
Оборудование для ультразвуковой сварки
Содержание:
- 1 Содержание
- 2 Сущность [ править | править код ]
- 3 Преимущества [ править | править код ]
- 4 Недостатки [ править | править код ]
- 5 Оборудование [ править | править код ]
- 6 1. Ультразвуковая сварка металлов и ее разновидности
- 7 2, Оборудование для ультразвуковой сварки
- 8 Работа с пластиковыми деталями
- 9 Работа с металлическими деталями
- 10 Специфика применяемого оборудования
- 11 Выделение тепла
- 12 Преимущества и недостатки
- 13 Ограничения
| Ультразвуковая сварка | |
 |
Ультразвуковая сварка — сварка, источником энергии при которой являются ультразвуковые колебания.
Используется для сварки металлов, пластмасс, тканей, кожи, металлов со стеклом, полупроводниковыми материалами и др. Ультразвуковая сварка применяется при точечной, шовной и контурной сварке. При этом используются продольные и изгибные механические колебания. В 1969 году был собран первый полностью пластиковый автомобиль, детали которого сваривались ультразвуковой сваркой. [ источник не указан 1710 дней ]
Содержание
Сущность [ править | править код ]
Ультразвуковая сварка осуществляется при помощи непрерывно генерируемого ультразвука частотой 18-180 кГц. мощностью 0,01 — 10 кВт. Сварка происходит при одновременном воздействии на свариваемые поверхности механических ВЧ колебаний, внешнего давления, прикладываемого перпендикулярно к свариваемым поверхностям и теплового эффекта от ВЧ колебаний. Тепловое действие ВЧ ультразвуковых колебаний может сочетаться c дополнительным местным импульсным нагревом заготовок от отдельного внешнего источника теплоты.
При воздействии ВЧ колебаний происходит сухое трение частиц в свариваемых поверхностях. Под действием сухого трения разрушаются поверхностные плёнки (оксидные и их адсорбированных газов). Затем сухое трение сменятся на чистое трение, при котором образуются узлы схватывания. Образуются общие зерна, принадлежащие двум свариваемым поверхностям и общая граница между поверхностными зёрнами.
Типы сварных соединений металлов при ультразвуковой сварке: внахлёстку; по рельефам; с раздавливанием кромок; встык круглого элемента с плоским; крестообразное, круглых элементов; параллельное, круглых элементов; многослойных деталей и плёнок; угловое и др.
Преимущества [ править | править код ]
- сварка может производиться по загрязнённым поверхностям, поэтому нe требуется предварительная подготовка поверхностей — только обезжиривание;
- выделение теплоты в зоне сварки ограничено по размерам, что не допускает перегрев при сваривании пластмасс;
- неразъемного соединения при сварке пластмасс возможно на большом удалении от точки ввода УЗ энергии;
- сварка возможна в труднодоступных местах;
- отсутствие вредных выделений;
- малое время нагрева соединения до температуры сварки — доли секунды;
- допускается сварка очень тонких (до 0,001 мм.) листов.
Недостатки [ править | править код ]
![]()
- Необходимость использования дорогих генераторов ультразвука, однако с развитием силовой высокочастотной электроники стоимость генераторов ультразвука существенно снизилась;
- Мал диапазон толщин свариваемых материалов, однако подбирая форму свариваемых деталей можно добиться эффекта акустической линзы, фокусирующей ультразвук в зону сварки;
- Необходимость дополнительного внешнего сжатия деталей, однако для большинства других видов сварки пластмасс это тоже необходимое условие.
Оборудование [ править | править код ]
Для УЗ сварки используются машины, разделяющиеся на машины для точечной контурной прессовой сварки, шовной и шовно-шаговой сварки, переносные установки, такие как ручные пистолеты малой мощности. Мощность машин составляет 100 — 1500Вт. Используемая частота — 20-22 кГц.
Ультразвук в машинах возбуждается в электромеханических пьезоэлектрических преобразователях, хотя до 1980-х годов было более распространён магнитострикционный эффект. Для увеличения амплитуды УЗ колебаний используются трансформаторы упругих колебаний, волноводы, концентраторы. Коэффициент усиления таких элементов доходит до 5. Для процесса сварки на конце концентратора необходимо иметь УЗ колебание амплитудой около 10-50 мкм.
По состоянию на 2010-е годы оборудование для ультразвуковой сварки выпускается во многих странах, в том числе и в России.
В СССР выпускались серии машин МТУ-4, МТУ-1,5, УЗС, МС41-П2 и др., использующие УЗ колебания для сварки выводов микросхем.
1. Ультразвуковая сварка металлов и ее разновидности
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этим способом обеспечивается получение высоконадежных соединений, исключается общий разогрев изделия, можно соединять трудно свариваемые обычными методами сочетания материалов и т п.
Для получения механических колебаний высокой частоты обычно используется магнитострикционный эффект, состоящий в изменении размеров некоторых металлов и сплавов под действием переменного магнитного поля Для ультразвуковых преобразователей обычно используют чистый никель или железо-кобальтовые сплавы Для увеличения амплитуды смещения и концентрации энергии колебаний используют волноводы или концентраторы, которые в большинстве случаев имеют форму усеченного конуса Для сварки металлов достаточно иметь волноводы с коэффициентом усиления около 5, при этом амплитуда колебаний на конце волновода при холостом ходе должна быть 20. . .30 мкм.
Применяется несколько видов ультразвуковой сварки. Основной узел машины для выполнения точечных соединений с помощью ультразвука — магнитострикционный преобразователь (рис. 1) . Его обмотка питается током высокой частоты от ультразвукового генератора Охлаждаемый водой магнитострикционный преобразователь 1 изготовлен из пермендюра (К49Ф2), он служит для превращения энергии тока высокой частоты в механические колебания, которые передаются волноводу 7. На конце волновода имеется рабочий выступ 5. При сварке изделие 4 зажимают между рабочим выступом 5 и механизмом нажатия 3, к которому прикладывают усилие, необходимое для создания давления в процессе сварки.
Высокочастотные упругие колебания передаются через волновод 7 на рабочий выступ 5 в виде горизонтальных механических перемещений высокой частоты Длительность процесса сварки зависит от свариваемого металла и его толщины, при малых толщинах она исчисляется долями секунды.
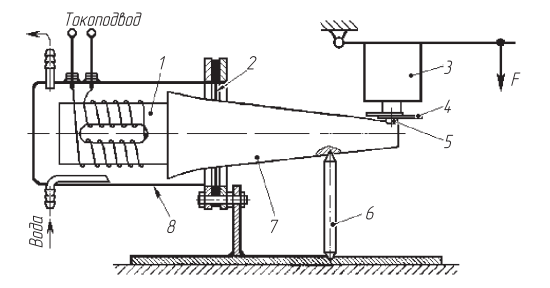
Рис. 1. Схема установки для точечной сварки ультразвуком: 1 — магнитострикционный преобразователь; 2 — диафрагма; 3 — механизм нажатия; 4 — изделие; 5 — выступ; 6 — маятниковая опора; 7 — волновод; 8 — кожух водяного охлаждения
Основные узлы машины для выполнения шовных соединений при помощи ультразвука (рис. 2): вращающийся магнитострикционный преобразователь 1 и волновод 3. Конец волновода имеет форму ролика 4. Детали 6, подлежащие соединению, зажимают между вращающимся роликом 4 волновода и холостым роликом 5. Высокочастотные упругие колебания передаются через волновод на ролик, который вращается вместе с волноводом. Изделие, зажатое между роликами, перемещается между ними, одновременно создается герметичное соединение.
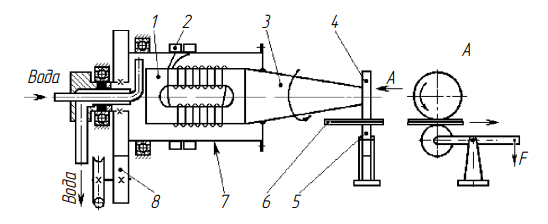
Рис. 2. Схема установки для роликовой сварки ультразвуком: 1 — магнитострикционный преобразователь; 2 — подвод тока от ультразвукового генератора; 3 — волновод; 4 — сваривающий ролик; 5 — прижимной ролик; 6 — изделие; 7 — кожух преобразователя; 8 — привод
Сварка по контуру обеспечивает получение герметичного шва самых сложных контуров. Простейший ее вид — сварка по кольцу.
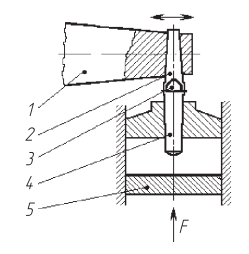
Рис. 3. Схема установки для ультразвуковой сварки по контуру: 1 — волновод; 2 — сменный полый штифт; 3 — свариваемое изделие; 4 — сменный прижимной штифт; 5 — прижимная опора
В этом случае в волновод вставляется конический штифт, имеющий форму трубки (рис. 3). При равномерном прижатии деталей к сваривающему штифту получается герметичное соединение по всему контуру
2, Оборудование для ультразвуковой сварки
Ультразвуковая сварка нашла наиболее широкое применение в микроэлектронике, в основном для приваривания токоотводов к интегральным схемам. Разработаны и выпускаются значительными сериями ультразвуковые машины для сварки. Они оснащены автоматическими устройствами, позволяющими в значительной степени увеличивать их производительность: автоматизированы подача проводников, сварка, обрезка проводников и т.п.
Рис. 4. Установка УЗС
Установки типа УЗС (рис. 4) и УЗС-2 предназначены для присоединения круглых (диаметром 0,03. . . 0,1 мм) и плоских проводников толщиной до 0,1 мм из пластичных металлов (золота, алюминия) к тонким золотым, алюминиевым и медным пленкам, напыленным на диэлектрические подложки.
Полуавтомат МС41П2-1 предназначен для соединения деталей микросхем в круглом и плоском корпусах ультразвуковой сваркой золотыми и алюминиевыми проводниками диаметром 20. . .25 мкм. Высокая производительность станка (до 800 сварок в час) обеспечивается автоматическими подачей и обрывом проволоки. В полуавтомате для повышения стабильности прочностных показателей использован сопутствующий подогрев.
Кинематическая схема полуавтомата МС41П2-1 приведена на рис. 5. Полуавтомат состоит из сварочной головки, кассеты с проволокой, ультразвукового генератора, блока регулирования температуры подогрева, манипулятора и микроскопа МБС-2.
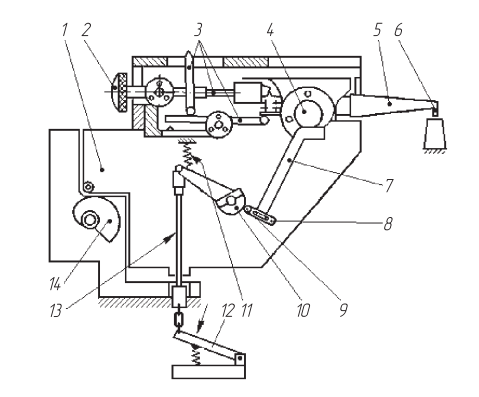
Рис. 5. Кинематическая схема полуавтомата МС41П2-1
Корпус сварочной головки 1 может перемещаться вертикально в направляющих. Ее подъем и опускание осуществляются кулачком 14. В установленном положении сварочная головка фиксируется стопором. Механическая колебательная система 5 укреплена в корпусе на оси 4. Поворот системы достигается с помощью кронштейна 7 от кулачка 10, который поворачивается от перемещения тяги 13 при нажатии на педаль 12. Обратный ход кулачка происходит под действием пружины 11. Начальное положение сварочного наконечника 6 относительно свариваемой детали регулируют перемещением ползуна 8 с роликом 9 в пазу кронштейна 7. Усилие сжатия регулируют винтом 2 механизма 3 давления.
Установка для ультразвуковой сварки с импульсным косвенным нагревом УЗСКН-1 (рис. 6) предназначена для изготовления полупроводниковых приборов, тонкопленочных и полупроводниковых интегральных схем. В ней использован комбинированный цикл — ультразвуковая сварка в сочетании с импульсным косвенным нагревом Установка предусматривает возможность как сварки комбинированным циклом с любой последовательностью импульсов ультразвука и нагрева и разной длительностью смещения моментов их включения, так и сварки только ультразвуком или только косвенным нагревом. Свариваемые элементы нагреваются за счет теплопередачи от сварочного инструмента (пуансона), нагреваемого импульсом проходящего через него тока промышленной частоты (50 Гц).
Для осуществления токоподвода для нагрева сварочного инструмента в установке УЗСКН-1 применена конструкция «расщепленного» преобразователя ультразвуковых колебаний: волновод разрезан на две равные части, между которыми расположен тонкий слой изоляции (рис. 7). Сварочный инструмент в виде V-образной иглы вставляется в отверстие на рабочем конце «расщепленного» волновода между его частями и зажимается винтом для обеспечения хорошего акустического и электрического контакта. На установке УЗСКН-1 можно приваривать круглые (диаметром 0,03. . . 0,1 мм) и плоские (толщиной до 0,05 мм) проводники из алюминия, золота, меди к контактным площадкам из золота, алюминия, меди, тантала, никеля, напыленным на диэлектрические полупроводниковые подложки.
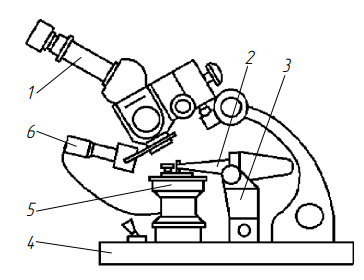
Рис. 6. Установка УЗСКН-1 для ультразвуковой сварки пленочных микросхем: 1 — объектив; 2 — магнитострик- ционный преобразователь; 3 — зажим; 4 — основание; 5 — столик; 6 — осветитель
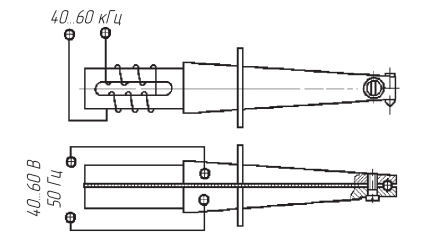
Рис. 7. Преобразователь ультразвуковых колебаний и нагревательный элемент установки УЗСКН-1
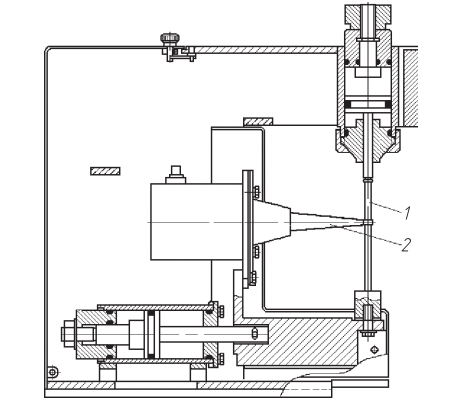
Рис. 8. Схема сварочной ультразвуковой машины МТУ-0,4
Акустический узел машин типа КТУ и МТУ (табл. 1) состоит из резонирующего стержня со сварочным наконечником 1 (рис. 8) и концентратора с магнитострикционным преобразователем 2 с обмоткой. Диаметр контактной площади наконечника определяется технологическими требованиями к сварной точке.
Сварочный наконечник изготовлен из высоколегированной стали, применение которой исключает налипание свариваемых металлов на наконечник и не требует зачистки даже после сварки 5-20 тыс. точек.
Технические характеристики машин типа МТУ и КТУ
| Характеристика | МТУ-0,4 | МТУ-1,5 | МТУ-4 | КТУ-1,5 |
| Мощность, кВт | 0,4 | 1,5 | 4,0 | 1,5 |
| Частота, кГц | 22,0 | 22,0 | 18,0 | 22,0 |
| Усилие сжатия, Н | 60. ..600 | 150.. .1500 | 50. . .5500 | 150.. .1200 |
| Толщина свариваемых металлов (медь), мм | 0,01.. .0,2 | 0,1.. .0,5 | 0,3. ..1,2 | 0,1.. .0,5 |
| Масса машины, кг | 76 | 82 | 105 | 80 |
| Производительность, точек в минуту | До 60 | |||
Широко используется ультразвуковая сварка для соединения деталей из термопластичных пластмасс. Например, упаковка продуктов в одноразовые герметичные пакеты может выполняться на установке «Гиминей-ультра-3», показанной на рис. 9, б, с помощью пьезоэлектрической ультразвуковой колебательной системы (рис. 9, а) .
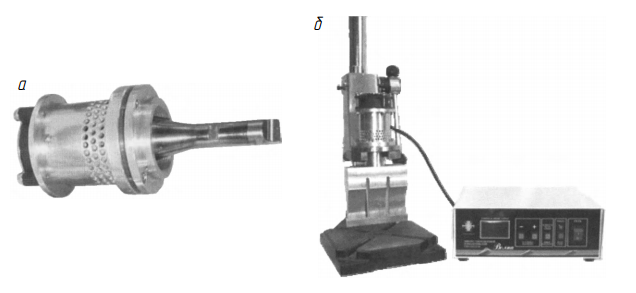
Рис. 9. Ультразвуковой аппарат «Гиминей-ультра-3»: а — пьезоэлектрическая ультразвуковая колебательная система; б — общий вид.
Опыт применения сварки ультразвуком выявил следующие преимущества этого способа:
- Происходит в твердом состоянии без существенного нагрева места сварки, что позволяет соединять химически активные металлы или пары металлов, склонные образовывать хрупкие интерметаллические соединения в зоне сварки
- Возможно выполнять соединения тонких и ультратонких деталей, приваривать тонкие листы и фольгу к деталям неограниченной толщины, сваривать пакеты из фольги
3. Снижены требования к чистоте свариваемых поверхностей, поэтому возможна сварка плакированных и оксидированных поверхностей и вообще сварка металлических изделий, поверхности которых покрыты различными изоляционными пленками.
- Небольшие сдавливающие усилия (98. ..2450 Н) вызывают незначительную деформацию поверхности деталей в месте их соединения, и вмятина, как правило, не превышает 5. . .10 % толщины.
Применяется оборудование малой мощности и несложной конструкции (если, например, для контактной точечной сварки алюминия толщиной 1 мм необходима машина мощностью 100. . .150 кВА, то при сварке ультразвуком аналогичного соединения — всего 2,5. . . 5 кВ • А).
Все чаще ультразвуковые колебания используются в различных сферах промышленной деятельности. При производстве сварочных работ, ультразвук позволяет повышать механические свойства швов, снижать уровень собственного напряжения материалов и их деформацию, которая наблюдается при традиционных сварочных работах.
Цикл проведения ультразвуковой сварки определяет применяемое оборудование, способ соединения и продолжительность импульса. Ультразвуковую сварку можно условно разделить на механическую и ручную, одностороннюю и двустороннюю, прессовую и непрерывную.

Работа с пластиковыми деталями
Ультразвуковая сварка пластмасс происходит за счет вызываемых искусственным путем механических колебаний, вызывающих нагрев в точке или зоне взаимодействия с материалом.
Сам процесс можно разделить на два этапа. На первом из них происходит нагревание материала, что приводит к диффузии в месте взаимодействия, а на втором образуются крепкие связи в свариваемых деталях, и за счет этого получается слитое, неразъемное соединение.
Как все происходит
Условно процесс ультразвуковой сварки можно разделить на следующие части:
- подключается генератор, способный выдавать электрические ультразвуковые колебания при частоте от 20000 Гц;
- применяется специальный преобразователь, который превращает сгенерированные ранее электрические колебания в продольные механические;
- перпендикулярно месту будущей точки сварки подключается волновод, который осуществляет продольные колебания;
- механическая энергия преобразовывается в волновую, материал переходит в текучее состояние за счет оказываемого статического давления (так обеспечивается надежная связь соединения);
- динамические усилия, прикладываемые к изделию, увеличивают температуру в месте нагрева.
 Ультразвуковая сварка пластика происходит по аналогичной схеме. Помимо этого можно соединять между собой и другие материалы (как разнородные, так и однородные), обеспечивая необходимый уровень температуры плавления.
Ультразвуковая сварка пластика происходит по аналогичной схеме. Помимо этого можно соединять между собой и другие материалы (как разнородные, так и однородные), обеспечивая необходимый уровень температуры плавления.
Ключевым моментом при таких работах является надежность и стабильность технологического процесса. Именно с этой целью для каждого случая проведения ультразвуковой сварки пластмасс оптимальный режим определяется отдельно.
Особенности
Основные особенности данного вида сварки состоит в том, что соединения возможно выполнять в самых труднодоступных точках изделий. Не имеет значения, в каком состоянии находится поверхность продукта (чистая или загрязненная). Исключается вероятность перегрева пластмассы за счет локального выделения тепла.
Надежные неразъемные соединения получаются даже на большом отдалении от точки ввода ультразвуковой энергии. Низкое время нагрева материала обеспечивает быстроту проведения сварки.
Работа с металлическими деталями
 Благодаря легкости применения, ультразвуковая сварка металлов в последнее время начинает применяться все чаще. Есть у нее и ряд ряду преимуществ над контактной и холодной сваркой. Она является чрезвычайно полезной и при работе с микроэлектроникой.
Благодаря легкости применения, ультразвуковая сварка металлов в последнее время начинает применяться все чаще. Есть у нее и ряд ряду преимуществ над контактной и холодной сваркой. Она является чрезвычайно полезной и при работе с микроэлектроникой.
Данная технология имеет некоторые схожие особенности с холодной сваркой сдвигом. Неразъемная связь металлов возникает за счет одновременного воздействия механических колебаний повышенной частоты и небольшого уровня сдавливающих усилий.
Ультразвуковую сварку металлов можно производить при более низком уровне температур, что дает возможность без ущерба соединять термочувствительные элементы.
Она позволяет сваривать между собой детали разной толщины и разнородности (например, сварить медь и алюминий, алюминий и никель и т.п.). Прочность, получаемая таким способом, достигает порядка 70% от прочности самого материала.
Металлические изделия можно также сваривать с композиционными, керамическими, стеклянными материалами, полупроводниками. Не менее успешно свариваются тугоплавкие металлы.
Специфика применяемого оборудования
 Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Мощность таких машин колеблется в диапазоне от 100 до 1500 Вт, а работают они чаще всего на частоте 20000 – 22000 Гц.
Ключевым элементом конструкции оборудования можно назвать электромеханическую колебательную систему. Ее основным назначением является преобразование задаваемых генератором электрических колебаний в механические при неизменной частоте. Данная система определяет уровень и способ передачи энергии к точке сварки, устанавливает скорость осуществляемых колебаний.
Преобразователь
Важной частью ультразвукового аппарата для сварки является магнитострикционный преобразователь. Обычно его выполняют двухстержневым, используя для этого тонкие металлические пластины из магнитострикционного материала, что позволяет снизить потери.
Наиболее оптимальными материалами, из которых делают преобразователи, считаются сплавы железа и кобальта. Также достаточно часто для комплектации пакетов в магнитострикционных преобразователях используется никель.
Он обладает всеми необходимыми для этого свойствами (достаточное удлинение, высокая прочность, меньше подвержен коррозии и его легко паять). Обычно для охлаждения этого элемента используется проточная вода.
Трансформатор
 Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Он позволяет повысить частоты колебаний на выходе волновода. Чаще всего применяются ступенчатые трансформаторы, которые обладают высоким коэффициентом усиления (от 4 до 6).
Волновод-инструмент усиливает частоту сдвига выходного торца трансформатора и передает энергию к точке, в которой проводится сварочная работа. Его рабочая поверхность исполняется в той форме, которая оптимально подходит для свариваемой детали и типа применяемой ультразвуковой сварки.
Материал, который применяется для выполнения волновода и трансформатора, обязан иметь хорошие свойства упругости, низкую степень затухания, хорошую степень обрабатываемости с применением резания.
Не менее важной составной частью ультразвуковой машины является и опора. Она применяется с целью фиксации деталей при проведении сварочных работ. Иногда она может использоваться как элемент для нагрева и охлаждения, выполняться в виде датчика для более точного контроля над процессом сварки. Этот элемент оборудования должен иметь возможность для перемещения, для чего используется автоматический привод.
Выделение тепла
При проведении ультразвуковой сварки выделяется тепло в точке воздействия аппарата. Это происходит за счет образования трения между поверхностями контактируемых материалов, а так же за счет пластических деформаций, без которых любая сварка не обходится.
На повышение температуры в месте сварки влияет твердость материала, его тепловая емкость и тепловая проводимость. Особое влияние на нагрев оказывает режим сварки.
Стоит отметить, что рост температуры при ультразвуковой сварке сильно не сказывается на качестве соединения. Практические исследования показали, что наивысший уровень прочности достигается раньше, чем максимальная температура при этом процессе.
Если предварительно прогреть изделие, то это позволит уменьшить время пропускания ультразвуковых колебаний и приведет к повышению прочности получаемого при сварке соединения.
Преимущества и недостатки
 При использовании данного вида сварки наблюдается высокий уровень производительности и низкий уровень затрат, напряжение не подводится непосредственно к точки сваривания, что позволяет избежать радиопомех.
При использовании данного вида сварки наблюдается высокий уровень производительности и низкий уровень затрат, напряжение не подводится непосредственно к точки сваривания, что позволяет избежать радиопомех.
Появляется возможность выполнять швы в разнообразных условиях и разных масштабов, совмещать несколько процедур (сваривать в одной точке и резать в другой). Если правильно подобрать режим сварки, то место соединения будет незаметно, кроме того, нет необходимости применять какие-то дополнительные реактивы или приборы.
По сравнению с вышеперечисленными плюсами ультразвуковой сварки, недостатки не выглядят так критично. Низкая мощность сварки вызывает необходимость использовать двухсторонний способ подвода энергии. Также нет возможности контролировать качество шва на достаточном уровне.
При выполнении сварочных работ своими руками нужно использовать табличные данные, в которых указаны все необходимые параметры, которые нужны для высококачественной ультразвуковой сварки.
Ограничения
Самым главным ограничением, на которое стоит обратить внимание, является размер изделий, свариваемых таким способом. Он не должна составлять более 250 мм (в длину, ширину, высоту).
Требование к размерам связано с тем, что выходная мощность датчика имеет свои пределы, нет возможности выдавать слишком большую мощность ультразвуковых волн, а так же с проблемами при контроле амплитуды колебаний.
Материалы, для соединения которых применяют ультразвуковую сварку, должны быть сухими. Иными словами иметь содержание влаги в них должно быть минимальным, иначе лучше использовать вибрационную сварку.
Для крепления толстостенных деталей не имеет смысла применять ультразвуковую сварку. Хотя бы один из соединяемых элементов должен быть легким, поскольку он поглощает в себя большое количество энергии.


Отправить ответ