
На какие группы делятся стали
Содержание:
- 1 Сталь: классификация, применение, маркировка
- 2 Химический состав
- 3 Микроструктура
- 4 Качество и способ производства
- 5 Раскисление
- 6 Что означает маркировка стали?
- 7 Конструкционные стали
- 8 Инструментальные стали
- 9 Стали с особенными химическими и физическими свойствами
- 10 Классификация углеродистых сталей
- 11 Конструкционные металлы
- 12 Инструментальные стали
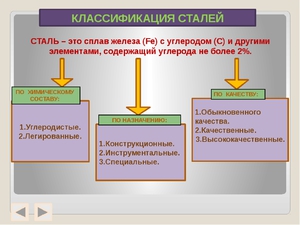
Сталью именуется ковкий, деформируемый сплав железа, некоторого количества углерода (не более 2,14 %), а также незначительного количества других элементов. Именно этот материал широко применяется для изготовления самых разнообразных приборов, инструментов и строительных конструкций. Классификация и применение сталей зависят от многих факторов, которые необходимо разобрать подробнее. Изменяя химический состав этого материала за счет концентрации углерода и привнесения легирующих элементов, можно получать широкий диапазон сталей с абсолютно различными свойствами, что позволяет использовать этот материал во всех отраслях хозяйствования.

Сталь: классификация, применение, маркировка
Прежде всего стоит сказать, что сталь бывает углеродистая и легированная. Это зависит от того, были ли добавлены в сплав специальные легирующие элементы — алюминий, никель, хром, молибден, титан, бор, ванадий, марганец и другие. Все эти добавки применяются для повышения специфических свойств стали, а наилучший результат достигается комплексным легированием.
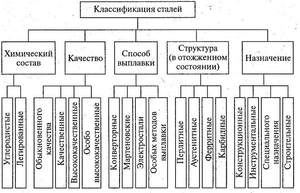
В общем случае стали классифицируют:
- по назначению;
- по качеству;
- по способу производства;
- по микроструктуре;
- по химическому составу.
Химический состав
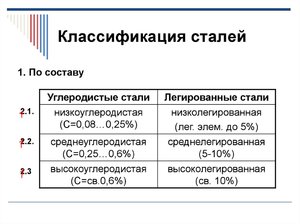
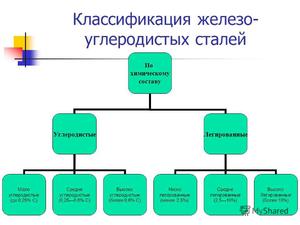
Как уже было сказано, классификация сталей в зависимости от химсостава разделяет этот материал на две большие группы:
- легированные;
- углеродистые.
В свою очередь, каждую из этих групп можно дополнительно разделить на несколько частей. Классификация легированных сталей подразумевает наличие таких видов:
- низколегированные содержат незначительное количество (до 2,5 %) легирующих добавок;
- среднелегированные — количество дополнительных элементов не превышает 10 %;
- высоколегированные характеризуются наличием легирующих элементов в количестве более 10 %.
Можно также разделить и вторую группу. Классификация углеродистых сталей выглядит так:
- высокоуглеродистые характеризуются содержанием углерода более 0,6 %;
- среднеуглеродистые содержат от 0,25 до 0,6 % углерода;
- малоуглеродистые — до 0,25 %.

Микроструктура
В нормализованном состоянии стали бывают:
- перлитные — характеризуются низким содержанием элементов легирования и имеют после нормализации структуру: перлит, перлит + феррит, перлит + заэвтектоидный карбид;
- мартенситные — имеют пониженную критическую скорость закалки и достаточно высокое содержание легирующих элементов;
- аустенитные — повышенное содержание легирующих элементов, под влиянием которых достигается структура: аустенит, аустенит + карбид.
Классификация углеродистых сталей в отожженном состоянии:
- доэвтектоидная применяется, например, для штампов горячего деформирования;
- заэвтектоидная имеет структуру, состоящую из перлита и цементита, обычно используется для изготовления инструмента;
- карбидная (ледебуритная) — например, быстрорежущая сталь;
- ферритная — нержавеющая, жароупорная, жаропрочная, высокохромистая стали.
Качество и способ производства
Безусловно, качество стали зависит от присутствия в ней вредных примесей в виде серы и фосфора. В зависимости от этого показателя классификация сталей выглядит так:
- обычные — серы (S) до 0,06 %, фосфора (P) до 0,07 %;
- качественные — серы до 0,04 %, а фосфора до 0,035 %;
- высококачественные — те же показатели уменьшены до 0,025 %;
- особовысококачественные — менее 0,015 % серы и до 0,025 % фосфора.

Способ изготовления стали предопределяет ее строение, состав и свойства. Так, рядовая сталь (обычная) чаще всего выплавляется в мартене или томасовских и бессемеровских конвертерах, после чего формируется в довольно крупные слитки. Такая сталь имеет повышенное количество неметаллических добавок. Высококачественные стали изготавливают более совершенными методами, например в электропечи, а особовысококачественные дополнительно очищаются от оксидов и сульфидов при помощи ЭШП — электрошлаковой переплавки. Такие стали изготавливаются исключительно легированными.
Раскисление
Также существует классификация сталей в зависимости от степени раскисления, то есть от того, какое количество кислорода было удалено в процессе изготовления. Исходя из этого параметра, стали бывают:
- кипящие — мало раскисленные, насыщенные кислородом;
- спокойные — совершенно раскисленные;
- полуспокойные — стали, в которых кислород удален частично.
Для раскисления малоуглеродистых сталей применяют алюминий, марганец и кремний. Кипящую сталь обычно раскисляют при помощи ферромарганца в полуспокойную, кроме этого, добавляют небольшое количество ферросилиция, а спокойную, кроме предыдущих компонентов, обрабатывают алюминием и силикомарганцем.
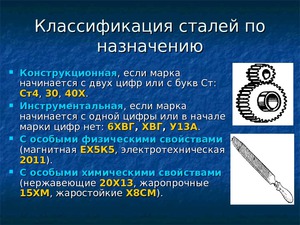
Что означает маркировка стали?

Как ни странно, но классификация марок стали довольно разнообразна, и единой мировой системы не существует. В ряде стран, в том числе и в России, принята буквенно-численная маркировка.
Качественные углеродистые стали обозначаются двузначным числом, которое указывает на количественное содержание углерода (в сотых %). Углеродистые стали маркируются литерой "У" и числом, выражающим количество углерода (в десятых %) — У9, У12 и т. д.
Буквы используются также и для обозначения основного элемента легирования, например: "П" — фосфор, "А" — азот, "T" — титан, "Б" — ниобий, "Г" — марганец, "Ю" — алюминий, "Д" — медь, "M" — молибден, "P" — бор, "К" — кобальт, "В" — вольфрам, "E" — селен, "H" — никель, "С" — кремний, "X" — хром, "Ц" — цирконий. Цифра, стоящая за буквой, характеризует количество соответствующего элемента, а та, что находится в самом начале, указывает на содержание углерода (в сотых %). Если количество последнего превышает или равно 1 %, то первоначальная цифра может не указываться вовсе.
Литера "А", стоящая в конце марки, указывает на принадлежность ее к высококачественным. Та же буква, находящаяся в середине, сообщает, что сталь легирована азотом. Если же она стоит вначале, то это говорит о том, что перед вами автоматная сталь, обладающая повышенной обрабатываемостью. Особо высококачественная сталь маркируется буквой "Ш", добавленной в конце и написанной через дефис. Марки, не содержащие букв "А" или "Ш", являются качественными.
Также существуют определенные группы сталей, дополнительно маркирующиеся буквами:
- "Е" — магнитные;
- "Э" — электротехнические;
- "Р" — быстрорежущие;
- "Ш" — шарикоподшипниковые.
Конечно, существует еще достаточно тонкостей, однако можно сказать, что российская маркировка довольно проста и понятна, в то время как обозначения, принятые в других странах, гораздо сложнее.

Не менее интересна классификация сталей по назначению, поговорим о ней подробнее.
Конструкционные стали
- Строительные — низколегированные, а также обычного качества, обладающие хорошей свариваемостью.
- Для холодной штамповки — листовой прокат из низкоуглеродистых марок нормального качества.
- Цементируемые — малоуглеродистые и некоторые легированные стали, применяемые для изготовления деталей, испытывающих динамические нагрузки и работающих с поверхностным износом.
- Улучшаемые подвергаются термообработке (закалке и высокому отпуску). Это среднеуглеродистые, хромовые, хромоникелевые, хромоникельмолибденовые, хромокремниемарганцевые, хромистые стали с бором.
- Высокопрочные — стали, у которых при помощи термообработки и особого состава достигнут двойной предел прочности по сравнению с обычными конструкционными аналогами.
- Рессорно-пружинные могут длительное время сохранять упругость, достаточное сопротивление усталости и разрушению; к ним относят стали, легированные хромом, бором, кремнием, ванадием и марганцем.
- Шарикоподшипниковые характеризуются высокой износоустойчивостью, прочностью и выносливостью, что достигается при помощи высокого (до 1 %) содержания углерода и включения хрома.
- Автоматные применяются для производства массовых деталей, обрабатываемых при помощи станков-автоматов (болты, винты, шайбы, гайки и т. д.); для облегчения обработки в такие стали дополнительно вводится сера, свинец, теллур и селен, что приводит к получению ломкой короткой стружки и снижает трение.
- Коррозионно-стойкие — высокохромистые стали с содержанием никеля; чем больше в них хрома, тем более выражена стойкость к коррозии, при этом содержание углерода должно быть минимальным.
- Износостойкие используются в местах абразивного трения, ударов и высокого давления, например ковш экскаватора либо гусеницы трактора.

Инструментальные стали
Классификация сталей инструментального назначения также может быть представлена несколькими пунктами:
- для режущих инструментов применяются углеродистые, легированные и быстрорежущие стали;
- для измерительных инструментов материал должен, прежде всего, обладать постоянством размеров, шлифоваться, иметь достаточную твердость и износостойкость; для получения таких характеристик инструментальную сталь часто подвергают закалке и цементизации;
- штамповые стали должны обладать достаточной износостойкостью, твердостью, теплостойкостью и прокаливаемостью; эту группу также можно дополнительно разделить на стали для холодной, горячей штамповки и валковые стали.
Стали с особенными химическими и физическими свойствами

Кроме всех вышеперечисленных, существуют также марки сталей с особыми свойствами:
- электротехническая сталь — сплав железа и кремния, иногда легированный алюминием; применяется при производстве магнитопроводов разнообразного электротехнического оборудования;
- суперинвар — сплав железа, никеля и кобальта, применяемый при изготовлении высокоточного оборудования;
- жаростойкая — обладает повышенной стойкостью против разрушения при температурах от 900 °C, легируется алюминием, кремнием, никелем;
- жаропрочная — применяется для изготовления деталей газотурбинных установок, такие стали призваны работать в нагруженном состоянии при высокой температуре в течение некоторого времени.
 Сталь является металлом, широко используемым в машиностроении, самолетостроении, строительстве и других отраслях производства. Популярность материала обусловлена сочетанием его отличных технологических и физико-механических свойств. К сталям относят железоуглеродистые соединения, химический состав которых предполагает содержание углерода в количестве менее 2,14%, а помимо этого компонента присутствуют вредные и полезные примеси.
Сталь является металлом, широко используемым в машиностроении, самолетостроении, строительстве и других отраслях производства. Популярность материала обусловлена сочетанием его отличных технологических и физико-механических свойств. К сталям относят железоуглеродистые соединения, химический состав которых предполагает содержание углерода в количестве менее 2,14%, а помимо этого компонента присутствуют вредные и полезные примеси.
Сочетание характерной циклической прочности в статическом состоянии и жесткости достигается путем изменения содержания углерода и легирующих компонентов. Различные качества стали получаются в результате применения в производстве определенных химических и термических технологий.
Классификация углеродистых сталей
Углеродистые сплавы подразделяют по следующим характеристикам:
- количеству содержащегося углерода;
- назначению;
- структуре в состоянии равновесия;
- степени раскисления.
В зависимости от количества углерода материал делят на категории:
- высокоуглеродистые — больше 0,7%;
- среднеуглеродистые — 0,3−0,7%;
- низкоуглеродистые — до 0,3%.
В результате полученного качества стальные сплавы делят на:
- высококачественные;
- обыкновенные;
- качественные.
Из металла в жидком состоянии удаляют кислород для уменьшения хрупкости при горячем формировании, этот процесс называется раскислением. По характеру отвердевания и степени раскисления материал классифицируется как кипящий, полуспокойный и спокойный.
В зависимости от полученной структуры в равновесном состоянии материал делят на:
- эвтектоидные, характеризующиеся структурой из перлита;
- доэвтектоидные, содержащие перлит и феррит;
- заэвтектоидные — со вторичным цементитом и перлитом.
По назначению использования металл подразделяется на группы:
- конструкционные (улучшаемые, высокопрочные, цементируемые, рессорно-пружинные), применяемые в строительстве, приборостроении, машиностроении и самолетостроении;
- инструментальные для штампов горячей (200˚С) и холодной прессовки, измерительного и режущего инструмента).
Конструкционные металлы
 Обыкновенные по качеству стали выпускаются в виде балок, прутков, листового материала, швеллеров, труб, уголка и другого проката и делятся на категории А, В, Б. В наименовании присутствуют буквы Ст и цифра, обозначающая номер марки, с увеличением значения числа увеличивается показатель содержания углерода. Для материалов категорий В и Б, но не А, перед Ст ставится искомая буква для указания принадлежности.
Обыкновенные по качеству стали выпускаются в виде балок, прутков, листового материала, швеллеров, труб, уголка и другого проката и делятся на категории А, В, Б. В наименовании присутствуют буквы Ст и цифра, обозначающая номер марки, с увеличением значения числа увеличивается показатель содержания углерода. Для материалов категорий В и Б, но не А, перед Ст ставится искомая буква для указания принадлежности.
Группа раскисления обозначается СП, ПС, КП — спокойные, полуспокойные и кипящие, соответственно. Категория, А используется для производства деталей, получаемых холодной обработкой, Категория Б применяется для элементов, изготавливаемых сваркой, ковкой, по методу термической обработки. Стали В по стоимости дороже предыдущих категорий, используются для производства ответственных конструкций и сварочных элементов.
Из всех трех категорий обыкновенных углеродистых сталей делают металлические конструкции и детали в приборостроении и машиностроении со слабой нагрузкой, в тех случаях, когда работоспособность обусловлена требуемой жесткостью. Металлы в виде арматуры вкладывают в железобетонные конструкции. Из категорий В и Б делают сварные фермы, рамы и металлические узлы, которые затем укрываются цементным раствором.
Среднеуглеродистые группы с большим запасом прочности используют для рельсов, колес железнодорожных вагонов, шкивов, валов и шестеренок механических приспособлений и машин. Некоторые материалы этой группы разрешаются к термической обработке.
 Качественные стали углеродистой группы применяют в слабонагруженных деталях, они маркируются цифрами от 05 до 85, обозначающими процентную концентрацию углерода. К углеродистым материалам относятся стали с увеличенным содержанием марганца, которые отличаются повышенной прокаливаемостью. За счет изменения количества углерода, марганца и выбора соответствующего способа термической обработки получают различные технологические и механические качества.
Качественные стали углеродистой группы применяют в слабонагруженных деталях, они маркируются цифрами от 05 до 85, обозначающими процентную концентрацию углерода. К углеродистым материалам относятся стали с увеличенным содержанием марганца, которые отличаются повышенной прокаливаемостью. За счет изменения количества углерода, марганца и выбора соответствующего способа термической обработки получают различные технологические и механические качества.
Низкоуглеродистые сплавы отличаются хорошей пластичностью при холодной обработке, но имеют небольшой запас прочности. Их выпускают в виде листов, материал мягкий, легко штампуется, тянется, сюда относят жесть и металл для эмалированных предметов быта. При цементировании сталей в производстве увеличивается показатель поверхностной прочности, что дает возможность изготавливать малонагруженные колеса зубчатой передачи, кулачки и др.
Среднеуглеродистые металлы и аналогичные составы с увеличенным процентом марганца отличаются средними показателями прочности, но пластичность и вязкости при этом снижается. По условиям работы запчастей определяется метод усиления сталей в виде нормализации, низкоотпускной и ТВЧ закалки и др. Из них делают высокопрочную проволоку, рессоры, пружины и повышенными требованиями к износостойкости.
Автоматные виды
 Эти материалы маркируются литерой, А и цифрами, указывающими на концентрацию углерода в сотых процента. Легирование свинцом добавляет букву С после А. Введение селена, марганца, теллура позволяет сократить применение режущего инструмента при обработке. На степень обрабатываемости также влияет добавка фосфора, серы и кальция, последний вводится в виде силикальцита в жидкий сплав.
Эти материалы маркируются литерой, А и цифрами, указывающими на концентрацию углерода в сотых процента. Легирование свинцом добавляет букву С после А. Введение селена, марганца, теллура позволяет сократить применение режущего инструмента при обработке. На степень обрабатываемости также влияет добавка фосфора, серы и кальция, последний вводится в виде силикальцита в жидкий сплав.
Содержание фосфора и серы снижает показатели качества, сера снижает антикоррозионные свойства, сульфидов ведут к нарушению однородности металла. Их этого класса сталей делают детали сложной формы и поверхности, крепежные элементы, рассчитанные на небольшую нагрузку.
Легированные типы
К ним относят металлы с содержанием легирующих добавок в количестве до 2,5%. Буквенные обозначения марки включают литеры, указывающие на определенные примеси, а цифра после них говорит о процентном содержании элемента. Если его содержание менее 1,5%, то в обозначении добавка не ставится.
Содержание углерода в этой группе сталей нормируется количеством 0,1−0,3%, к основным свойствам после термической, химической обработки и низкого отпуска после закалки относят:
- высокую твердость материала на поверхности;
- уменьшенную прочность средних слоев и повышенную вязкость.
Стали используют для производства деталей машин и приборов, предназначенных для работы с ударными и переменными нагрузками в условиях повышенной изнашиваемости.
Цементируемые материалы
Для повышения показателей твердости, выносливости при контакте, износостойкости, прокаливаемости используют хром, магний, никель, последний элемент повышает вязкость и снижает предел хладноломкости. Цементируемые составы делят на две группы:
- средней прочности с порогом текучести меньше 700 МПа;
- повышенной прочности с аналогичным показателем в пределах 700−1100 МПа.
По содержанию добавок различают виды:
 хромистые составы и хромованадиевые, цементируемые на глубину менее 1,5 мм;
хромистые составы и хромованадиевые, цементируемые на глубину менее 1,5 мм;- хромомарганцевые составы включают титана 0,06%, марганца и хрома по 1%, имеют особенность внутренне окисляться при газовой цементации, что ведет к уменьшению прочностных характеристик;
- хромоникельмолибденовые сплавы являются представителями мартенситного класса и отличаются уменьшенным короблением, что обусловлено воздушной закалкой, легированием редкоземельными металлами, повышающими прокаливаемость, статическую прочность и сопротивление ударам.
Пружинно-рессорные сплавы
Детали работают в условиях упругой деформации и подергаются циклическим нагрузкам, поэтому от сталей требуются высокие показатели текучести, пластичности и сопротивления излому. В состав входят:
- марганец — менее 1,2%;
- кремний — менее 2,7%;
- ванадий — до 0,26%;
- хром — до 1,25%;
- никель — менее 1,75%;
- вольфрам — менее 1,2%.
 В процессе обработки уменьшаются размеры зерен, увеличивается сопротивление металла. Для транспортного производства особо ценными являются кремнистые сплавы, если технология не позволяет им в производстве обезуглероживаться, то выносливость материала остается на уровне заданных параметров. Введение ванадия, хрома, ванадия, никеля помогает затормозить излишний рост зерен при нагревании и повысить прокаливаемость. Из высокоуглеродистых холоднотянутых проволок, аустенитных нержавеек и высокохромистых мартенситных сталей, также делают пружины и другие упругие элементы.
В процессе обработки уменьшаются размеры зерен, увеличивается сопротивление металла. Для транспортного производства особо ценными являются кремнистые сплавы, если технология не позволяет им в производстве обезуглероживаться, то выносливость материала остается на уровне заданных параметров. Введение ванадия, хрома, ванадия, никеля помогает затормозить излишний рост зерен при нагревании и повысить прокаливаемость. Из высокоуглеродистых холоднотянутых проволок, аустенитных нержавеек и высокохромистых мартенситных сталей, также делают пружины и другие упругие элементы.
Инструментальные стали
Для обеспечения надежной работы инструментов сталь должна обладать специальными свойствами, которые проявляются у каждой группы материалов по-разному в зависимости от производства и технологии введения добавок.
Шарикоподшипниковые формы
 Сплавы при производстве очищаются от неметаллических примесей, использование технологии вакуумно-дугового или электрошокового переплава уменьшает пористость металла. При производстве подшипников и их узлов применяют хромистые шарикоподшипниковые стали с добавками хрома. Дополнительное легирование осуществляется марганцем и кремнием с целью увеличить показатель прокаливаемости. Чтобы детали можно было изготавливать методом холодной штамповки и резать применяется отжиг металла на твердость.
Сплавы при производстве очищаются от неметаллических примесей, использование технологии вакуумно-дугового или электрошокового переплава уменьшает пористость металла. При производстве подшипников и их узлов применяют хромистые шарикоподшипниковые стали с добавками хрома. Дополнительное легирование осуществляется марганцем и кремнием с целью увеличить показатель прокаливаемости. Чтобы детали можно было изготавливать методом холодной штамповки и резать применяется отжиг металла на твердость.
Закалка деталей (роликов, шарикоподшипников и колец) проводится в масляной ванне при температуре 850−870˚С, их охлаждают с целью обеспечения стабильности до 25˚С перед отпуском. Так как подшипниковые и подобные элементы при эксплуатации испытывают сильные динамические нагрузки, то их делают из металлов с дальнейшей термической обработкой и цементацией.
Износостойкие виды
Сопротивление износу повышается с увеличением показателя поверхностной твердости материала. Для долговременной эксплуатации важны такие качества сплава:
- сопротивление разрушению при абразивном трении;
- долговременная эксплуатация в условиях высокого давления и ударных нагрузок.
 Износостойкие металлы применяют при изготовлении гусеничных траков, дробильных плит камнедробильного оборудования, раздавливающих щек. Работа в таких условиях эффективна благодаря свойству сталей набирать прочность и твердость в условиях пластической холодной деформации, достигающей 70%. Добавки фосфора больше 0,027% приводят к увеличению хладноломкости сырья.
Износостойкие металлы применяют при изготовлении гусеничных траков, дробильных плит камнедробильного оборудования, раздавливающих щек. Работа в таких условиях эффективна благодаря свойству сталей набирать прочность и твердость в условиях пластической холодной деформации, достигающей 70%. Добавки фосфора больше 0,027% приводят к увеличению хладноломкости сырья.
Литая сталь имеет структуру аустенита, у которого на границах зерен выделяется излишний марганца карбид, ведущий к уменьшению прочности и вязкости. Чтобы получить аустенитную однофазную структуру заготовки закаливают в водной среде при температуре около 1100˚С.
Сопротивляющиеся коррозии
 Эти материалы используют для изготовления элементов приборов, работающих в условиях электрохимической коррозии, их называют нержавеющими. Стойкость к коррозии развивается после введения добавок, ведущих к образованию поверхностных пленок с хорошей адгезией к металлу. Эти слои уменьшают непосредственное взаимодействие сталей с внешними раздражающими факторами и повышают потенциал в электрохимической среде.
Эти материалы используют для изготовления элементов приборов, работающих в условиях электрохимической коррозии, их называют нержавеющими. Стойкость к коррозии развивается после введения добавок, ведущих к образованию поверхностных пленок с хорошей адгезией к металлу. Эти слои уменьшают непосредственное взаимодействие сталей с внешними раздражающими факторами и повышают потенциал в электрохимической среде.
Нержавеющие металлы делят на хромоникелевые и хромистые. Хромистые составы используют для пластичных деталей, которые изготавливают штамповкой и методом сварки. Этот вид подразделяют на ферритные, мартенситно-ферритные и мартенситные сплавы. Для повышения сопротивления ударам их закаливают в масле при температуре около 1000˚С в условиях высокого отпуска с показателями температуры в пределах 600−800˚С.
Жаропрочные сплавы
Применяют для изготовления элементов, работающих при температуре выше 500˚С, составы низколегированные, содержащие до 0,25% С и других легирующих добавок: хрома, вольфрама, никеля. Закалка и нормализация осуществляется в масле при температуре около 890−1050˚С. Из перлитных сталей делают детали, подвергающиеся в работе режиму ползучести при малых нагрузках, например, паронагревательные трубы, арматура котлов с паром, крепежные детали.
Классификация сталей и сплавов производится по химическому составу, по качеству (по способу производства и содержанию вредных примесей), по степени раскисления и характеру затвердевания .металла в изложнице, а также по назначению.
По химическому составу углеродистые стали различают в зависимости от содержания углерода на следующие группы:
• малоуглеродистые — менее 0,3% С;
• среднеуглеродистые — 0,3. 0,7% С;
• высокоуглеродистые — более 0,7 %С.
В легированных сталях их классификация по химическому составу определяется суммарным процентом содержания легирующих элементов:
• низколегированные — менее 2,5%;
• среднелегированные — 2,5. 10%;
• высоколегированные — более 10%.
Легированные стали и сплавы делятся также на классы по структурному составу:
в отожженном состоянии — доэвтектоидный, заэвтектоидный, ледвбуритный (карбидный), ферритный, аустенитный;
в нормализованном состоянии — перлитный, мартенситный и аустенитный. К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующих элементов, к мартенситному — с более высоким и к аустенитному — с высоким содержанием легирующих элементов.
По качеству, то есть по условиям производства (способу производства и содержанию вредных примесей), стали и сплавы делятся на следующие группы:
• обыкновенного качества (рядовые) менее 0,06 менее 0,07;
• качественные менее 0,04 менее 0,035;
• высококачественные менее 0,025 менее 0,025;
• особо высококачественные менее 0,015 менее 0,025.
Стали обыкновенного качества по химическому составу — углеродистые стали, содержащие до 0,6% С. Эти стали выплавляются в конвертерах с применением кислорода или в больших мартеновских печах.
Стали обыкновенного качества, являясь наиболее дешевыми, уступают по механическим свойствам сталям других классов, так как отличаются повышенными ликвацией (химической и структурной неоднородностью) и количеством неметаллических включений.
Стали качественные по химическому составу бывают углеродистые или легированные. Они также выплавляются в конвертерах или в основных мартеновских печах, но с соблюдением более строгих требований к составу шихты, процессам плавки и разливки.
Стали обыкновенного качества и качественные по степени раскисления и характеру затвердевания металла в изложнице делятся на спокойные (сп), полуспокойные (пс) и кипящие (кп). Каждый из этих сортов отличается содержанием кислорода, азота и водорода. Так в кипящих сталях содержится наибольшее количество этих элементов.
Стали высококачественные выплавляются преимущественно в электропечах, а особо высококачественные — в электропечах с электрошлаковым переплавом (ЭШП) или другими совершенными методами, что гарантирует повышенную чистоту по неметаллическим включениям и содержанию газов, а следовательно, улучшение механических свойств.
По назначению стали и сплавы классифицируются на конструкционные, инструментальные и стали с особыми физическими и химическими свойствами.
7. Химико-термическая обработка: цианирование, диффузия, металлизация. Пороки термической обработки сталей и способы их устранения.
Цианирование стали, разновидность химико-термической обработки, заключающаяся в комплексном диффузионном насыщении поверхностного слоя стали углеродом и азотом в расплавах, содержащих цианистые соли, при 820—860 °С (среднетемпературное Цианирование (в сталелитейном пр-ве)) или при 930—950 °С (высокотемпературное Цианирование (в сталелитейном пр-ве)). Основная цель Цианирование (в сталелитейном пр-ве) — повышение твёрдости, износостойкости и предела выносливости стальных изделий. В процессе Цианирование (в сталелитейном пр-ве) цианистые соли окисляются с выделением атомарных углерода и азота, которые диффундируют в сталь. При среднетемпературном Цианирование (в сталелитейном пр-ве) образуется цианированный слой глубиной 0,15—0,6 мм с 0,6—0,7% С и 0,8—1,2% N, при высокотемпературном (этот вид Цианирование (в сталелитейном пр-ве) часто применяют вместо цементации) — слой глубиной 0,5—2 мм с 0,8—1,2% С и 0,2—0,3% N. После Цианирование (в сталелитейном пр-ве) изделие подвергают закалке и низкому отпуску. Недостатки Цианирование (в сталелитейном пр-ве): высокая стоимость, ядовитость цианистых солей и необходимость в связи с этим принятия специальных мер по охране труда и окружающей природы. Цианирование (в сталелитейном пр-ве) отличается от нитроцементации, при которой насыщение азотом и углеродом ведётся из газовой среды.
Диффузионная металлизация, процесс, основанный на диффузионном насыщении поверхностных слоёв изделий из металлов и сплавов различными металлами (см. Диффузия). Диффузионная металлизация проводят, чтобы придать поверхности металлических деталей специальные физико-химические и механические свойства. В зависимости от диффундирующего элемента различают: алитирование, диффузионное хромирование, молибденирование; марганценирование, хромоалитирование, хромотитанирование и другие виды. Диффузионное насыщение возможно из различных фаз: твёрдой, паровой, газовой и жидкой.
Насыщение из твёрдой фазы применяют для железа, никеля, кобальта, титана и др. металлов. В этом случае Диффузионная металлизация осуществляют различными тугоплавкими металлами (Mo, W, Nb, U и др.), упругость паров которых меньше упругости паров основного металла. Процесс протекает в герметизированном контейнере, в котором обрабатываемые детали засыпаются порошкообразным металлом, в вакууме или в нейтральной среде при 1000—1500°C. Насыщение из паровой фазы применяют для сплавов на основе железа, никеля, молибдена, титана и др. металлов такими элементами, которые имеют более высокую упругость паров, чем насыщаемый металл, например Zn, Al, Cr, Ti и др. Процесс происходит в герметичных контейнерах при разрежении
101—10-2 н/м2, или 10-1—10-4 мм рт. ст., и 850—1600°С, контактным или неконтактным способом. В первом случае паровая фаза возникает при сублимации металла и генерируется вблизи мест контактирования порошкообразного или кускообразного металла с обрабатываемой поверхностью; во втором — генерация паровой фазы происходит на некотором расстоянии от поверхности. Насыщение из газовой фазы производят при Диффузионная металлизация различных металлов элементами: Al, Cr, Mn, Mo, W, Nb, Ti и др. Диффузии металла предшествуют реакции взаимодействия газообразных химических соединений диффундирующего элемента с основным металлом. Газовой фазой служат галогениды диффундирующих металлов. Газовое насыщение осуществляется в муфельных печах или в печах специальной конструкции при 700—1000°С. Газовая фаза может генерироваться на расстоянии от насыщаемой поверхности (неконтактный способ) и в зоне контакта источника активной фазы с поверхностью металла (контактный способ). Насыщение из жидкой фазы применяют при алитировании, хромировании, цинковании, меднении. Процесс протекает в печах-ваннах, в которых расплав диффундирующего металла или его соли взаимодействуют с поверхностью обрабатываемых изделий при 800—1300°С. Этим методом осуществляют также комплексную Диффузионная металлизация, например хромоалитирование, хромотитанирование, хромоникелирование и т.д.
Диффузионная металлизация можно получать диффузионный слой толщиной от 10 мкм до 3 мм. Процессы Диффузионная металлизация позволяют повысить жаростойкость сплавов (например, алитированная сталь имеет жаростойкость до 900°С), абразивную износостойкость (например, хромирование стали У12 увеличивает её износостойкость в 6 раз), сопротивление термоудару, быстрой смене температур, коррозионную стойкость и кислотоупорность и улучшить другие свойства металлов и сплавов.
Металлизация, покрытие поверхности изделия металлами и сплавами для сообщения физико-химических и механических свойств, отличных от свойств металлизируемого (исходного) материала. Металлизация применяют для защиты изделий от коррозии, износа, эрозии, в декоративных и др. целях. По принципу взаимодействия металлизируемой поверхности (подложки) с наносимым металлом различают Металлизация, при которой сцепление покрытия с основой (подложкой) осуществляется механически — силами адгезии (см. табл., группа 1), и Металлизация, при которой сцепление обеспечивается силами металлической связи (группа 2): с образованием диффузионной зоны на границе сопрягающихся поверхностей, за пределами которой покрытие состоит из наложенного слоя металла или сплава (подгруппа 2а), и с образованием диффузионной зоны в пределах всего слоя покрытия (подгруппа 2б).
Технология Металлизация по типам 1 и 2а предусматривает наложение слоя вещества на поверхность холодного или нагретого до относительно невысоких температур изделия. К этим видам Металлизация относятся: электролитические (см. Гальванотехника), химические, газопламенные процессы получения покрытий (см. Напыление); нанесение покрытий плакированием, осаждением химических соединений из газовой фазы, электрофорезом; вакуумная Металлизация; Металлизация взрывом, воздействием лучей лазера, плазмы, погружением в расплавленные металлы и др. способы. В этих процессах Металлизация сопровождается изменением геометрии и размеров изделия соответственно толщине слоя наносимого металла или сплава. Технология Металлизация по типу 2б предусматривает диффузионное насыщение металлическими элементами поверхности деталей, нагретых до высоких температур, в результате которого в зоне диффузии элемента образуется сплав (см. Диффузионная металлизация). В этом случае геометрия и размеры металлизируемой детали практически не меняются.
Металлизация изделий по типу 1 производится в декоративных целях, для повышения твёрдости и износостойкости, для защиты от коррозии. Из-за слабого сцепления покрытия с подложкой этот вид Металлизация нецелесообразно применять для деталей, работающих в условиях больших нагрузок и температур. Металлизация деталей по типу 2 придаёт им высокую твёрдость и износостойкость, высокую коррозионную и эрозионную стойкость, жаростойкость, необходимые теплофизические и электрические свойства. Металлизация по типу 2б применяется для деталей, претерпевающих действие значительных механических напряжений (статических, динамических, знакопеременных) при низких и высоких температурах. Эти виды Металлизация, за некоторым исключением, используются для нанесения защитного слоя на подложки из различных металлов, сплавов и неметаллических материалов (пластмассы, стекла, керамика, бумага, ткани и др.). Металлизация находит применение в электротехнике. радиоэлектронике, оптике, ракетной технике, автомобильной промышленности, судостроении, самолётостроении и др. областях техники.
Закалка— придание стальному изделию высокой прочности и твердости. Но от закалки сталь становится более хрупкой. Этот недостаток устраняется в процессе отпуска стали. При закалке металл нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах (воде, масле и т. п.). Из одной и той же заготовки можно получить различные структуры и свойства, в зависимости от режима закалки изделия. Для достижения наилучших результатов стальные изделия постепенно нагревают до температуры 750—850°С. Затем разогретое изделие быстро охлаждают до температуры примерно 400°С. Охлаждение должно происходить не меньше чем на 150°С в секунду, то есть охлаждение должно произойти всего в 2—3 секунды. Скорость дальнейшего охлаждения до нормальной температуры может быть любой, так как структура, полученная при закалке, достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния. Охлаждающей средой чаще всего бывает вода или трансформаторное масло. В воде металл остывает с большей скоростью, чем в масле: температура воды 186С — за секунду металл остывает на 600°С, а в масле всего на 150°С. Для повышения закаливающей способности в воду иногда добавляют до 10% поваренной соли или 10—12% серной кислоты, например при закалке плашек или метчиков. Более высокий нагрев и чрезмерно быстрое охлаждение водой приводит к нежелательным результатам — деформации стати и появлению в ней излишнего качества — напряжений. Для закалки инструментов из углеродистой стали применяют закалочные печи с температурой нагрева до 900°С, а для инструментов из легированных и быстрорежущих сталей — до 1325°С. Печи для закалки изделий бывают: камерные или пламенные, в которых изделие нагревают открытым пламенем; муфельные — нагревающие за счет сопротивления электрических обмоток; печи-ванны — представляющие собой тигли, наполненные расплавами солей, к примеру хлористым барием. В ваннах закалочное нагревание производить удобнее, т. к. температура содержащегося в ней расплава всегда постоянна и закаливаемое изделие не может нагреться выше этой температуры. К тому же известно, что нагрев в жидкостной среде происходит быстрее,
чем в воздушной.
Дата добавления: 2016-11-02 ; просмотров: 4873 | Нарушение авторских прав


Отправить ответ