
Ленточные конвейеры их характеристики назначение и применение
К омпоненты ленточного конвейера
Ленточный конвейер, в самой простой форме, состоит из опорной конструкции с основанием (станина из металлического листа или несущие ролики на раме), ведущего барабана (приводной, главный барабан), барабана натяжения, (хвостовой барабан) и конвейерной ленты.
Существуют и более сложные системы, которые могут иметь дополнительные узлы (компоненты) привода и натяжных устройств, элементов качения задних колес строго в колее передних, сбрасывателей продукта (изделия), аккумуляторов, чувствительных элементов и т.д.
Составные элементы ленточного конвейера

1. Ведущий барабан (приводной) 6. Ролик отклонения
2. Хвостовой барабан (холостой) 7. Натяжной ролик (если натяжение не на хвостовом барабане, а под конвейером)
3. Подложка рабочей ветви ленты (подложки) 8. Несущий ролик (на стороне возвращения)
4. Несущий ролик 9. Конвейерная лента
5. Ролик частичного торможения 10. Опорная конструкция под конвейером (не показана)
 Знак для ведущего барабана
Знак для ведущего барабана  Знак для натяжного ролика с направлением натяжения
Знак для натяжного ролика с направлением натяжения  Направление пробега натяжной ленты
Направление пробега натяжной ленты
Варианты стандартных систем устройства конвейеров
Следующие системы устройства являются наиболее используемыми для легких ленточных конвейеров.
 Главным в этом конвейере является приводной барабан. Хвостовой барабан здесь является натяжным
Главным в этом конвейере является приводной барабан. Хвостовой барабан здесь является натяжным

В этом конвейере является главный приводной барабан, но устройство натяга на стороне возвращения ленты (под конвейером).
 Главным на этом рисунке является приводной барабан, постоянное натяжное устройство на стороне возвращения ленты (под конвейером).
Главным на этом рисунке является приводной барабан, постоянное натяжное устройство на стороне возвращения ленты (под конвейером).
 Здесь приводной барабан на стороне возвращения, а хвостовой барабан является барабаном натяжения.
Здесь приводной барабан на стороне возвращения, а хвостовой барабан является барабаном натяжения.
 В этом конвейере приводной барабан и устройство натяга на стороне возвращения ленты.
В этом конвейере приводной барабан и устройство натяга на стороне возвращения ленты.
 На этом рисунке приводной барабан и устройство натяга на стороне возвращения ленты.
На этом рисунке приводной барабан и устройство натяга на стороне возвращения ленты.
Если нет дополнительных условий, то конвейер принято считать горизонтальным. В случаях крутых наклонных конвейеров, угол определяется характеристиками товаров, которые транспортируются по конвейеру и от этого будет зависеть, стоит ли оснащать ленту профилями и гофробортом.
Завод "Феникс" успешно разрабатывает и производит другие системы устройств конвейеров
Поддерживающие элементы, барабан и установка ролика
Поддерживающие элементы
Структура поддержки конвейерной ленты должна быть жесткой. Она не должна подвергаться воздействию сил, веса транспортируемых грузов и т.д. Без жесткой структуры было бы почти невозможно отследить ленту конвейера обычными средствами и препятствовать убеганию ее при изменении эксплуатационных режимов (без груза / частичный груз / предельная нагрузка).
Лента конвейера должна иметь небольшой свободный ход от стороны к стороне, не касаясь боковой станины конвейера или других установленных компонентов.
Конструировать конвейер следует таким образом, чтобы лента была видна и чтобы имелась возможность ее эффективной очистки.
Основание подложки должно быть таким, чтобы, проходя через него, антистатические ленты могли освобождаться от электростатического потенциала через барабаны и ролики. Также следует обратить внимание, что стандартные пластмассовые барабаны и ролики, синтетические направляющие и смазки, пластмассовые кровати ползунка (слайдера) — изоляторы и они только увеличивают электростатическую нагрузку ленты.
В тех случаях, когда требуется снизить уровень шума, подложка конвейера должна быть разработана с возможностью поглощения звука.
Установка барабанов и роликов
Обычно приводной барабан устанавливается со всеми другими барабанами и роликами под прямым углом к ленте. Направляющие рекомендуется устанавливать для хвостового барабана и роликов натяжки, которые тяжело загружены. Установка натяжных роликов и барабанов в паз является наиболее подходящей для менее загруженных роликов.

Как правило, количество устанавливаемых роликов не должно превышать необходимую величину, полученную по результатам расчетов — достаточную для того, чтобы беспрепятственно нести и направлять ленту. Каждый дополнительный барабан или ролик могут послужить причиной возникновения проблем, а также являются накопителем грязи. Обслуживать данный конвейер становится намного труднее.
Поддержка ленты
Подложка
Преимущества конвейеров с лентой, поддерживаемой подложкой, перед конвейерами с лентой, поддерживаемой роликами, заключается в следующем: транспортируемые товары укладываются с большей стабильностью на ленте, и это не оказывает фактически никакого влияния на положение ленты. При правильно подобранными лентой (должен быть правильный материал на нерабочей стороне ленты) и материалом подложки становится возможным благоприятно влиять на коэффициент трения, управляя шумом и ресурсом обслуживания ленты.
Предпочтительные материалы подложки:
- Стальной лист (химически покрытый стальной лист)
- Нержавеющий стальной лист (особенно в секторе продовольствия)
- Твердые пластмассы (duroplastics типа фенолической смолы и т.д.), главным образом как покрытие на древесно-стружечной плите или фанера
- Слоистые листы древесины (бук, дуб)
На трение между подложкой и лентой значительно влияют материальный тип и края подложки, а также влажность, пыль, грязь, и т.д.

При проектировании и сборке конвейера следует обращать внимание на следующие пункты:
- Край подложки должен быть скруглен и находиться ниже поверхности барабана (Δh = приблизительно 2 мм).
- Механические крепления должны быть ниже скользящей поверхности.
- Подложка должна быть точно расположена относительно направления ленты и должна быть на таком уровне, чтобы не было наклона (это особенно важно для стальных листовых подложек, иначе лента будет иметь тенденцию "убегать").
- Подложку следует полностью очистить, прежде чем запускать ее в работу. Также необходимо периодически чистить подложку, шкивы и ленту конвейера, поскольку грязь может быть существенной причиной проблем в работе ленты: увеличение трения, повреждение ленты и т.д.
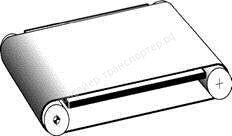
 Чрезмерная влажность между подложкой и лентой, улучшает прилипание (эффект всасывания), увеличивая сопротивление, но потенциально ведет к перегрузке ленты и/или двигателя. Углубления в подложке могут обеспечить эффективный дренаж и устранить эти проблемы. Если эти углубления делать в виде узора "V" (шеврон), то одновременно можно получить дополнительно направляющий эффект для ленты.
Чрезмерная влажность между подложкой и лентой, улучшает прилипание (эффект всасывания), увеличивая сопротивление, но потенциально ведет к перегрузке ленты и/или двигателя. Углубления в подложке могут обеспечить эффективный дренаж и устранить эти проблемы. Если эти углубления делать в виде узора "V" (шеврон), то одновременно можно получить дополнительно направляющий эффект для ленты.
При применении полос или сеток на подложке предотвращается загрязнение. Также они увеличивают ходимость ленты и уменьшают шум.
Поддержка роликами

Для длинных конвейеров и тяжелых грузов нужно использовать конвейеры с поддержкой ленты с помощью роликов. Ролики уменьшают потери трения, периферийную силу и нагрузку на мотор-редуктор.
Чаще всего используют ролики, сделанные из труб. Ролики с вкладышами из пластмассы также могут использоваться, поскольку они являются стойкими к коррозии и некоторым химикатам.
Ролики, фактически во всех случаях, имеют цилиндрическую форму. Поскольку лента конвейера скользит только по поверхности поддерживающих роликов и не обертывается вокруг них, то ролики могут иметь меньший диаметр, чем это указано для барабанов. Диаметр, однако, должен соответствовать нагрузке, когда лента конвейера находится под эксплуатационным грузом.
 Расстояние между роликами должно быть меньше половины длины штучной единицы груза, чтобы товары, находились всегда, по крайней мере, на двух роликах.
Расстояние между роликами должно быть меньше половины длины штучной единицы груза, чтобы товары, находились всегда, по крайней мере, на двух роликах.
Ролики должны быть точно расположены под прямым углом к направлению движения ленты. Неточная установка несущих роликов часто служит причиной ухода ленты. Для обеспечения точной установки несущих роликов достаточно, чтобы имелась возможность регулировки ролика с одной стороны, то есть, посредством горизонтально рассверленного отверстия в раме.
Ролики могут быть установлены для управления лентой; в этих случаях угол от центра должен быть по крайней мере + 5 ° . Такая установка особенно рекомендуется для длинных конвейеров.
Поддержка ленты на стороне возвращения
Ролики, поддерживающие холостую ветвь, ленты должны крепиться с шагом менее 2 метров, это предотвратит чрезмерный перекос ленты из-за собственного веса.
Эти поддерживающие ролики также должны быть установлены точно под прямым углом к ленте, так как при не соблюдении точности ролики будут способствовать частому перекосу ленты, особенно в случаях высокого трения или при использовании структурированных покрытий ленты.
Приводная станция
Основная функция приводного барабана — передача движущей силы (периферийная сила) от мотор-редуктора к ленте. В специальных случаях мотор-редуктор может также действовать как тормоз. Для предотвращения движения ленты в покое используют редуктора в составе мотор-редукторов с большим передаточным отношением.
Трансмиссия
Вид передачи энергии двигателя, в принципе, зависит от следующих факторов:
- Дуга контакта ленты и барабана движения
- Коэффициент трения между лентой и барабаном
- Сила давления; следуя из начальной напряженности s и модуля эластичности ленты.
Обычно используемые меры для того, чтобы увеличивать эту способность передачи энергии:
- Использование ролика прижима, чтобы увеличить дугу контакта p
- Использование покрытого эластомером барабана, чтобы увеличить коэффициент трения
- Увеличение силы натяжки.
Эта мера, однако, оборачивается дополнительной шахтой и грузом. Дополнительно, допустимое удлинение ленты не должно быть превышено; поэтому, может часто требоваться более прочная лента.
Коэффициент трения и эффективной передачи энергии в значительной степени зависит от чистоты поверхности барабана. Нефть (масло), жир, влажность, ржавчина, грязь, и т.д., уменьшают трение и увеличивают вероятность сбоев. Следовательно, лента и система в целом больше не могут функционировать должным образом. Чистота одинаково важна для устройства отслеживания ленты и срока службы. Лента и установка должны быть чистыми насколько возможно выполнением соответствующих мер проекта через эффективные процедуры очистки
Главный двигатель
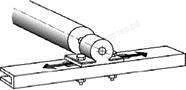
 На представленном рисунке показано, что передача напряжений системы (силы ленты, направляющих и груза, и т.д) минимизирована частично оптимизацией местоположения двигателя. По этой причине, предпочтительное местоположение для двигателя — в "голове" конвейера.
На представленном рисунке показано, что передача напряжений системы (силы ленты, направляющих и груза, и т.д) минимизирована частично оптимизацией местоположения двигателя. По этой причине, предпочтительное местоположение для двигателя — в "голове" конвейера.
Одно исключение, однако, — наклонный конвейер, где величина груза, угол снижения и трения позволяет перемещаемому изделию подталкивать ленту и создавать "отрицательную" периферийную силу. В этом случае хвостовой двигатель рекомендуется для оптимальной работы.
Подъемно-транспортные установки нашли широкое применение во всех отраслях промышленности. Трудно представить себе завод, где бы не использовались даже простейшие транспортирующие средства.
В пищевой промышленности буквально все производства представлены в виде линии, основным звеном которых являются конвейеры и подъемные средства.
Подъемно-транспортные машины можно разделить на следующие группы:
1. Машины и установки, применяемые как средства межцехового и внутрицехового перемещения грузов.
2. Машины и средства общего назначения.
3. Специальные установки.
В зависимости от рода перемещаемого груза, конвейеры используют для перемещения штучных грузов, сыпучих мелко и крупно кусковых грузов. Поэтому форма грузонесущего элемента может быть различна. Для ленточных конвейеров форма ленты может быть прямой или желобчатой.
С помощью ленточных конвейеров можно перемещать грузы в горизонтальном или наклонном направлениях. Протяженность трассы конвейера — от нескольких метров до километров (горнодобывающая промышленность).
В отличие от грузоподъемных машин, которые перемещают грузы определенными порциями и обратным движением без груза возвращаются за новой порцией груза, транспортирующие машины конвейеры предназначаются для перемещения грузов непрерывным потоком без остановок для их загрузки и разгрузки. Конвейеры предназначены для работы с массовыми грузами, т.е. грузами, состоящими из большого числа однородных частиц или кусков, или штучными грузами, перемещаемыми в большом количестве.
Все машины непрерывного транспорта можно подразделить на две группы — транспортирующие машины с тяговым элементом (лента, цепь, канат), в котором груз перемещается вместе с тяговым элементом и транспортирующие машины без тягового элемента.
Основной характеристикой конвейеров является из производительность — объемная V, м 3 / ч, массовая Q т/ч или штучная С шт/ч.
По абразивным свойствам грузы подразделяются на категории:
— неабразивные — продукты силосного хозяйства, зерно, опилки, щепа, штучные пакетированные грузы,
— малоабразивные — бурый уголь, каменный уголь, формовочная земля, половая сера, глина, шамот, песок, гравий, цемент,
— абразивная — железная руда, антрацит, горные породы средней твердости, кокс, рудный концентрат, известняк, магнезит, щебень,
— высокоабразивные — полиметаллические руды, руда цветных металлов, твердые горные породы, железная руда.
Многие параметры конвейера и разгрузочных устройств, включая форму желоба и др. зависит от степени подвижности.
Форма и площадь сечения груза, свободно насыпанного на неподвижную плоскость, определяют углом естественного откоса в потоке. Значение этого угла зависит от сил сцепления между отдельными частицами определяемых от влажности груза, и от сил трения, возникающих при относительном перемещении частиц.
Ленточные конвейеры остаются наиболее распространенным типом транспортирующих машин непрерывного действия во всех отраслях промышленности. Из более числа конвейерных установок более 90 % составляют ленточные конвейеры. Они используются в горнодобывающей промышленности — для транспортировки руд полезных ископаемых и угля при открытой разработке, в металлургии — для подачи земли и топлива, на предприятиях с поточным производством — для транспортировки заготовок между рабочими местами и т.д.
Обычно ленточные конвейеры имеют тяговый элемент в виде бесконечной ленты, являющийся и несущим элементом конвейера, привод, приводящий в движение барабан, натяжное устройство, роликовые опоры на рабочей и полостной ветви ленты, а также загрузочно-разгрузочные устройства, устройства для очистки ленты. Все элементы конвейера смонтированы на раме.
С помощью установок, оснащенных ленточными конвейерами можно транспортировать сыпучие грузы на весьма большие расстояния.
Ленточные конвейеры отличаются высокой производительностью до 30-40 тыс. т/ч, простотой конструкции, малой материалоемкостью, и как следствие относительно низкой стоимостью, надежностью в работе и удобством в эксплуатации, относительно небольшим расходом энергии. Они могут иметь криволинейную трассу с поворотами в горизонтальной плоскости и с подъемами и спусками в вертикальной плоскости в зависимости от рельефа местности. Однако создание криволинейной трассы сопряжено с трудностями обеспечения надежного и стабильного положения ленты на криволинейном участке. Радиус поворота ленты в горизонтальной плоскости зависят от конструкции конвейера, типа ленты и ее ширины и имеет широкий диапазон значений.
Схемы ленточных конвейеров весьма разнообразны и определяются назначением конвейера. Технико-экономические исследования и опыт показывают, что для транспортирования массовых грузов с грузооборотом 5-25 млн. т. в год на расстояние до 100 км применять ленточные конвейеры экономичнее, чем использовать железнодорожный или автомобильный транспорт. Достоинствами конвейерных лент являются их относительно малая масса, отсутствие быстроизнашивающихся шарниров, возможность перемещения грузов с большими скоростями. Срок службы конвейерных резинотканевых лент в зависимости от условий эксплуатации, характеристики транспортируемого груза, типа тканевого каркаса и времени одного оборота пробега ленты составляет 15-48 месяцев.
Применение ленточных конвейеров ограничено диапазоном температур от 60 до 200 0 С.
К недостаткам ленточных конвейеров следует отнести пыление при транспортировании мелких сыпучих грузов.
При перемещении штучных грузов ширину ленты выбирают так, чтобы на ленте остались с обеих сторон свободные поля шириной 50-100 мм.
Чтобы груз не сползал вниз, вдоль ленты необходимо угол наклона конвейера принимать на 10 0 меньше угла трения груза о полотно конвейера, потому что из-за провисания полотна угол его подъема больше, чем угол наклона оси конвейера.
Кроме того, на опорах полотно встряхивается, что способствует сползанию груза. Это встряхивание тем больше, чем выше скорость движения полотна [1]
Ленточный конвейер для перемещения свеклы (рис 1) состоит из приводного барабана 1, лент 2, натяжного барабана 3.
Приводной барабан представляет собой полый металлический барабан, которому сообщается вращающийся момент от двигателя посредством передачи. Основными параметрами характеризующие приводные барабаны, являются диаметр, ширина, а также коэффициент трения. Для снижения проскальзывания ленты на барабане его необходимо футеровать резиной или деревом.
Ленты являются основным грузонесущим и тяговым элементом. Наиболее распространение получили прорезиненные тканевые ленты.
Лента состоит из технической ткани — бельтинга, резиновой прослойки и резиновой обкладки. Обычно количество тканевых прокладок не менее 3. Используют также специальные ленты, изготовленные из особых сортов резины, теплостойкие — Т, морозостойкие М, маслостойкие МС, пищевые — П. Для восприятия больших нагрузок применяют резинотросовые ленты.
Концы ленты соединяют различными методами (вулканизацией, сшивкой, закрепленной и др.) . По ширине ленты бывают от 300 до 3000 мм.
Натяжные устройства служат для создания необходимого натяжения ленты и обеспечения передачи тягового усилия от барабана к ленте. В основном применяют винтовые и грузовые натяжения устройства, реже — грузо-пружинные, гидравлические. В данном конвейере используется винтовое натяжное устройство.
Ленточный конвейер приводится в движение с помощью двигателя посредством привода. Разгрузка происходит пересыпанием через приводной барабан. Длина конвейера__метров. Скорость такого типа конвейера — в пределах__м/с.
В общем виде лента имеет тяговый каркас, покрытый со всех сторон эластичным заполнителем. Каркас воспринимает продольное растягивающее усилие и обеспечивает поперечную жесткость.
Заполнитель предохраняет каркас от воздействия влаги, механических повреждений, истирания и т.д. Каркас выполняется из синтетических или комбинированных волокон (лавсан, капрон, нейлон).
Заполнитель состоит из резиновых смесей с синтетическим каучуком или пластмассой + добавки. Добавки придают ленте свойства необходимые для эксплуатации в различных условиях:
– ленты общего назначения ( эксплуатация при Т =– 45 0 С …+ 60 0 С);
– морозостойкие ленты, имеют маркировку М (эксплуатация при
Т = – 60 0 С …+ 60 0 С);
– теплостойкие ленты, имеют маркировку Т (эксплуатация при Т= до + 100 0 С);
– ленты повышенной теплостойкости, имеют маркировку ПТ (эксплуатация при Т= до + 200 0 С);
– пищевые ленты, имеют маркировку П;
– негорючие ленты, имеют маркировку Ш;
– маслостойкие ленты, имеют маркировку МС;
– магнитомягкие ленты, притягивающиеся к магнитам;
Нормальный ряд ширины ленты в мм (ГОСТ 22644 — 77):
300, 400, 500, 650, 800, 1000, 1200, 1400, 1600,2000, 2500,3000,3600.
Требования предъявляемые к прорезиненным лентам следующие:
– продольная прочность и жесткость;
– поперечная жесткость (для создания лотковой формы);
– малый вес и малая гигроскопичность;
– стойкость к физическим и химическим воздействиям.
Резинотканевые ленты.
Резинотканевые ленты отличаются эластичностью и малым сопротивлением на изгиб, но по прочности и сопротивлению износу уступают резинотросовым.
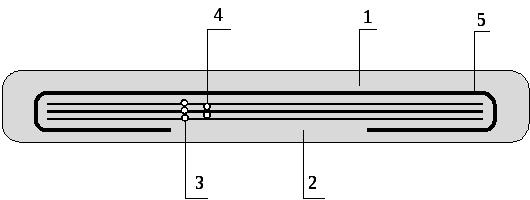
1 — верхняя обкладка, рабочая (толщиной до 10 мм);
2 — нижняя, нерабочая обкладка (толщиной 1 — 3,5 мм);
3 — тканевые прокладки (тяговый каркас);
4 — резиновые заполнитель между тканевыми прокладками (сквиджи);
5 — брекетная ткань (предохраняет верхнюю прокладку от повреждений).
Тяговый каркас состоит из тканевых прокладок, связанных между собой тонкими (0,2 ÷ 0,3 мм) резиновыми прослойками (сквиджами). Для тканевых прокладок используют хлопчатобумажную ткань, синтетические (капрон, нейлон,стекловолокно и т.д.).
Тканевая прокладка состоит из продольных (основы) и поперечных (утка) нитей. Тканевые прокладки имеют одноосное и двухосное плетение. Для повышения прочности тяговый каркас покрывают защитной тканью (брекетом), а для предоханения ленты от повреждений, она покрывается резиновыми обкладками со всех сторон.
Необходимое количество прокладок определяется по формуле
Преимущества резинотканевых лент:
— различные методы соединения концов ленты (склеивание, вылканизация, механическое соединение при помощью скоб или сшивание ремнями)
— повышенная стойкость к продольным порывам;
— высокая амортизирующая способность;
Недостатки резинотканевых лент — продольное удлинение в процессе работы за счет провисания ленты между роликоопорами и трения о них (до 4 %);
— увеличение диаметра барабанов (и соответственно силы трения) при большом числе прокладок.


Отправить ответ