, изгибу. Пропитка прилает шлифленте влагостойкость. Но, стоит знать, что для интенсивной работы такие ленты не используют, поскольку бумага все же является хрупким материалом. Обычно ленты на бумажной основе имеют мелкое зерно.
- Абразивные ленты, изготовленные на тканевой основе, имеют хорошую устойчивость к износу и работают дольше, чем оснастка, выполненная на бумаге. Тканевое полотно не только хорошо удерживает абразивную крошку, но и имеет хорошую эластичность и влагоустойчивость. Полотна с тканевой основой можно использовать для интенсивных шлифовальных работ, как по мягким материалам, так и по более плотным, например, для обработки твердых пород древесины. Также из данного материала делают оснастку на липучке для других типов ШМ.
- Тканево-бумажные полотна объединяют в себе лучшие качества обоих материалов: эластичность, стойкость к изгибу и истиранию, влагостойкость. Обычно крупнозернистые наждачные полотна изготавливают на комбинированной основе.
Любые виды наждачных полотен можно приобрести оптом, то есть в рулонах. Это позволяет значительно экономить средства, особенно на производстве, поскольку изготовить оснастку нужной формы и размера своими руками для большинства шлифмашин не составляет труда.
Маркировка
На любой наждачной бумаге нанесена маркировка, указывающая концентрацию абразива и его фракцию. Если опираться на отечественный ГОСТ 3647-80, то он указывает, какое число абразивных зерен находится на квадратной единице площади. Эти определения на сегодня являются устаревшими, поскольку вступили в силу новые международные стандарты (ISO). Соответственно им и наносится маркировка на обратной стороне изделий. Ниже приведена таблица, где перечислены все виды зернистости, как для ГОСТ 3647-80, так и для ISO.
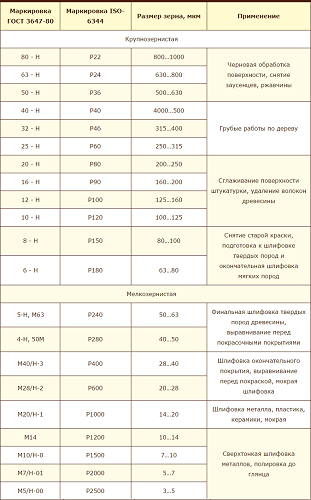
Основное различие между старыми и новыми стандартами в том, что по ГОСТу значения плотности и размера зерен абразива уменьшаются соответственно названию, а в стандарте ISO номер в названии изделия увеличивается пропорционально уменьшению количества зерен на квадрат площади.
Проще говоря, чем большая цифра стоит за буквой “P”, которая обозначает зернистость, тем меньше будет фракция абразива у наждачного полотна. Например, всем известная наждачная бумага под названием “нулевка” будет иметь маркировку P400. А изделия с обозначениями P600…P2500 имеют настолько мелкую фракцию, что она почти неощутима на ощупь.
И наоборот, маркировка по старому ГОСТу расшифровывается следующим образом: цифра, стоящая пред буквой, указывает, что на поверхность шлифовального полотна нанесена крошка абразива, соответствующая размеру сита. Например, маркировка 10-Н означает, что размер ячейки сита, через которое был просеян абразив, равняется 100 мкм. Поэтому, чем меньшая цифра стоит в маркировке по ГОСТу, тем меньшая фракция крошки нанесена на полотно.
Материал абразива
При выборе ленты для шлифовальной машины следует учитывать такой параметр, как материал абразива, который является не менее важным, чем основа изделия. Абразивную крошку для наждачных полотен изготавливают из нескольких материалов.
- Керамика. Из данного материала производят крупнозернистую наждачную бумагу, используемую для черновой обработки древесины, а также для быстрого стачивания слоев материала, например, при выравнивании плоскостей по высоте.
- Карборунд (карбид кремния). Применяют чаще всего для чистовой обработки пластика, чугуна, стали, алюминия, бронзы, гранита, мрамора, стекла, твердых пород дерева, то есть материалов с жесткими поверхностями.
- Электрокорунд (оксид алюминия). Является самым широко применяемым абразивным материалом. Обладает повышенным сроком службы благодаря тому, что его “мягкие” кристаллы в процессе шлифовки, обламываясь, образуют более мелкие, но не менее острые кристаллики. Шлифовальные полотна из электрокорунда используются для обработки дерева, закаленных и незакаленных сталей, ковкого чугуна.
- Гранат. Крошка из данного минерала является одновременно и мягкой, и жесткой. После обработки какого-либо материала полотном с гранатовым покрытием образуется ровная и гладкая поверхность. Поэтому шлифовальные ленты с гранатовой крошкой используют для чистовой обработки изделий из мягких пород дерева.
- Синтетический алмаз. Наждачная бумага с алмазным напылением является самой прочной и в то же время самой дорогой. Она имеет очень высокую износоустойчивость и используется в промышленности для шлифовки и полировки металлических изделий.
Как склеить наждачную бумагу
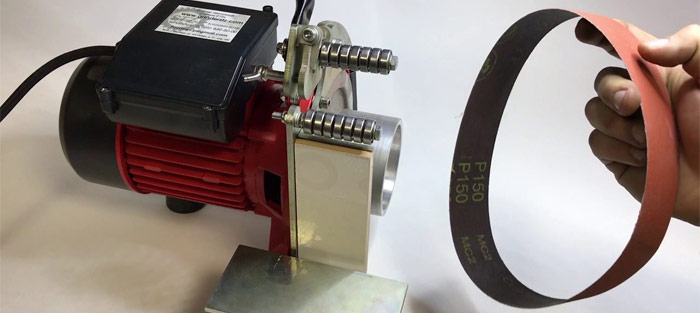
Многие владельцы ленточных шлифмашин, особенно при больших объемах работ, сталкиваются с проблемой отсутствия абразивных лент в нужный момент. В магазинах, торгующих оснасткой для ШМ, можно увидеть, что шлифовальная лента различной зернистости продается в рулонах. Но не все догадываются, для каких целей она продается в таком количестве. На самом деле, шлифленту можно покупать на метраж и использовать ее для вибрационных ШМ, вырезая из полотна небольшие шлифовальные листы и пробивая в них отверстия для отвода пыли. Также никто не запрещает и склеить наждачную бумагу для ленточной шлифмашинки своими руками и в домашних условиях. Алгоритм склеивания абразивной ленты выглядит следующим образом.
Отрежьте кусок наждачной бумаги нужной длины. Для примера, можно взять уже отработанную шлифовальную ленту, разрезав ее. Измерьте длину ленты, добавьте к ней 10 мм для нахлеста и нанесите получившийся размер на обратную сторону наждачки.

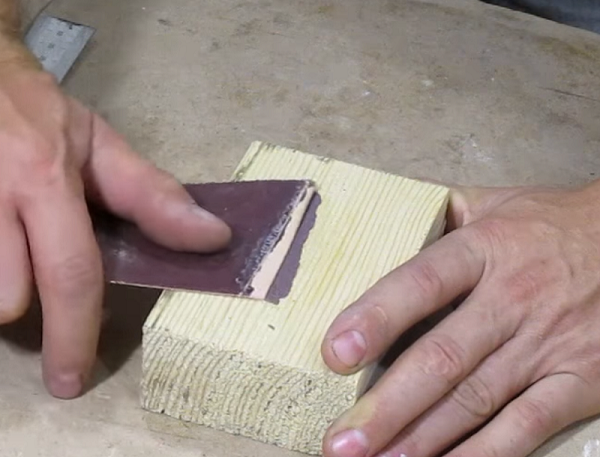
Ленту нужно срезать под углом 45-50 градусов, с учетом направления шлифования. Обычно на всех шлифовальных полотнах стоит стрелочка, указывающая, в каком направлении должна работать оснастка. При склеивании нужно расположить концы ленты так, как показано на рисунке выше.
Далее, следует приготовить клей и небольшой деревянный брусок. В данном случае, чтобы качественно склеить ленту, используется клей ПВА Kleiberit 300, который поставляется как в большой расфасовке, так и в малой.
Особенность данного клея в том, что его можно использовать для горячего склеивания деталей.

С одной стороны ленты, на расстоянии 10 мм от края, проведите линию, используя линейку и какой-либо острый предмет. Отметка делается прямо по абразиву.

Согните наждачку в месте насечки и зачистите его ножом.

Нанесите на подготовленную полоску клей и с помощью разогретого утюга приклейте этот участок ленты к деревянному бруску (будет достаточно 30 сек.).


После окончания прогрева аккуратно оторвите приклеенный участок наждака от деревянного бруска. В результате вы получите конец ленты, очищенный от абразивной крошки.
Остатки абразива можно удалить ножом, выровняв полоску по ранее нанесенной отметке.

Далее, на зачищенный участок ленты нанесите клей.

Ровно соедините концы наждачного полотна и прогрейте место склейки утюгом с обеих сторон.



После окончания процесса склеивания дайте ленте немного остыть, после чего она будет готова к использованию. В результате вы получите недорогую шлифовальную ленту, которая не отличается по качеству от заводских аналогов.
Себестоимость самостоятельно изготовленной ленты для ШМ, можно легко рассчитать. 1 кв. м наждака, стоит, в среднем, 250 рублей, и хватает его на изготовление около 10 шлифовальных лент (в зависимости от модели агрегата). Значит, на одну ленту затрачивается 25 руб. Клей можно купить по цене 360 рублей за 1 кг. Его хватит на склейку около 300 лент, то есть на одну ленту тратится 1,2 рубля. Получается, что самодельная лента стоит 26 рублей 20 копеек, что значительно дешевле готовой оснастки, цена на которую начинается от 100 рублей за штуку.


Для шлифования и «шкурения» больших площадей используется ленточная шлифовальная машина. С ее помощью вы сделаете работу гораздо быстрее, чем вручную. Для заправки этой машины в продаже имеется бесконечная лента — именно так она называется, поскольку лента склеена в круг.
Что нужно знать при покупке бесконечной ленты:
1. Размер
2. Зернистость наждачной бумаги
Каждая модель ленточной шлифмашинки работает только с одним размером ленты.
Всего 3 типоразмера:
75*457 мм
75*533 мм
100*600 мм
Первая цифра — ширина бесконечной ленты, вторая — размер в мм по окружности. Поэтому при покупке бесконечной ленты позаботьтесь заранее о том, чтобы узнать размен нужной вам ленты, а не спрашивать у продавцов.
В продаже чаще всего можно встретить импортную бесконечную ленту, поэтому маркировка будет импортная P. Наиболее часто используемая зернистость наждачки:
P40 самая крупная(для первоначальной обработки поверхностей, содрать старую краску с дерева или старый лак, очень часто это требуется при восстановлении паркета).
P60 крупная(альтернатива зерну P40, только менее крупная)
P80 средняя(можно использовать как финишную под покраску-лакировку, хотя будет немного крупновато)
P100 мелкая(для окончательной доводки поверхности, под покраску-морение-лакирование)
P120 еще мельче(дерево будет очень гладкое).
Чаще всего нужно купить всего 2 вида зернистости, этого вполне хватает, чтобы обработать дерево под покраску или лакирование. К примеру, если первое зерно у вас было P40, то следующее лучше купить P80. ну а если первое было P60, то второе — P100-P120. Если вы попробуете шлифовать дерево сначала P40, а потом сразу очень мелкой, то будет трудно вывести царапины, оставленные крупной наждачкой P40. В идеале использовать 3 шага зернистости, однако это будет уже накладно как по деньгам, так и по времени работы. Проходить поверхность 2 раза или 3 — есть разница. Одной ленты хватает примерно на 3-4 квадратных метра, так что примерное количество для покупки можно просчитать, если знаете объем работы. Крупная лента «забивается» не так быстро, как мелкая, поэтому финишная бесконечная лента расходуется быстрее.
Стоимость зависит от размера ленты и от производителя. Для дома-дачи рекомендуется покупать недорогую импортную, например качественная бесконечная лента фирмы Matrix, Fit и других качественных бытовых фирм.
75*457 самая дешевая, если брать недорогую импортную(Matrix, Fit), то 1 штука будет стоить 15 рублей
75*533 подороже, 20 рублей за штуку.
Продаются ленты как поштучно, так и упаковками по 10 штук.


Отправить ответ