
Модели токарно винторезных станков
Содержание:
- 1 1 Назначение, особенности конструкции
- 2 2 Распространенные модели Станков
- 3 Содержание
- 4 История создания [ править | править код ]
- 5 Виды токарных станков [ править | править код ]
- 6 Конструктивные элементы станков токарно-винторезной группы
- 7 Классификация универсальных токарных станков
- 8 Основные технологии обработки деталей на токарно-винторезных станках
Токарно-винторезные станки — многофункциональное металлообрабатывающее оборудование, способное выполнять целый спектр технологических операций, среди которых обточка, расточка, обработка торцов, зенкерование, развертывание и подрезка.

В данной статье рассмотрено устройство, функциональное назначение, принцип работы и возможности станков токарной группы. Мы изучим рынок на предмет наиболее распространенных моделей и ознакомимся с их техническими характеристиками.
1 Назначение, особенности конструкции
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций. Комплектация станков вспомогательными устройствами позволяет значительно расширить их функциональность, добавив возможность выполнения шлифовки, радиального сверления, фрезерования.
Данное оборудование имеет сравнительно большие размеры и вес, поэтому в частных мастерских оно встречается достаточно редко (за исключением станций СТО, где станки используются для обточки автомобильных деталей). Основными сферами эксплуатации таких механизмов является мелкосерийное и единичное производство, однако токарно-винторезный станок с ЧПУ нередко используется в условиях массового производства.

Основные узлы станка
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
- станина;
- передняя и задняя бабка;
- шпиндель;
- суппорт;
- коробка подач.
Рассмотрим устройство токарно-винторезного станка более детально.
1.1 Станина
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.

Передняя бабка фиксируется на левом конце станины, на правом — задняя, положение которой можно регулировать перемещая ее вдоль станины. По наружным направляющим конструкции перемещается каретка. Параллельность направляющих непосредственно влияет на точность обработки деталей.
к меню ↑
1.2 Передняя и задняя бабка
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром. Последним вариантом комплектуются современные станки для скоростного нарезания, тогда как агрегаты для тяжелых работ оснащаются стандартными бабками.

Схема задней бабки
Корпус бабок обеих типов располагается на опорной плите, смонтированной на станине. В переднем конце бабки находится пиноль с посадочным гнездом для установки центра либо рабочего инструмента. Корпус бабки можно регулировать в поперечной плоскости, что позволяет обрабатывать пологие конуса.
к меню ↑
1.3 Шпиндель
Наиболее важным рабочим узлом любого токарно-винторезного оборудование является шпиндель. Это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.

Шпиндель в стандартных станках смонтирован на подшипники скольжения, однако в высокоскоростном оборудовании применяются более жесткие подшипники качения. Крайне важным условием правильной работы станка является отсутствие люфта при вращении шпинделя, поскольку при его наличии колебания будут передаваться на деталь, что снизить точность ее обработки. Именно от качества и надежности используемых подшипников зависит эксплуатационная выносливость данного узла.
к меню ↑
1.4 Коробка подач
Коробка подач, сообщающая вращение от шпинделя к суппорту, имеет следующие основные узлы:
- гитара;
- ходовой винт;
- ходовой вал;
- трензель;
- гитара.

Устройство коробки подач
Назначение трензеля — регулировка направления подачи, гитары — получение требуемой частоты хода. В фартуке располагаются механизмы, которые преобразуют вращение ходового вала в поступательное перемещение рабочего инструмента. Некоторые токарно-винторезные станки вместо полноценной коробки подач могут иметь упрощенный реверсный механизм, позволяющий изменять только направление движения ходового вала.
к меню ↑
1.5 Суппорт
Назначение суппорта — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях. Суппорт является одним из наиболее габаритных узлов станка, он состоит из нижней плиты, на которой установлены продольные салазки (каретка). Сверху салазок смонтированы поперечные направляющие, на них располагается поворотная часть суппорта.
Универсальный токарно-винторезный станок в процессе эксплуатации теряет точность регулировки суппорта, причиной этого является появления зазора на боковых поверхностях направляющих суппорта. Уменьшить данный зазор позволяет нехитрый ремонт — необходимо лишь подтянуть специальную клиновую планку.

Тип устанавливаемого на суппорт резцедержателя непосредственно зависит от класса токарного станка. В легком оборудовании используются одноместные конструкции в виде цилиндрического корпуса с внутренней полостью, стягивающейся с помощью винта. На крупногабаритном оборудовании промышленного класса используются резцедержатели четырехгранного типа с поворотными головками, обеспечивающие максимальную прочность фиксации резца.
к меню ↑
1.6 Обзор конструкции токарно-винторезных станков (видео)
к меню ↑
2 Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.

16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов. Рассмотрим вкратце параметры наиболее часто встречающихся моделей:
| Модель | Диаметр обработки (мм) | Длина деталей (мм) | Масса деталей (тонн) | Обороты шпинделя (об/мин) | Мощность привода (Вт) | Вес станка (тонн) |
| Токарно винторезный станок 163 |
Паспорт

Широко востребованным является настольный токарно-винторезный станок для индивидуальной эксплуатации, такие модели представлены в ассортименте как отечественных, так и зарубежных производителей. Оптимальным по соотношению цена/функциональные возможности является агрегат BD-9G производства американской компании JET, купить который можно, пройдя по ссылке.
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.



Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Самые распространённые токарные станки в советское время — 1К62 и 16К20.
Содержание
История создания [ править | править код ]
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры [1] . Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры [2] .
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции [3] .
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах [4] .
Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте [5] .
Токарный станок был очень важен для промышленной революции. Он известно как «мать станков», поскольку это был первый станок, который привел к изобретению других станков [6] .
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс [7] . В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время [8] . Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в [9] .
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале [en] в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года [10] . Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
Виды токарных станков [ править | править код ]
Доступны различные формы токарных станков в разных форматах и спецификациях. Есть деревообрабатывающие токарные станки, металлообрабатывающие станки и машины, используемые для декоративного точения, обработка стекла и алмазная обработка. Существуют легкие токарные станки, которые полезны для мягких работ, например, в мини-инструментальных комнатах или для практических применений или демонстраций. Существуют мощные токарные станки, используемые для массового производства на электростанциях, сталелитейных и бумажных фабриках, судостроительной и автомобильной промышленности, горнодобывающей промышленности, текстильной промышленности.
С помощью любого токарно-винторезного станка, посредством которого может выполняться обработка как металлических, так и неметаллических деталей, осуществляются операции точения.
Нарезка внешней резьбы
Конструктивные элементы станков токарно-винторезной группы
Любой токарно-винторезный станок, относящийся к категории универсального оборудования, позволяет выполнять следующие виды обработки деталей из различных материалов:
- развертывание отверстий;
- обтачивание и растачивание поверхностей различной конфигурации: фасонных, конических, цилиндрических;
- выполнение зенкерования и сверления;
- обработка торцов и их подрезка;
- нарезание резьбы различного типа.
Универсальный токарно-винторезный станок любой модели состоит из типовых узлов и механизмов, к которым относятся:
- суппорт станка;
- передняя и задняя бабка;
- коробка, обеспечивающая регулировку скоростей;
- несущая станина;
- шпиндель;
- электрическое оборудование;
- тумбы оборудования;
- гитары шестерен;
- ходовой валик;
- фартук оборудования;
- коробка, обеспечивающая выбор и смену подач;
- основной элемент токарно-винторезного станка, отличающий его от обычной токарной модели — ходовой винт.
Что характерно, конструктивные элементы токарно-винторезных станков разных моделей имеют не только одинаковое наименование, но и одинаковое расположение. К примеру, станки данной категории, выпущенные разными производителями (в том числе обладающие числовым программным управлением), практически идентичны по своей конструкции.
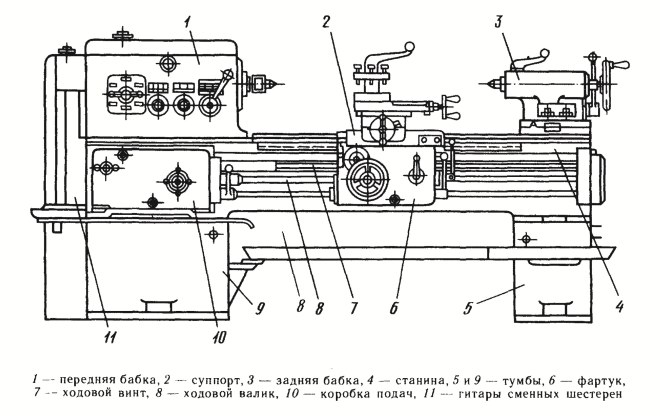
Основные узлы токарно-винторезного станка
Для обеспечения управления всеми рабочими системами в оснащение токарно-винторезных станков входят различные рукоятки и рычаги. Сюда, в частности, относятся:
- рукоятка, за счет которой выполняется изменение скорости вращения шпинделя;
- орган управления, отвечающий за выбор параметров нарезаемой резьбы (шаг и подача);
- рукоятка, отвечающая за выбор категории шага нарезаемой резьбы — увеличенного или нормального;
- орган управления, определяющий направление движения салазок (продольное или поперечное);
- рукоятка для управления верхними салазками;
- элемент управления для включения и отключения вращения ходового винта;
- управляющий элемент для выбора направления нарезаемой резьбы;
- включение и отключение основного двигателя;
- элемент, отвечающий за фиксацию пиноли и автоматический запуск продольной подачи;
- так называемый штурвал, который отвечает за передвижение пиноли;
- орган управления параметрами подачи;
- управления параметрами перемещения суппорта;
- элемент, отвечающий за фиксацию задней бабки;
- элемент управления направлением движения шпинделя, а также его остановкой.

Токарно-винторезный станок 1К62
Классификация универсальных токарных станков
Виды токарно-винторезных станков выделяют в зависимости от нескольких параметров, к числу которых относятся:
- масса оборудования;
- максимальная длина детали, допускаемой к обработке на токарно-винторезном станке;
- максимальный диаметр такой детали.
Длина детали, обрабатываемой на токарно-винторезном станке той или иной модели, зависит от того, какое расстояние выдержано между его центрами. Если рассматривать диаметр заготовки, которую позволяет обрабатывать конкретный универсальный токарно-винторезный станок, то данный параметр находится в диапазоне от 100 до 4000 мм. Следует иметь в виду, что модели станков, на которых могут обрабатываться детали одинаковых диаметров, могут отличаться длиной обрабатываемых заготовок.

Тяжелый токарно-винторезный станок 1А670
Универсальные токарные станки могут иметь различный вес. Так, по данному параметру оборудование относят к одной из следующих категорий:
- тяжелые станки, вес которых может доходить до 400 тонн (на токарно-винторезных станках данной категории можно обрабатывать детали с диаметром 1600–4000 мм);
- станки весом до 15 тонн (на таком оборудовании можно обрабатывать детали диаметром 600–1250 мм);
- оборудование массой до 4 тонн (с допустимым диаметром обрабатываемых деталей 250–500 мм);
- легкие станки, вес которых не превышает 0,5 тонн (на таком оборудовании можно обрабатывать детали с диаметром 100–200 мм).
Легкий универсальный токарный станок — это настольная модель, которая используется, как правило, в домашних мастерских или на небольших предприятиях.

Токарно-винторезный станок CU500
Наиболее распространенными типами предприятий с такими токарно-винторезными станками являются:
- опытно-экспериментальные участки предприятий различных отраслей промышленности;
- предприятия, занимающиеся производством часовых механизмов;
- заводы, выпускающие приборы и контрольно-измерительное оборудование.
Токарно-винторезными станками тяжелой группы оснащают предприятия энергетической и машиностроительной отрасли. Устройства этого типа также применяют для обработки элементов специальных механизмов и узлов – деталей:
- турбинных механизмов;
- для оснащения железнодорожного транспорта (колесных пар и др.);
- для комплектации тяжелого прокатного оборудования.
Однако наибольшее распространение получили токарно-винторезные станки, относящиеся к средней категории. Именно за счет использования таких станков можно выполнять получистовые и чистовые металлообрабатывающие операции, а также нарезать резьбы различных категорий.
Универсальный токарный станок, относящийся к средней категории, обладает целым рядом весомых преимуществ: широкий диапазон подач рабочего инструмента и частот вращения шпинделя, высокая жесткость конструкции и мощность двигателя, позволяющая выполнять широкий перечень работ с заготовками из металла и других материалов.
Токарно-винторезные станки средней категории, кроме того, оснащаются различными механизмами и приспособлениями, которые значительно расширяют их функционал, позволяют делать обработку с большей точностью, делают труд обслуживающего персонала более комфортным и безопасным. Такие элементы дополнительного оснащения, что удобно, позволяют автоматизировать многие процессы обработки заготовок на токарно-винторезных станках.
Отдельно следует сказать о токарно-винторезных станках с числовым программным управлением (ЧПУ), которые в советское время выпускались одновременно несколькими предприятиями. Такими станками, как правило, оснащались предприятия, которые занимались выпуском большой номенклатуры мелкосерийной продукции. Устройство токарно-винторезного станка данного типа и возможность его быстрой переналадки делает его просто незаменимым в тех ситуациях, когда необходимо быстро перейти на выпуск деталей другой модификации.
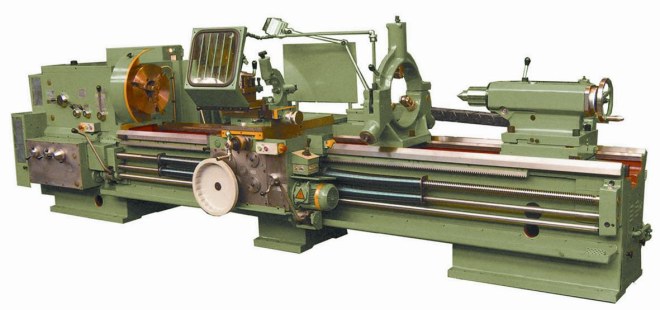
Токарно-винторезный станок 1М63
Основные технологии обработки деталей на токарно-винторезных станках
Токарное оборудование, как правило, используется для обработки внешних поверхностей цилиндрической формы. В качестве инструмента в таких ситуациях используется проходной резец. Припуск по длине обрабатываемой детали обычно составляет от 7 до 12 мм. Такой запас размера необходим для того, чтобы можно было отрезать обрабатываемую заготовку на требуемую длину и выполнить обработку ее торцов.
Для подрезки торца обрабатываемой детали могут использоваться резцы нескольких типов – упорные, прямые проходные и подрезные. Чтобы выполнить подрезку и обточить небольшие уступы на детали, применяются резцы упорного типа.
Универсальный токарный станок также позволяет прорезать на деталях канавки различной глубины. Для этих целей применяется специальный канавочный инструмент, а сама процедура осуществляется на небольших скоростях вращения шпинделя.
Отрезание готового изделия выполняется по аналогичному принципу. Заканчивают процесс отрезки в тот момент, когда диаметр перемычки в месте отреза доходит до величины порядка 2–2,5 мм. В этот момент процесс отрезания останавливается, а готовая деталь просто отламывается от заготовки.


Отправить ответ