
Насадки на гравер какая для чего
Содержание:

 Для обработки мелких изделий часто применяется микродрель, которую называют гравером. При помощи гравера можно выполнять те же операции, что и обычной дрелью, а также шлифование и фрезерование различных материалов. Частота применения и востребованность инструмента определяется количеством и качеством имеющихся к нему насадок. Часть их них идёт в комплекте с основным инструментом, но многое приходится приобретать дополнительно. Сегодня, мы постараемся узнать о насадках для гравера всё что можно.
Для обработки мелких изделий часто применяется микродрель, которую называют гравером. При помощи гравера можно выполнять те же операции, что и обычной дрелью, а также шлифование и фрезерование различных материалов. Частота применения и востребованность инструмента определяется количеством и качеством имеющихся к нему насадок. Часть их них идёт в комплекте с основным инструментом, но многое приходится приобретать дополнительно. Сегодня, мы постараемся узнать о насадках для гравера всё что можно.
Виды насадок для гравера
Насадки для гравера выбираются в зависимости от того, дерево или металл предполагается обрабатывать с их помощью. Например, для работ по дереву потребуются:
- Полировальные насадки – из наждачной бумаги или войлока.
- Насадки шарообразной формы, предназначенные для шпунтования.
- Насадки гладкой формы, для окончательной шлифовки поверхности древесины.
- Отрезные диски (могут применяться и для резки пластика).
- Свёрла по дереву (обычно небольших диаметров, до 3,2 мм).
- Фрезы (необходимы для выполнения работ на профессиональном уровне).

Насадки для гравера, предназначенные для работ по металлу, включают в себя те же разновидности, что и вышеописанные. Принципиальная разница заключается только в материале рабочих поверхностей. Например, для шлифования металла необходимы насадки из более абразивно-стойких материалов – корунда или твёрдой резины. То же касается и отрезных дисков, только в этом случае в качестве материала применяется инструментальная сталь повышенной прочности (иногда даже – с алмазным напылением рабочей поверхности). Однако имеются и специфические типы:
- Алмазные шарошки, при помощи которых выполняется доводка отверстий и полостей сложной конфигурации.
- Насадки для грубой шлифовки. Они снабжаются зазубринами, и могут, кроме металлов, обрабатывать ещё и ДСП.
- Конусообразные насадки, предназначенные для получения пазов. Обычно предлагаются в комплекте, с разными размерами ширины своей рабочей части.
- Насадки в виде щётки, которые используются для снятия окалины с поверхности стальных изделий.
- Твердосплавные насадки, при помощи которых можно получать достаточно глубокие полости в закалённых стальных заготовках.

Ценность насадок определяется их универсальностью (многие производители предлагают подобную продукцию в наборах), а также фирмой–производителем. Тут необходимо отметить, что, как правило, компания, выпускающая граверы, комплектует их насадками, которые подходят под свою продукцию, и совсем необязательно – что под изделия конкурентов.
Назначение и возможности
Прежде всего, стоит подчеркнуть, что, ввиду своей малой мощности, микродрель неспособна к производству каких-то масштабных операций по металлу или по дереву. Поэтому габариты инструмента, независимо от того, где он выпущен, не будут отличаться большими размерами.
Определяющим моментом является диаметр посадочной части. Например, от диаметра кулачкового патрона зависит и диаметр свёрла (как насадки для гравера), которое можно применить. При этом важен профиль зажимной части. Часто производители реализуют принцип точечного зажима, при котором упрощается изготовление и доводка самого патрона микродрели, но ухудшается работа насадки, особенно, если процесс обработки занимает продолжительное время. В таком случае появляется биение сверла, а поскольку число оборотов гравера велико, то и поломка насадки последует весьма быстро.
Вторым обстоятельством является функциональность размеров насадок. Например, для шлифовальных работ в продаже имеются разнообразные насадки диаметром до 7,8 мм (для работ по дереву) и до 3,2 мм – для операций по металлу. Диаметр отрезных кругов может достигать 19…20 мм, но это соответствует работам с мягкими материалами (пластик, алюминий, древесина), а при работах со сталью падение числа оборотов двигателя микродрели приведёт к его выходу из строя.
Важно обращать внимание и на материал инструмента. В частности, насадки для гравера, которые изготовлены из твёрдых сплавов на основе карбида вольфрама (ВК8, ВК15 и их зарубежные аналоги) способны к работам по термообработанному металлу. Ими можно вести также обработку стекла, камня, минералокерамики.
Финишная доводка – основная область, где эффективно используются насадки для гравера с напылением техническими алмазами. Поскольку их стоимость весьма высока, то в продажу они поступают небольшими наборами (до 10…20 типоразмеров). Алмазные шарошки следует применять только по их непосредственному назначению, иначе напылённый слой весьма быстро повредится, что немедленно приведёт к интенсивному износу.

Наиболее разнообразен класс абразивных и гравировальных насадок. Их выбор обычно выполняют по цвету посадочной части. Если она имеет красный цвет, то насадка предназначена для работ с металлами, а в качестве материала использована высокостойкая двуокись алюминия. Насадки для гравера зелёного цвета эффективны при гравировочных работах с хрупкими материалами – стеклом, камнем, мрамором и т. д. Наборы для таких работ включают в себя до 10 типоразмеров насадок.
Рекомендации по выбору и правила использования
Выше уже указывалось о возможной несовместимости диаметров насадок для гравера с диаметром патрона самого инструмента. Кроме того, следует различать профессинальные и бытовые наборы. Первые чаще производятся немецкой компанией Dremel, отличаются высоким качеством и ценой (эксперты отмечают, что качество насадок, которыми комплектуется микродрель, выше, чем той же фирмы, но приобретаемых отдельно). Отечественные насадки для гравера от торговой марки «Зубр» по качеству мало уступают немецким, но отличаются существенно меньшей стоимостью. Для сравнения – цена насадки от Dremel составляет 350…400 руб. за штуку, а набор из более, чем 150 типоразмеров от «Зубра» — всего 1800…2000 руб.
Отдельно стоит упомянуть насадки для гравера китайского производства. Привлекательность цены в данном случае полностью нивелируется низким качеством металла насадок. Это может быть допустимо только в тех случае, когда инструмент используется редко, либо ставится задача научиться работать насадками определённого типа.

Основные правила работы и выбора насадок для гравера касаются, прежде всего, инструмента средней и бюджетной ценовой категории и состоят в следующем:
- Выбор диаметра насадок из конкретного набора следует выполнять сообразно их последующему использованию;
- Для гравировки можно вполне использовать и насадки производства КНР, особенно хорошо у них получаются алмазные насадки со сферической формой головки;
- Насадки, сделанные своими руками – отличный вариант для опытных домашних мастеров. В качестве материала можно использовать фанеру (она по своей стойкости превосходит резину), а также фетр, наждак и т.п.. В частности, самодельная шарошка с использованием качественной полировальной пасты даст в итоге результат, по качеству не уступающий тому, который достигнут с применением промышленной насадки. Для полировки боьше всего подходит алмазная паста зернистостью 3/2 или 5/3.;
- В любом случае при использовании насадок следует применять респиратор, иначе образующаяся при работе пыль полностью попадёт в лёгкие.
При изготовлении крема, одним из обязательных этапов является смешивание воды, масла и эмульгатора — этому процессу и посвящена данная статья.

Обычно кремовары используют мини-миксеры (рис. 1) или капучинаторы (рис. 2).
И в некоторых случаях эти приспособления — для удобства я оба типа устройств буду называть мини-миксерами — хорошо справляются с перемешиванием, а в некоторых случаях их использование даёт неудовлетворительный результат. В каком же случае?
Во-первых, не всякому эмульгатору достаточно перемешивающего воздействия мини-миксера, чтобы образовать устойчивую эмульсию — крем, который не расслоится и не отойдёт водой через день-другой.
Во-вторых, когда перемешивание должно быть интенсивным. Лецигелю, например, необходимо скоростное перемешивание: если делать крем на основе лецигеля с использованием мини-миксера, то вместо ожидаемой однородной консистенции получится крем с плавающими в нём кусками лецитина разного размера. Если же использовать гравёр, то результат получается хорошим.
В-третьих, когда вам надоело тратить деньги на батарейки. Кремы на основе некоторых эмульгаторов получаются хорошими, только если в мини-миксер заправлены новые батарейки, в противном случае крем оказывается недостаточно вымешанным и расслаивается. А качественные батарейки сейчас стоят недешево.
В-четвёртых, когда вы делаете крем густой консистенции, и венчик мини-миксера вязнет в нём. Это происходит из-за того, что питание моторчика осуществляется от батареек. При этом не получится пойти и купить «более мощный» мини-миксер, ведь его неспроста называют «мини» — батарейки просто не в состоянии запитать мощный моторчик.
Три перечисленные выше причины не отменяют использование мини-миксеров, а указывают на ограничения в их применении. Мощности батареек может оказаться недостаточно:
1. Когда необходимо медленное перемешивание с большим усилием.
2. Когда необходимо высокоскоростное перемешивание.
Для высокоскоростного перемешивания хорошо подходит гравёр. Скорость гравёра обычно регулируется в диапазоне от 10 000 до 35 000 оборотов в минуту. Это большая скорость — для сравнения, скорость электродрелей не превышает 3 500 оборотов в минуту. Электродрели, кстати, не очень годятся для кремоварения: во-первых, они очень тяжелые; во-вторых, слишком шумные; в-третьих, не рассчитаны на непрерывную продолжительную работу.
А теперь о продолжительности перемешивания. В некоторых случаях (например, при работе с некоторыми активами в водной фазе), необходимо непрерывное интенсивное перемешивание в течение 10-20 минут. Гравёры, легко справляются с этой задачей, поскольку задуманы для создания гравировок — а это длительное и кропотливое занятие. Дополнительно радует низкий уровень шума гравёра во время работы.
Поскольку у гравёра очень высокая скорость, традиционные венчики по своей форме плохо подходят для перемешивания — они будут расплескивать крем и нагонять в него воздух. По моему опыту, хорошо работает насадка, показанная на рис. 3.
Вращаясь с высокой скоростью, такая насадка использует два принципа перемешивания:
1. Тонкое перемешивание на границе крема и обеих плоскостей диска.
2. Общее перемешивание крема в склянке с использованием принципа действия центробежного насоса: крем постоянно захватывается по центру диска с его верхней и нижней плоскостей и выталкивается по всему диаметру диска к его периферии, в направлении стенок склянки.
Из-за эффекта общего перемешивания в зону тонкого перемешивания постоянно поступают новые порции крема. С учетом огромной скорости вращения диска, перемешивание получается интенсивным, но при этом из-за конструкции насадки — без завоздушивания. К слову, в качестве склянок для перемешивания я использую лабораторные стаканы подходящего объёма, изготовленные из термо- и химически стойкого стекла (ГОСТ 23932-90).

Насадка, показанная на рис. 3, часто идёт в комплекте к гравёру, если нет — не беда, это очень распространенная насадка, её легко купить, и стоит она дёшево. Обратите внимание, на рис. 3 показано, какой стороной правильно прикреплять диск к штырьку — острия зубчиков должны смотреть против часовой стрелки, в сторону противоположную направлению вращения.

На рис. 4 показано, как будет выглядеть насадка, вставленная в гравёр. Штырька такой длины достаточно для изготовления небольшого объёма крема — от 30 до 200 мл за один раз. Для перемешивания большего объёма вам, возможно, понадобится насадка-штырёк большей длины (см. рис. 5).

Насадка слева — стандартная, две другие — удлинённые. Вряд ли вам удастся купить готовые удлинённые насадки, их изготовление нужно заказывать токарю: материал дешевый, работы на 15 минут, изготовление такого штырька не должно стоить дорого. Чтобы объяснить мастеру, что вы от него хотите, отдайте ему на время в качестве образца стандартный штырёк и скажите, что вам нужен такой же, только длиннее, и назовите желаемую длину. Да, и ещё важно назвать материал — сталь 08Х18Н10Т. Не пугайтесь, это одна из самых распространенных марок нержавеющих высоколегированных сталей, её особенность в том, что она предназначена для работы в средах с повышенной агрессивностью. Насадка из этой стали будет прочной, нержавеющей и гарантированно не будет вступать во взаимодействие с компонентами крема, какими бы они не были.
То место гравёра, в которое вставляется насадка, называется «цанговый патрон» или просто «цанга». Стандартная цанга гравёра совпадает по диаметру со стандартным штырьком-насадкой и равна 3,2 мм. Возможно, вы захотите попробовать с гравёром свою любимую насадку, диаметр которой отличается от 3,2 мм. Если, например, у вашей насадки диаметр 2,5 мм было бы ошибкой намотать на неё скотч, изоленту или лейкопластырь, чтобы она плотно вставлялась в цангу. С учетом огромных скоростей гравёра, это подвергло бы вас, вашу посуду и сам гравёр огромному риску.
«— Вжжик, — сказала японская бензопила,
— О-оо! — сказали русские лесорубы»,
из анекдота.
На рис. 6 показано как погнувшаяся под действием центробежных сил насадка разрушила деталь гравёра — зажимную гайку цангового патрона. Можно себе вообразить какой вред способна причинить Г-образно согнувшаяся насадка, вращающаяся со скоростью 10 000 оборотов в минуту. Для сравнения — лопасти вертолета вращаются со скоростью всего 200 оборотов в минуту.

Чтобы избежать несчастных случаев и побитой посуды, важно придерживаться нескольких правил.
Правило 1.
Насадка должна крепиться в гравёре прочно.
Правило 2.
Насадка должна быть хорошо отцентрирована, что в особенности касается рукотворных, гнутых пассатижами вариантов насадок. Когда насадка отцентрирована, её центр тяжести находится на оси вращения, если это не так, гравёр начинает вибрировать. Чем лучше центрированность — тем меньше вибрация.
Правило 3.
Насадка должна быть сделана из твёрдого металла. Если насадка имеет большую длину и при этом сделана из мягкой проволоки, наподобие той из которой гнут бесплатные вешалки для химчисток, то такая насадка обязательно согнётся дугой при скорости 10 000 оборотов в минуту.
Надежно закрепить в гравёре нестандартную насадку вам поможет набор цанг разного диаметра (см. рис. 7). В продаже есть наборы с большим количеством цанг специально для гравёров — до десяти штук разного диаметра в наборе.

Если вы хотите ещё большей свободы в использовании насадок нестандартного диаметра, приобретите универсальный кулачковый патрон (см. рис. 8). С его помощью в гравёре можно надёжно закрепить насадку любого диаметра в интервале 0,3-3,2 мм.

Если вы планируете использовать универсальный кулачковый патрон, об этом следует помнить, когда вы будете покупать гравёр — кулачковый патрон подойдёт не ко всякому гравёру.
Гравёр нужно покупать такой, чтобы в комплекте к нему шел гибкий вал и стойка на струбцине. С учетом этого комплектность должна быть примерно такой, как на рис. 9.

Насадка вставляется в конец гибкого вала, похожий на толстый фломастер. Другой конец гибкого вала подсоединяется к гравёру. Сам гравёр вешается на прикреплённый к столу струбциной штатив (штатив — это другое название стойки). Должно получиться примерно как на рис. 10.
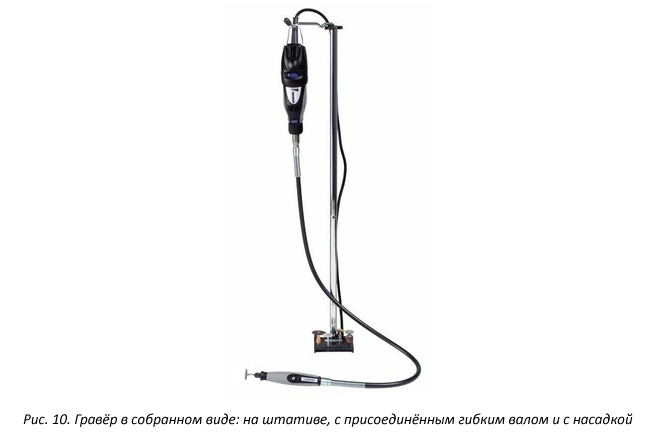
Теперь гравёр висит на штативе, в ваших руках легкий шнурочек, в рукоятку которого вставлена насадка. Шнурочек не стесняет свободы движений, и поскольку он лёгкий, рука не устаёт. Моторчик гравёра работает тихо, не греется и поэтому при необходимости может работать долго. Рукоятка гибкого шланга не вибрирует как массажёр, поскольку мы используем надежно закрепленную хорошо отцентрированную насадку.
Теперь всё готово к работе. Дерзайте!
С уважением и пожеланием всего самого доброго,
Наталья Балыкова
Ручные бормашины, которые чаще называют гравёры или дремели, позволяют выполнять внушительный спектр операций по обработке материалов разного рода. Однако полноценно реализовать потенциал такого инструмента невозможно без наличия соответствующей оснастки. Впрочем, разобраться в многообразии насадок для бормашин не составит особого труда.

Весь ассортимент оснастки для ручных бормашин можно разделить на три категории:
- Основная — предназначенная для работы по прямому назначению инструмента.
- Дополнительная — расширяющая возможности бормашины.
- Прочая, позволяющая повысить удобство работы, обеспечить повторяемость и технологичность обработки.
Каждый из видов оснастки имеет свои особенности выбора и использования, поэтому рассматривать их мы будем по отдельности.
Основная оснастка
Прямым назначением бормашин является съём материала с небольших участков детали по сложному профилю и форме. Это можно сделать разными способами, предварительно определив подходящие режимы обработки. Всего можно выделить две группы режимов: обработка резанием (фрезерованием) и шлифованием.

Насадки для фрезерования
Первый и наиболее обширный класс оснастки для бормашин — борфрезы различных типов. Всё их многообразие можно классифицировать по ряду признаков, из которых важнейшее практическое значение имеет размер и форма рабочей части. Наконечник бора может иметь игольчатую, сферическую, дисковую форму, а также иметь профиль языка пламени, цилиндра с прямым и скруглённым торцом, прямого и обратного конуса.
По исполнению борфрезы можно разделить на цельные твёрдосплавные, стальные (в том числе и с твёрдосплавным наконечником), а также алмазные:
- Цельные твёрдосплавные боры из карбида вольфрама предназначены преимущественно для больших съёмов материала, их основная рабочая поверхность — боковая. Эти фрезы обычно имеют достаточно крупный размер и рассчитаны на сохранение режущих свойств в течение длительного времени. Большой размер боров допускает большое разнообразие профиля боковой поверхности, что способствует качественной фасонной обработке пазов и канавок. Для цельного твёрдосплава крайне важен рисунок насечки режущих граней, их размер, форма и острота. Различают прямую, перекрёстную и спиральную насечки, которые способствуют максимально эффективному удалению стружки, в зависимости от того, какая часть фрезы используется в качестве рабочей и какой материал обрабатывается. Отдельная разновидность борфрез — копьевидные, служащие своего рода аналогом штихелей и однопёрых фрез, а также шипованные. Это крайне производительные наконечники для черновой выборки глубоких канавок и срезания кромок.

- Стальные боры с напайкой имеют общий недостаток — слабую устойчивость к боковым нагрузкам, следствием чего часто служит отламывание рабочей головки. Основная рабочая поверхность таких борфрез — торцевая, они предназначены для формирования глубоких канавок и пазов сложной формы. Напаек может не быть, что делает такую борфрезу непригодной для работы с плотными и твёрдыми материалами. Главное преимущество стальных боров — относительно малая стоимость при высокой долговечности, этот инструмент наиболее часто используется при изготовлении деталей из пластика и мягкой древесины.

- Алмазные боры — наиболее универсальный инструмент. Благодаря порошковой присыпке все поверхности такой насадки могут одинаково эффективно использоваться в качестве рабочих. Недостаток алмазных боров — малая производительность работы на низких оборотах, а также относительная недолговечность при обработке вязких и плавящихся материалов. Область применения алмазных боров — обработка натурального и искусственного камня, кости и твёрдых стальных сплавов. Долговечность алмазных боров определяется количеством слоёв алмазного напыления (1, 1,5, 2), а также степенью покрытия режущих частиц связующим (35–60%).

Большинство разновидностей режущей оснастки имеет стоматологическое происхождение, оттуда же позаимствована система обозначений. Боры различают по цветному пояску на зажимной части в зависимости от тонкости обработки. Твёрдосплавные боры и наконечники с зелёным пояском предназначены для быстрого съёма большого количества материала. Боры без цветового обозначения, а также с жёлтым и белым пояском имеют соответственно 8, 16 и 30 режущих граней. Цветовая маркировка используется и для алмазных борфрез: чёрные, зелёные и не имеющие маркировки наконечники имеют соответственно возрастающую зернистость для чернового съёма, а красные, жёлтые и белые — наименьший размер алмазного зерна для тонкой чистовой обработки.
Шлифовка и полировка
Второй тип обработки, на котором специализируются бормашины — абразивное шлифование. Отчасти к шлифовальной оснастке можно было бы отнести и алмазные борфрезы, однако в действительности при шлифовке происходит активная выработка рабочего органа, в то время как присыпка алмазного инструмента практически не осыпается.
Шлифовка с помощью бормашин применяется на заключительных этапах обработки и не предназначена для съёма значительных порций материала. Признаки, по которым различают оснастку для шлифовки, те же, что и у фрез: размер и форма рабочей части, а также чистота обработки.

Шлифовальные камни — наиболее распространённый вид насадок для грубой обработки несложных поверхностей. Дисковые камни используют для шлифовки наружных поверхностей, цилиндрические шарошки — для внутренних. Цвет камня определяет его зернистость, но общей классификации в этом вопросе нет, каждый производитель своевольно определяет маркировку. Насадки для шлифовки также существуют совершенно разнообразные и отличаются по ряду признаков:
- Исполнение цельное или на штанге-держателе. Принципиальная разница невелика: сменные камни просто выгоднее при больших объёмах работ, но в то же время могут наблюдаться серьёзные проблемы с центровкой. Рекомендуется использовать штанги и насадки одной серии, поскольку диаметры посадки практически всегда отличаются.
- По типу абразива. Существуют абразивные натуральные камни, электрокорунд и карбид кремния на полимерной связке, а также мелкозернистые абразивы, связанные резиной. Каждый тип абразива и связки применяется исключительно для ограниченного спектра материалов, указанных производителем.
- По размеру и форме — практически та же ситуация, что и с борфрезами. В этом плане выбор зависит исключительно от габаритов и типа обрабатываемой детали. К слову, большинство камней легко поддаются правке для придания нужного профиля.
- По наличию пластичности. Шлифовальные камни могут быть как абсолютно твёрдыми, так и немного упругими. Последнее свойство позволяет обрабатывать поверхности с мелкой фактурой, но микроскопические частицы связки могут сильно набиваться в поры обрабатываемого материала.

Также в эту категорию оснастки можно отнести полировальные насадки. Это диски, шарики и цилиндры из фетра, войлока или муслина. Обычно полировальные насадки сменные и используются в комплекте с посадочной штангой. Возможно крепление винтом или на конусную резьбу — в том нет принципиальной разницы. Такие насадки рассчитаны на работу с абразивными пастами: сухая полировка также возможна, но для таких материалов как дерево это часто оборачивается появлением прижогов.
Дополнительная оснастка
На штангах-держателях могут крепиться и другие виды обрабатывающих инструментов. В основном такую оснастку используют для грубых и подготовительных работ. Этот тип насадок мы специально вынесли в отдельную категорию: они совершенно недолговечны и скорее относятся к разряду расходных материалов.
Отрезные и заточные круги
На стандартной штанге с затяжным винтом могут крепиться отрезные и шлифовальные круги. Последние часто изготавливают собственноручно круглыми высечками из обычной абразивной бумаги. Отрезные круги устроены по тому же принципу, что и диски для УШМ, но большинство из них не имеют армирующего корда, из-за чего быстро сыпятся и крошатся при сильном нажиме. Алмазные отрезные диски — наиболее долговечный вид дополнительной оснастки, преимущественно их используют для резки камня и прочих твёрдых неплавких материалов.

Широко применяются цилиндрические шлифовальные головки лепесткового типа, а также цилиндрические зажимы для абразивных лент. Существуют также лепестковые шлифовальные диски, применяемые для зачистки сложных рельефных поверхностей. Особой популярностью пользуется металлические и полимерно-абразивные крацовки. Дисковая оснастка такого типа также может крепиться на штангах с винтовым зажимом.
Особенности выбора цанг и гибкого вала
Все описанные виды оснастки имеют стандартные диаметры хвостовика 1,6, 2,35, 3 и 6 мм. У некоторых производителей, таких как Dreamel и Proxxon могут применяться индивидуальные типоразмеры хвостовиков для некоторых видов насадок. Проблема несовместимости решается путём подбора цанг соответствующего диаметра или переходников. Особенно популярны удлинённые переходники для стоматологических режущих головок. Переходники нужно выбирать для каждой отдельно взятой бормашины, учитывая диаметр посадочного отверстия в шпинделе.

Для большего удобства работы могут быть использованы гибкие валы, обеспечивающие доступ рабочего органа в труднодоступные места. Практически все представленные на рынке гибкие валы имеют одинаковый спектр характеристик, отличаются только длина и диаметры присоединений. Так, гибкий вал одновременно может служить переходником под другой диаметр хвостовика. Гибкие валы рассчитаны в основном на работу с шлифовальной и вспомогательной оснасткой: работа с фрезами требует жёсткого соединения со шпинделем, в то время как сердечник вала обладает значительной радиальной упругостью.
Прочие приспособления
В заключение нашего обзора упомянем некоторые устройства, задача которых — облегчить работу и ещё сильнее расширить спектр возможностей инструмента. В первую очередь это касается стоек вертикальной подачи, позволяющих превратить бормашину в небольшой сверлильный станок.

Одним из наиболее популярных приспособлений для бормашин является опорная площадка для фрезеровки. Этот элемент нужно выбирать индивидуально под свою модель бормашины, ведь довольно часто у инструмента и оснастки не совпадает шаг и плотность резьбы. На фрезерных площадках перечень корпусных насадок не ограничивается: есть также пылеуловители, ограничители, разного рода упоры и кондукторы, но их приобретение или изготовление обычно связано с необходимостью выполнения какой-либо сложной обрабатывающей операции.


Отправить ответ