
Литье по выплавляемым моделям это
Содержание:
Вопрос №11.
Сущность литья по выплавляемым моделям сводится к изготовлению отливок заливкой расплавленного металла в разовую тонкостенную неразъемную литейную форму, изготовленную из жидкоподвижной огнеупорной суспензии по моделям разового использования с последующим затвердеванием залитого металла, охлаждением отливки в форме и извлечением ее из формы.
 Отличительными особенностями литья по выплавляемым моделям являются низкая теплопроводность и высокая начальная температура формы, что значительно снижает скорость отвода теплоты от залитого металла и способствует улучшению заполняемости полости формы; малая интенсивность охлаждения расплава приводит к снижению скорости затвердевания отливок, укрупнению кристаллического строения, появлению в массивных узлах и толстых стенках (толщиной 6. 8 мм) усадочных раковин и пористости; повышенная температура формы способствует развитию на поверхности контакта отливка — форма физико-химических процессов, приводящих к изменению структуры поверхностного слоя отливки, появлению различных дефектов на ее поверхности. Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций: изготовления моделей и сборки модельных блоков; покрытия моделей огнеупорной оболочкой; выплавления модельного состава; подготовки литейных форм к заливке; заливки расплавленного металла в литейную форму, затвердевания и охлаждении отливок; выбивки отливок и их отделения от литниковой системы: очистки отливок и т.д.
Отличительными особенностями литья по выплавляемым моделям являются низкая теплопроводность и высокая начальная температура формы, что значительно снижает скорость отвода теплоты от залитого металла и способствует улучшению заполняемости полости формы; малая интенсивность охлаждения расплава приводит к снижению скорости затвердевания отливок, укрупнению кристаллического строения, появлению в массивных узлах и толстых стенках (толщиной 6. 8 мм) усадочных раковин и пористости; повышенная температура формы способствует развитию на поверхности контакта отливка — форма физико-химических процессов, приводящих к изменению структуры поверхностного слоя отливки, появлению различных дефектов на ее поверхности. Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций: изготовления моделей и сборки модельных блоков; покрытия моделей огнеупорной оболочкой; выплавления модельного состава; подготовки литейных форм к заливке; заливки расплавленного металла в литейную форму, затвердевания и охлаждении отливок; выбивки отливок и их отделения от литниковой системы: очистки отливок и т.д.
Этим способом отливки получают путем заливки расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением.
Разовые выплавляемые модели изготовляют в пресс-формах из модельных составов, состоящих из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др.
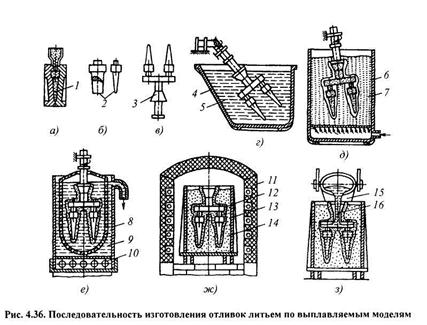
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы 1 (рис. 4.36, а). После его затвердевания пресс-форма раскрывается и модель 2 (рис. 4.36, б) выталкивается в ванну с холодной водой.Затем модели собирают в модельные блоки 3 (рис. 4.36, в) с общей литниковой системой. В один блок объединяют 2 . 100 моделей.
Для изготовления литейных форм по выплавляемым моделям используется жидкая формовочная смесь — керамическая суспензия, которая состоит из огнеупорных материалов и связующего.
В качестве огнеупорных материалов используются пылевидный кварц, тонкоизмельченный шамот, электрокорунд (А12О3) и другие материалы. Для обсыпки слоя суспензии применяется кварцевый песок. Связующим материалом здесь является гидролизованный раствор этилсиликата (C2H5O4)Si. Этилсиликат представляет собой смесь эфиров кремниевых кислот, содержащих 28 . 45 % кремнезема (SiO2). Для придания вяжущих свойств этилсиликат подвергают гидролизу, сущность которого состоит в замещении этоксильных групп (-ОС2Н5) гидроксильными (-ОН). При гидролизе используются органические растворители (технический ацетон, этиловый спирт и др.) и катализатор — соляная кислота. Образовавшиеся в результате реакции молекулы поликремниевых кислот nSiO2 • (n+1)Н2О повышают вязкость раствора и способствуют образованию силикозоля. При прокалке золь переходит в гель. Гель теряет влагу, и содержащийся в нем оксид кремния соединяет зерна огнеупора, при этом суспензия отвердевает.
Огнеупорную суспензию приготовляют в специальных мешалках, в бак которых загружают, например, пылевидный кварц (65 . 75 % от массы суспензии) гидролизованный раствор этилсиликата (35…25 %) и тщательно перемешивают до полного удаления пузырьков. Для приготовления суспензии используются и другие способы.
Формы по выплавляемым моделям изготовляют погружением модельного блока 3 в керамическую суспензию 5, налитую в емкость 4 (рис. 4.36, г), с последующей обсыпкой кварцевым песком 7 в специальной установке 6 (рис. 4.36, д). Затем модельные блоки сушат 2 . 2,5 ч на воздухе или 20 . 40 мин в среде аммиака. На модельный блок наносят четыре — шесть слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют выплавлением в горячей воде. Для этого их погружают на несколько минут в бак 8, наполненный водой 9, которая устройством 10 нагревается до температуры 80 . 90 °С (рис.4.36, е). При выдержке модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для нового использования. После извлечения из ванны оболочки промывают водой и сушат в шкафах в течение 15 2 ч при температуре 200 °С.
Затем оболочки 12 ставят вертикально в жаростойкой опоке 13, вокруг засыпают сухой кварцевый песок 14 и уплотняют его после чего форму направляют в электрическую печь 11 (рис. 4.36, ж), в которой ее прокаливают не менее 2 ч при температуре 900 . 950 °С. При прокалке частички связующего спекаются с частичками огнеупорного материала, влага испаряется, остатки модельного состава выгорают. Формы сразу же после прокалки, горячими, заливают расплавленным металлом к, из ковша 15 (рис. 4.36, з). После охлаждения отливки форму разрушают. Отливки на обрезных прессах или другими способами отделяют от литников и для окончательной очистки направляют на химическую очистку в 45 %-ный водный раствор едкого натра, нагретый до температуры 150 °С. После травления отливки промывают проточной водой, сушат, подвергают термической обработке и контролю.
Керамическая суспензия позволяет точно воспроизвести контуры модели, а образование неразъемной литейной формы с малой шероховатостью поверхности способствует получению отливок с высокой точностью геометрических размеров и тоже с малой шероховатостью поверхности, что значительно снижает объем механической обработки отливок. Припуск на механическую обработку составляет 0,2…0,7 мм.
Заливка расплавленного металла в горячие формы позволяет получать сложные по конфигурации отливки с толщиной стенки 1 . 3 мм и массой от нескольких граммов до нескольких десятков килограммов из жаропрочных труднообрабатываемых сплавов (турбинные лопатки), коррозионностойких сталей (колеса для насосов), углеродистых сталей в массовом производстве (в авто- и приборостроении, других отраслях машиностроения).
Технологический процесс изготовления отливок по выплавляемым моделям механизирован и автоматизирован. В массовом производстве используют автоматические установки для изготовления моделей, приготовления суспензии, нанесения ее на блоки моделей и обсыпки их кварцевым песком, для прокаливания и заливки форм и т.д., объединенные транспортными устройствами в автоматические линии.
Не нашли то, что искали? Воспользуйтесь поиском:
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литейная форма представляет собой неразъемную тонкостенную керамическую оболочку, изготовленную из мелкозернистых формовочных материалов по разовым (выплавляемым или растворяемым) моделям. Модели изготавливают обычно в металлических пресс- формах путем заливки или запрессовки в них модельного состава (рис. 24.1).
Пресс-форма (рис. 24.1, б) чаще всего состоит из двух частей — матриц с горизонтальным или вертикальным разъемом. Точная фиксация половин пресс-формы при сборке обеспечивается направляющими штырями. Отверстия в модели обычно получают с помощью подвижных или неподвижных металлических стержней.
В пресс-форме предусматривается литниковая система для заполнения ее модельным составом. Пресс-формы выполняются многоместными и одноместными. Модельные составы, применяемые для изготовления разовых моделей, многочисленны, но их можно подразделить на следующие группы: легкоплавкие на основе воскообразных веществ; тугоплавкие на основе пластмасс; растворимые. В качестве исходных материалов для приготовления модельных составов используются: парафин — продукт возгонки нефти, бурого угля, горючих сланцев; стеарин — продукт переработки растительных и животных жиров; буроугольный и торфяной воск — продукты переработки бурого угля и торфа; церезин — смесь твердых высокомолекулярных углеводов; канифоль — продукт хвойных пород дерева; полистирол — твердое бесцветное вещество с аморфной структурой (получают полимеризацией стирола); карбамид — техническая мочевина и ряд других веществ.
Воскообразные модельные составы получают обычно из парафина и стеарина. Парафино-стеариновый (ПС) двухкомпонентный состав приготавливают в любом соотношении. Наиболее часто применяют состав ПС50-50, содержащий по 50% каждого компонента. Модельные составы ПС имеют невысокую температуру плавления (54-55 °С), достаточно хорошую жидкотекучесть и пригодны для многократного использования (возврат модельного состава равен 90-98%).

Рис. 24.1. Схема процесса литья по выплавляемым моделям:
а — деталь и модель; б — изготовление модели в пресс-форме; в — сборка моделей в блок; г — образование оболочки на блоке моделей; д — подготовка формы к заливке; 1 — деталь; 2 — модель; 3,6 — нижняя и верхняя матрицы пресс-формы; 4,9 — металлические подвижные стержни; 5 — направляющий штырь; 7 — поршень, 8 — модельная масса; 10 — оболочка; 11 — полость
формы; 12 — наполнитель
Недостатками модельных составов ПС являются низкая прочность и твердость и большая нестабильная усадка.
Модели крупногабаритных и тонкостенных отливок изготавливают из более тугоплавких модельных составов. К ним относятся модельный состав КПсЦ50-30-20, содержащий 50% канифоли; 30% полистирола и 20% церезина. Обладает высокой прочностью, твердостью и стабильной усадкой; температура плавления состава — около 180 °С. К недостаткам КПсЦ можно отнести сложность приготовления, низкую жидкотекучесть и высокую вязкость. Вследствие низкой жидкотекучести при запрессовке КПсЦ требуется повышенное давление. Из-за высокой вязкости этот модельный состав плохо выплавляется из формы, большая часть его остается в форме и выжигается при ее прокалке, поэтому только 30—40% модельного состава идет на повторное использование.
Растворимые модельные составы приготавливают на основе карбамида с добавкой до 2% борной кислоты (например, состав КбБк98-2). Температура плавления этого состава 120—125 °С. Карбамидные модели обладают высокими прочностью, твердостью и практически не имеют усадки. Недостатками состава КбБк98-2 являются гигроскопичность и плохая спаиваемость, что ограничивает применение состава для сложных моделей, изготавливаемых по частям.
Процесс изготовления моделей состоит в заполнении подготовленной пресс-формы модельным составом, выдержке для затвердевания модели, извлечении модели из пресс-формы и охлаждении модели на воздухе или в проточной воде до окончания усадки.
К крупным моделям припаивают элементы литниковой системы, а мелкие модели объединяют в блоки с общей литниковой системой (см. рис. 24.1, в).
Для получения тонкостенной керамической формы по изготовленным моделям используют формовочную смесь в виде жидкой суспензии, состоящую в основном из пылевидного кварца Si02 и связующего, например гидролизованного раствора этилсиликата (C2H50)4Si. Жидкую формовочную смесь (обмазку) наносят на блок моделей, многократно окуная его в ванну с обмазкой.
Обсыпка блока производится в пескосыпах или окунанием в псевдокипящий слой песка (песчинки находятся во взвешенном состоянии под действием сжатого воздуха). Каждый слой покрытия на этилсиликате сушат парами воздуха или аммиака. Для образования оболочки на блоке моделей (см. рис. 24.1, г) необходимой толщины и прочности на блок наносят четыре, пять, шесть и более слоев обмазки.
Удаление моделей из полученной неразъемной керамической формы производят выплавлением горячей водой, паром, горячим воздухом или растворением в воде. Выбор способа удаления моделей в основном определяется модельным составом. Формы для отливок по выплавляемым моделям применяются без наполнителей и с наполнителями, упрочняющими формы (см. рис. 24.1, д). Наполнителями могут быть сыпучие огнеупорные материалы или специальные смеси — «жидкие наполнители».
Прокалку формы при температуре порядка 950 °С осуществляют с целью удаления остатков модельного состава и окончательного упрочнения формы за счет спекания частиц связующего с частицами пылевидного огнеупорного материала. Кроме того, форма после прокалки становится газопроницаемой.
Заливку металла производят чаще всего в горячие формы сразу же после прокалки. Формы для толстостенных отливок перед заливкой охлаждают.
После выбивки отливок из формы производят их очистку от керамической оболочки на пневматических установках. Затем от отливок отделяют литниковую систему, подвергают их окончательной очистке в кипящем растворе щелочей и промывают водой.
С целью улучшения структуры и механических свойств отливок они проходят термическую обработку.
Способ литья по выплавляемым моделям имеет следующие характерные особенности: разовая легкоплавкая модель не имеет разъема и знаковых частей и строго соответствует конфигурации отливки; формовочная смесь в виде жидкой суспензии хорошо смачивает модель при изготовлении неразъемной формы. Это обеспечивает получение гладкой поверхности формы и высокую точность ее размеров. Заливка металла в горячие формы дает возможность изготавливать тонкостенные отливки сложной конфигурации, причем из сплавов с низкими литейными свойствами.
Способом литья по выплавляемым моделям изготавливают детали сложной конфигурации из сталей, цветных металлов, тугоплавких и трудно обрабатываемых сплавов. Масса таких деталей может быть от нескольких граммов до 500 кг, толщина стенки — 1—3 мм.
Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.

В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Область применения
Особенности этого технологического процесса позволяет его использовать и на крупных предприятиях, и в небольших мастерских, и в домашних условиях.
В промышленности, так исторически сложилось, что литье по выплавляемым моделям применяют в машиностроении, в частности, по этой технологии выполняют отливки корпусных деталей для продукции электротехнической промышленности, деталей судов, автомобилей.

Литье по выплавляемым моделям в машиностроение
Надо отметить, что такое широкое применение литья по такой технологии стали применять в промышленных масштабах относительно недавно. Это было связано с тем, что существовали определенные проблемы при получении формы. Их стало возможным решить после появления такого химиката, как этилсиликат. Его использование позволило допиться необходимых показателей по термической стойкости и вязкости материала.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
Модель после получения формы не утилизируют и ее можно использовать для получения новых форм.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр.
Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух.
Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают.
Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Все дело в том, что принципы, заложенные в технологию литья в песчаные формы во многом сходны с принципами литья по выплавляемым моделям.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.
Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Готовые отливки
Изделия, получаемые при литье металлов можно разделить на несколько типов:
- Чушки, которые в дальнейшем будут использоваться для дальнейшей переплавки.
- Слитки, предназначенные для обработки давлением.
- Фасонные изделия, которые могут быть отправлены на дополнительную механическую обработку, необходимую для удаления литников, облоя.

Современные технологии литья металлов позволяют получать детали, которые не требуют дополнительной обработки.
Преимущества и недостатки литья по выплавляемым моделям
Такая технология литья отличается следующими достоинствами:
- Высокая точность получаемых отливок, это позволяет исключить или уменьшить количество механической обработки.
- Возможность получения отливок сложной конфигурации, в том числе и с тонкими стенками.

Преимущество метода — точность детали
Но, литье по формам обладает существенным недостатком, они довольно сложны в изготовлении, и обладают высокой стоимостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ