
Места протечки масла на сверлильном станке 2н118
Содержание:
- 1 2Н118 — Станок вертикально-сверлильный
- 2 Сведения о производителе вертикально-сверлильного станка 2Н118
- 3 2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
- 4 Габарит рабочего пространства сверлильного станка 2Н118
- 5 Фото вертикально-сверлильного станка 2Н118
- 6 Общий вид и органы управления сверлильного станка 2Н118
- 7 Кинематическая схема сверлильного станка 2Н118
- 8 Описание конструкции сверлильного станка 2Н118
- 9 Электрооборудование и электрическая схема сверлильного станка 2Н118
- 10 2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.
ЛАБОРОТОРНАЯ РАБОТА № 2
ОБРАБОТКА ЗАГОТОВОК НА ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
I Цель работы
1.1 Ознакомиться с основными операциями, выполняемыми на вертикально-сварлильных станках, а также с используемыми инструментами и приспособлениями.
1.2 Изучить устройство вертикально-сверлильного станка.
1.3 Установить влияние вида обработки на величину шерохо-ватости поверхности полученного отверстия.
Общие сведения
Сверление – распространенный метод получения отверстий в сплошном материале. На сверлильных станках получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия с целью увеличения их размеров, повыше-ния точности и уменьшения шероховатости поверхности. Кроме того на станках этого типа производится нарезание резьбы машинными метчиками. Для осуществления операций по обработке отверстий инструмент получает вращательное главное движение и осевое перемещение – движение подачи.
Основные операции, выполняемые на сверлильных станках
На вертикально-сверлильных станках можно выполнять следующие операции:
1. Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а).
2. Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или штамповкой с целью увели-чения их диаметра (рис. 2.1, б).
3. Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить шероховатость просверленных отверстий (рис. 2.1, в). В качестве инструмента используется зенкер, имеющий три винтовые канавки и режущую часть в виде неполного конуса.
4. Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка, которая имеет более 4-х канавок, а, следовательно большее число режущих зубьев, что позволяет получить более высокое качество поверхности отверстия, чем сверление и зенкерование.
5. Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д).
6. Зенкование применяется для обработки конических и центровых отверстий с целью увеличения диаметра отверстия на определенную глубину или изменения формы отверстия. В качестве инструмента используются зенковки (рис. 2.1, е, ж).
7. Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали относительно оси отверстия. Инструментом является цековка (рис.2.1, з).
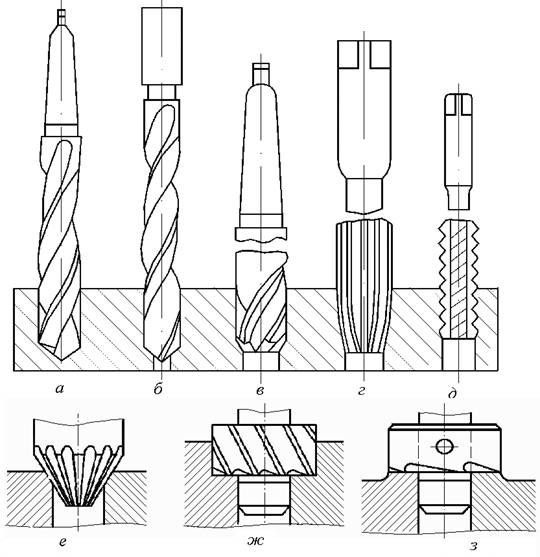
Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспособления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
Устройство вертикально-сверлильного станка 2Н118
На полой плите А (рис. 2.2), являющейся резервуаром для смазывающеохлаждающей жидкости, установлена колонна Г. На вертикальных направляющих колонны сверху базируется сверлильная головка (шпиндельный узел) Д, а снизу — стол В. В верхней части сверлильной головки располагается коробка скоростей, а под ней – коробка подач. Сверху сверлильной головки смонтирован электродвигатель Е, передающий вращательное движение шпинделю 1 и поступательное движение через соответствующие передачи гильзе 2. Нижний конец шпинделя имеет коническое отверстие (конус Морзе) для закрепления режущего инструмента. В зависимости от габаритов заготовки стол и сверлильная головка станка могут перемещаться по направляющим колонны вверх и вниз. Сверлильная головка перемещается вручную и может фиксироваться в нужном положении специальным зажимом.
Сбоку плиты А с левой стороны станка смонтирован электродвигатель И, служащий для подачи смазывающе-охлаждающей жидкости через трубопровод 11 в зону обработки детали, закреплённой на столе станка. Там же расположен электродвигатель Б, связанный червячной передачей с ходовым винтом 9 для механического перемещения стола в вертикальном направлении.

Рис. 2.2 Общий вид вертикально-сверлильного станка 2НI18
Управление станком
Пусковая и защитная аппаратура электрической схемы размещена в станине под крышкой 8. Включение электродвигателя
Б станка с червячной передачей и ходовым винтом 9 для механического подъёма или опускания стола с обрабатываемой заготовкой осуществляется переключателем 7, расположенным с правой стороны на крышке 8 станины. Включение и отключение электродвигателя Е осуществляется нажатием соответствующих кнопок на пусковом щитке Ж. Переключение скоростей вращения шпинделя осуществляется рукояткой 5, расположенной по лицевой стороне сверлильной головки. Эта рукоятка имеет три положения по окружности и три вдоль оси. Вокруг оси вращения рукоятки размещена таблица с указанием чисел оборотов шпинделя. Для установления требуемого числа оборотов шпинделя рукоятку 5 поворачивают по окружности и перемещают ее вдоль оси поворота до совпадения указателя с надписью соответствующего числа оборотов. На станке можно работать с ручной и механической подачей шпинделя на заданную глубину, а при нарезании резьбы с автоматическим реверсированием шпинделя также на заданной глубине. Для отсчета обработки на заданную глубину служит лимб 6. Ручное перемещение шпинделя осуществляется вращением штурвала 3, а для механической подачи необходимо нажать кнопку 10.
Для переключения подач служит рукоятка 4, которая имеет три положения по окружности и два по оси. Эта рукоятка расположена под рукояткой переключения чисел оборотов шпинделя 5. Требуемая величина подачи устанавливается по таблице, размещенной под рукояткой 4, аналогично переключению чисел оборотов шпинделя. Поворот рукояток 4 и 5 допускается только после полной остановки вращения шпинделя нажатием кнопки «Стоп» щитка Ж. После настройки на заданное значения оборотов шпинделя и подачи станок включается нажатием кнопок «Вправо» или «Влево».
2Н118 — Станок вертикально-сверлильный
Купить станочный подшипник с доставкой  Podshipnik@podshipnik.info
Podshipnik@podshipnik.info

Технические характеристики:
Станки модели 2н118 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления — 18 мм.
Конус Морзе шпинделя 2 ГОСТ 2847-67
Наибольшее осевое перемещение шпинделя — 150 мм.
Вылет шпинделя — 200 мм.
Расстояние от конца шпинделя до стола
наибольшее — 650 мм.
наименьшее — 0 мм.
Перемещение шпинделя на 1 оборот маховичка рукоятки — 110 мм.
Цена деления лимба — 1 мм.
Перемещение шпиндельной головки на один оборот маховичка — 4,4 мм.
Наибольшее перемещение шпиндельной головки — 300 мм.
Наибольшее вертикальное перемещение стола — 350 мм.
Перемещение стола на 1 оборот рукоятки — 2,4 мм.
Ширина рабочей поверхности стола — 320 мм.
Длина рабочей поверхности стола — 320 мм.
Число скоростей шпинделя — 9
Величины чисел оборотов шпинделя : 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800.
Число подач — 6.
Величины подач, об/мин :
0,1; 0,14; 0,20; 0,28; 0,40; 0,56.
Наибольшее усилие подачи на шпинделе — 560 кг.
Наибольший крутящий момент на шпинделе — 880 кг.см.
Мощность — 1,5 кВт.
Габариты станка (длина x ширина x высота), мм 870x590x2080
Вес станка, кг 450
Число оборотов в минуту 1420

Сведения о производителе вертикально-сверлильного станка 2Н118
Производителем вертикально-сверлильного станка 2Н118 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила — 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок 2Н118 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Основные технические характеристики сверлильного настольного станка 2н118
Изготовитель — Молодечненский станкостроительный завод МСЗ.
Основные размеры станка соответствуют — ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту — (9 ступеней) 180..2800 об/мин
- Конец шпинделя — Морзе 6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 670 кг
Модификации сверлильного станка 2Н118
2А118 — универсальный одношпиндельный вертикально-сверлильный станок
2Н118К — координатный вертикально-сверлильный станок
2Н118Ф2 — вертикально-сверлильный станок с ЧПУ
Аналоги сверлильного станка 2Н118
МН18Н — Ø18 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т118 — Ø18 — производитель Гомельский завод станочных узлов, РУП
Габарит рабочего пространства сверлильного станка 2Н118

Габарит рабочего пространства сверлильного станка 2н118
Фото вертикально-сверлильного станка 2Н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118. Управление подачей и шпинделем
Общий вид и органы управления сверлильного станка 2Н118

Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- выключатель освещения
- выключатель насоса охлаждения
- вводный автоматический выключатель
- рукоятка управления механизмом подачи
- кнопка включения механической подачи
- рукоятка переключения подач
- кнопочная станция «Вправо», «Влево», «Стоп»
- рукоятка переключения скоростей
- рукоятка зажима сверлильной головки
- болты для регулировки клина сверлильной головки
- рукоятка зажима стола
- болты для регулировки клина стола
- рукоятка подъема стола
- квадрат валика механизма подъема сверлильной головки
- кулачки настройки циклов работы
- отверстие 3/4" для подключения станка к электросети
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н118
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
Кинематическая схема сверлильного станка 2Н118
Кинематическая схема сверлильного станка 2н118
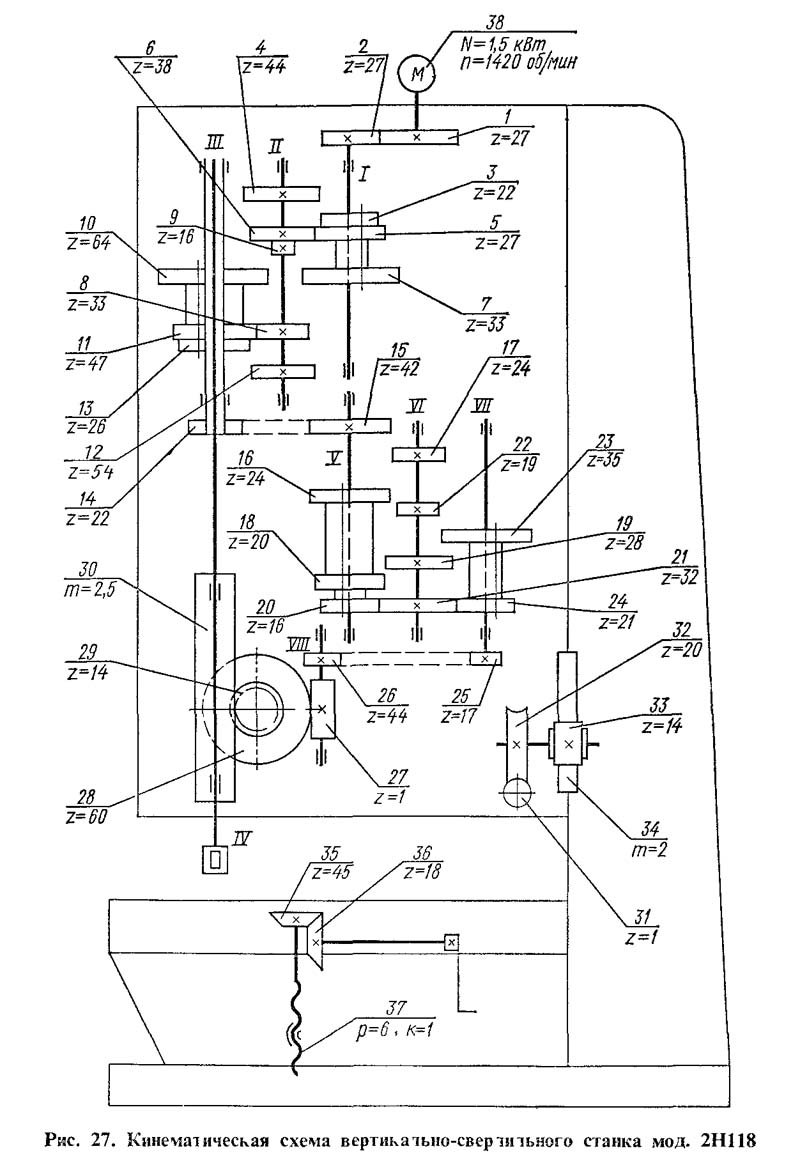
Кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 38 через передачу 1—2. Движение валу II сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9 — 10, 8 — 11 или 12 — 13 Конечный вал III коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю IV. В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
Рабочая программа шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14 — 15 и коробку подач. Вращение валу VI сообщает одна из трех передач 16 — 17, 18 — 19, 20 — 21 и далее валу VII одна из двух передач 22 — 23 или 21—24. Зубчатая передача 25 — 26 и червячная пара 27 — 28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31—32 и реечную 33—34 пары. Вертикальное перемещение стола производится также вручную поворотом рукояти через коническую 36 — 35 и винтовую 37 пары.
Описание конструкции сверлильного станка 2Н118
Коробка скоростей
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
Сверлильная головка

Сверлильная головка сверлильного станка 2н118
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
В этот период кулачковая муфта 14 поворачивается свободно относительно вала на 20°, поворот ограничивают пазом на муфте и штифтом 12.
На ступице обгонной муфты 16 сидит двусторонний храповой диск 1, связанный с ней собачками 9. При смещении ступицы зубцы диска 1 входят в зацепление с зубцами второго диска 8, прикрепленного к червячному колесу 2.
Таким образом, вращение от червяка передается реечной шестерне и происходит механическая подача. При дальнейшем вращении рукоятки при включенной подаче собачки 9, сидящие в ступице обгонной муфты 16, проскакивают по зубцам внутренней стороны диска 1 и таким образом производится ручное опережение механической подачи.
Для ручного выключения подачи рукоятку поворачивают от себя на 20° относительно горизонтального вала 3, и зуб муфты 14 встает против впадины храпового диска 1.
Ступица под действием осевой силы, возникающей благодаря наклону зубцов дисков 1 и 8, специальной пружины 15 смещается вправо и расцепляет диски — механическая подача прекращается.
Для осуществления ручной подачи с помощью рукоятки необходимо выключить штурвалом механическую подачу, а затем колпачок 11 переместить вдоль оси горизонтального вала вправо. При этом штифт 13 передает крутящий момент непосредственно от кулачковой муфты 14 на вал 3.
На левой стенке сверлильной головки смонтирован лимб 7, который во время подачи шпинделя приводится во вращение через пару шестерен 4 и 6. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой заготовкой и левой рукой с помощью штырьков 5 устанавливают лимб в нулевое положение. Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Шпиндель станка

Шпиндель сверлильного станка 2н118
Шпиндель станка (рис. 7.8) смонтирован в двух шариковых подшипниках 7 и 4. Осевое усилие подачи воспринимается упорным подшипником 6. Подшипники расположены в гильзе шпинделя 5, которая с помощью реечной передачи имеет возможность перемещаться вдоль оси. Подшипники шпинделя регулируются гайкой 3, расположенной над верхней опорой шпинделя.
Смазка подшипников шпинделя производится фитилем из полости гильзы 2. На конец шпинделя свободно посажено кольцо 8, в торец которого входит штифт 9. Для предохранения от выпадения служит специальный колпачок 1.
При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо 8 упрется в корпус головки, а штифт 9, ударяясь о верхний торец инструмента, выбьет его.
Электрооборудование и электрическая схема сверлильного станка 2Н118

Электрическая схема сверлильного станка 2н118
Электрооборудование станка содержит:
- электродвигатель вращения шпинделя 1М;
- электронасос охлаждения 2М;
- аппаратуру пуска и автоматики;
- селеновый выпрямитель СВ;
- местное освещение.
Управление сверлильным станком 2Н118
На станке установлены следующие органы управления:
- кнопки управления — «Влево», «Вправо» и «Стоп»;
- вводный автомат;
- ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп».
Торможение шпинделя станка 2Н118
На станке применена схема динамического торможения с подачей постоянного тока в три фазы обмотки статора через контакты тормозного пускателя Кз от селенового выпрямителя СВ, который питается от понижающего трансформатора ТБС2-01. Одновременно с подачей постоянного тока при торможении закорачивается обмотка статора в двух фазах для лучшей эффективности торможения. Торможение происходит только при, нажатой кнопке ЗКУ или 2ВК.
Работа электросхемы станка 2Н118
Нажатием кнопки 1КУ «Вправо» включается пускатель К1 который самоблокируется блок-контактами 6—7, а контактами 4— 16 включает промежуточное реле РП, которое Своими контактами 4-16 станет на самопитание, а контактами 14—9 подготавливает включение пускателя К2, если по ходу работы на станке предусмотрен реверс вращения шпинделя от нажатия 1ВК.
Нажатием кнопки 2КУ «Влево» включается пускатель К2, который самоблокируется блок-контактами 4—9.
При любом вращении шпинделя вправо, влево, нажимая на кнопку «Стоп», производится торможение, при этом отключается K1 и РП, если было вращение вправо, или К2, если вращение было влево. Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Защита
Электродвигатель от перегрузок и коротких замыканий защищается автоматическим выключателем АСТ-3. Нулевая защита осуществляется катушкой магнитных пускателей.
Станок должен быть заземлен согласно существующим правилам и нормам.
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.


Отправить ответ