
Можно ли паять нержавейку оловом
Содержание:
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Итак, если вы приобрели высококачественную нержавеющую сталь в компании «МеталлСити», и вам нужно произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже.
Главное – паяльник!
Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа. Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно.

Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время.
Обратите особое внимание на следующее:
- Мощность паяльника должна быть 60 -100 Вт, если она будет меньше, то хорошо нагреть и расплавить до нужного состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии.
- Нужно приобрести паяльник с перманентным нагревом – служит он долго и экономит энергию.
- Лучше всего паяльник с жалом, которое не обгорает – такой будет работать дольше. Его нужно чистить от накипи периодически, а также затачивать для филигранности работы.
- Олово — почти идеальный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания.
- Без правильного выбора флюса нержавейку лудить невозможно, так как образовывается оксидная пленка. Лучший флюс в этом случае — ортофосфорная кислота.

Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.

Советы в статье "Как работает электронный динамометр " здесь.
Пайка нержавейки в видео:
Автор: ww07, 12 февраля 2015 в Пайка
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом 
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
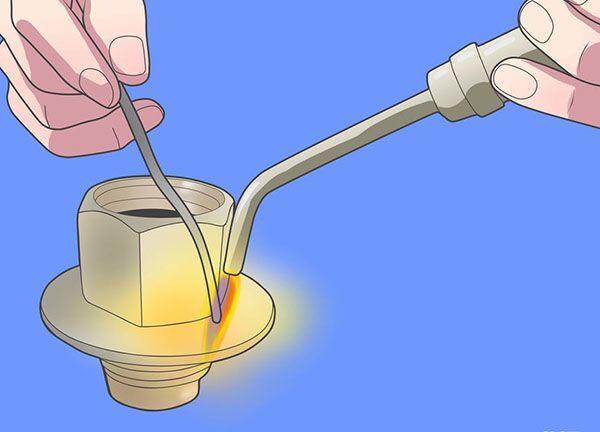
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.


Отправить ответ