
Микрометр устройство и принцип работы
Содержание:
- 1 Определение показаний прибора
- 2 Порядок проведения измерений микрометром
- 3 Устройство гладкого микрометра типа мк-25
- 4 Настройка микрометра и проверка его точности
- 5 1. Устройство и принцип действия микрометра
- 6 Содержание
- 7 История возникновения микрометра [ править | править код ]
- 8 Принцип действия [ править | править код ]
- 9 Типы микрометров [ править | править код ]
Микрометр – высокоточный прибор, предназначенный для измерения линейных величин абсолютным методом. Чтобы определить его показания, необходимо просуммировать значения шкалы стебля и барабана.
Определение показаний прибора
Указателем при отсчете по шкале 2 стебля служит торец барабана, а продольный штрих 1 является указателем для круговой шкалы 3. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.

Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
- 16 + 0,22 = 16,22 мм.
- 17 + 0,5 + 0,25 = 17,75 мм.
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Устройство гладкого микрометра типа мк-25
Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:

- Скоба. Она должна быть жесткой, поскольку её малейшая деформация приводит к соответствующей ошибке измерения.
- Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с большим диапазоном измерений (500 – 600 мм, 700 – 800 мм и т.д.).
- Микрометрический винт, который перемещается при вращении трещотки 7.
- Стопорное устройство. У микрометра на рисунке оно выполнено в виде винтового зажима. Используется для фиксации микрометрического винта при настройке прибора или снятии показаний.
- Стебель. На него нанесены две шкалы: пронумерованная (основная) показывает количество целых миллиметров, дополнительная – количество половин миллиметров.
- Барабан, по которому отсчитывают десятые и сотые доли миллиметра. Торец барабана также является указателем для шкалы стебля 5.
- Трещотка для вращения микрометрического винта 3 и регулировки усилия, прикладываемого к измерительным поверхностям прибора.
- Эталон, который служит для проверки и настройки инструмента. Не предусмотрен для некоторых моделей микрометров МК-25.
Настройка микрометра и проверка его точности
Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
- Проверить жесткость крепления пятки и стебля микрометра в скобе. Протереть чистой мягкой тканью измерительные поверхности.
- Проверить нулевые показания инструмента. Для этого у МК-25 соединяют между собой рабочие поверхности пятки и микрометрического винта усилием трещотки (3 — 5 щелчков). Если прибор настроен правильно, его показания будут равны 0,00.
Для проверки микрометров с диапазоном измерений 25 — 50 мм, 50 — 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).
Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
— изучить устройство и принцип действия микрометра;
— получить первичные практические навыки в выполнении поверки СИ,
— осуществить поверку микрометра,
— определить пригодность микрометра к использованию.
После выбора СИ (средства измерения) производится его подготовка к использованию. Это может быть выполнено двумя операциями:
Поверка (калибровка) – это комплекс мероприятий (проверок) по установлению пригодности СИ к использованию, путем определения его фактических метрологических характеристик и сравнения их с допустимыми значениями. Поверка и калибровка технически выполняются одинаково, но оформляются по-разному.
Поверке подлежат СИ, связанные с обеспечением безопасности и учетом расхода материальных ресурсов. Перечень СИ, подлежащих поверке, ежегодно утверждается правительством РФ. Поверку выполняют специальные люди – поверители, имеющие разрешение на эту работу в специальных госучреждениях. У нас – владимирский ЦСМ (центр стандартизации и метрологии). По результатам поверки оформляется юридический документ – акт поверки (поверочный листок), куда записываются фактические значения метрологических характеристик и делается заключение о пригодности СИ к использованию. Акт подписывается поверителем (ставится его личное клеймо) и руководителем организации (ставится печать организации).
Калибровке подлежат остальные СИ. Калибровку выполняют специалисты каждого предприятия. По результатам принимается решение о годности СИ и делается запись в журнале учета.
Поверка (калибровка) бывают:
– первичная – при приеме нового СИ на заводе,
– периодическая — в процессе использования СИ через установленные интервалы времени.
Основной метрологической характеристикой СИ является его погрешность – разность измеренного СИ и точного (эталонного) параметра:
= Хизм – Q = Хизм — Хд
Поверкой называется комплекс мероприятий (проверок) по определению пригодности СИ к использованию путем определения фактических (полученных путем измерений) метрологических характеристик и сравнения их с допустимыми (взятыми из нормативных документов).
1. Устройство и принцип действия микрометра
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт — гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от до 300 мм с интервалом 25 мм. (0-25, 25-50 и т.д. до 275-300). При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.
Устройство микрометра изображено на рис.1.

Рис.1. Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием микрометра является скоба 1, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5. В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана должно осуществляться с помощью трещотки 9 для создания одинакового калибровочного и измерительного усилия, которое для микровинта равно F = 7 ± 2Н. Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
Отсчетное устройство микрометра состоит из двух шкал (Рис.2.):
— продольной (на стебле измерительной системы) и
— круговой (на круговой поверхности барабана).
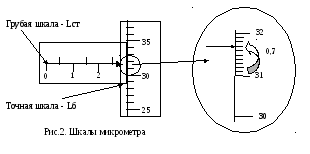
Продольная (грубого отсчета) шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Отсчет снимается по последнему делению, которое видно.
Круговая (точного отсчета) шкала имеет 50 делений с ценой деления 0,01 мм (при шаге винта S — 0,5 мм), нанесенных на поверхности барабана по окружности. Индексом для снятия отсчета служит продольная линия грубой шкалы. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой — десятые и сотые доли миллиметра. Третий десятичный знак отсчитывают приближенно, зрительно интерполируя цену деления шкалы барабана до 0,1 деления (до 0,001 мм).
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана.
Например, на рис.2 полный отсчет показания микрометра равен:
Для обеспечения нормированной точности использования СИ необходимо проведение поверочных (калибровочных) работ, содержащих ряд отдельных проверок и регулировок. Любое СИ имеет общие для всех средств проверки (регулировки) и индивидуальные для каждого конкретного типа СИ.
К числу общих относятся:
— установка (проверка) прибора на нуль (начало отсчета) и
— определение инструментальных погрешностей.
К индивидуальной для микрометра – проверка параллельности (непараллельности) измерительных поверхностей.



Микро́метр — измерительный прибор, предназначенный для измерения длины (линейного размера) с низкой погрешностью. Погрешность измерения микрометром составляет от 2 до 50 мкм в зависимости от измеряемых диапазонов и класса точности прибора. При измерении применяется абсолютный или относительный контактный метод и преобразовательным механизмом которого является микропара винт — гайка.
Содержание
История возникновения микрометра [ править | править код ]
Использование винтовой пары в отсчётном устройстве было известно ещё в XVI веке, например в пушечных прицельных механизмах (1570), позднее винт стали использовать в различных геодезических приборах. Первый патент на микрометр как самостоятельное средство измерений был выдан во Франции Ж.-Л. Пальмеру (фр. Jean-Louis Palmer) в 1848 году как на «винтовой штангенциркуль с круговым нониусом». Но в то время, при обработке материалов такая точность не достигалась, и новый измерительный прибор не нашел применения. Только в 1867 году американские инженеры Джозеф Браун и Луснан Шарпе начали производство микрометров [1] .
Принцип действия [ править | править код ]


Действие микрометра основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси. Полные обороты отсчитывают по шкале, нанесённой на стебле микрометра, а доли оборота — по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25 мм из-за трудности изготовления винта с точным шагом на большей длине. Поэтому микрометр изготовляют несколько типоразмеров для измерения длин от 0 до 25 мм, от 25 до 50 мм и т. д. Предельный диапазон измерений наибольшего из микрометров заканчивается на отметке в 3000 мм. Для микрометров с пределами измерений от 0 до 25 мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана — с нулевым штрихом шкалы стебля. Для измерений длин, больших 25 мм, применяют микрометр со сменными пятками; установку таких микрометров на ноль производят с помощью установочной меры, прикладываемой к микрометру, или концевых мер. Измеряемое изделие зажимают между измерительными плоскостями микрометра. Обычно шаг винта равен 0,5 или 1 мм и соответственно шкала на стебле имеет цену деления 0,5 или 1 мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0,01 мм. Постоянное осевое усилие при контакте винта с деталью обеспечивается фрикционным устройством — трещоткой (храповиком). При плотном соприкосновении измерительных поверхностей микрометра с поверхностью измеряемой детали трещотка начинает проворачиваться с лёгким треском, при этом вращение микровинта следует прекратить после трёх щелчков.
Типы микрометров [ править | править код ]

Виды микрометров в зависимости от конструкции (формы корпуса или скобы, в которую встраивается микропара, формы измерительных поверхностей) или назначения (измерение толщины листов, труб, зубьев зубчатых колёс):
В последнее время некоторые производители [ какие? ] предлагают специальную трубную насадку с шариком диаметром 5 мм на пятку гладких микрометров, которая позволяет выполнять измерения аналогичные трубным микрометрам.
Микрометры выпускаются ручные и настольные, в том числе со стрелочным и цифровым отсчётным устройством. Цифровые микрометры обладают рядом преимуществ:
— выставление на нуль одним нажатием кнопки; — доступны относительные измерения (установка нуля в любой точке измерительного диапазона); — переключение между дюймовой и метрической системами исчисления; — в многих моделях возможна передача результатов измерений на персональный компьютер по нажатию кнопки или через заданный интервал времени.
Микрометрические пары используются также в глубиномерах, нутромерах и других средствах измерения (в том числе в испытательных стендах). Наибольшее распространение имеют гладкие микрометры. Настольные микрометры (в том числе со стрелочным отсчётным устройством) предназначаются для измерения мелких деталей (до 20 мм), их часто называют часовыми микрометрами.


Отправить ответ