
Обозначение прерывистого шва с шагом
Содержание:
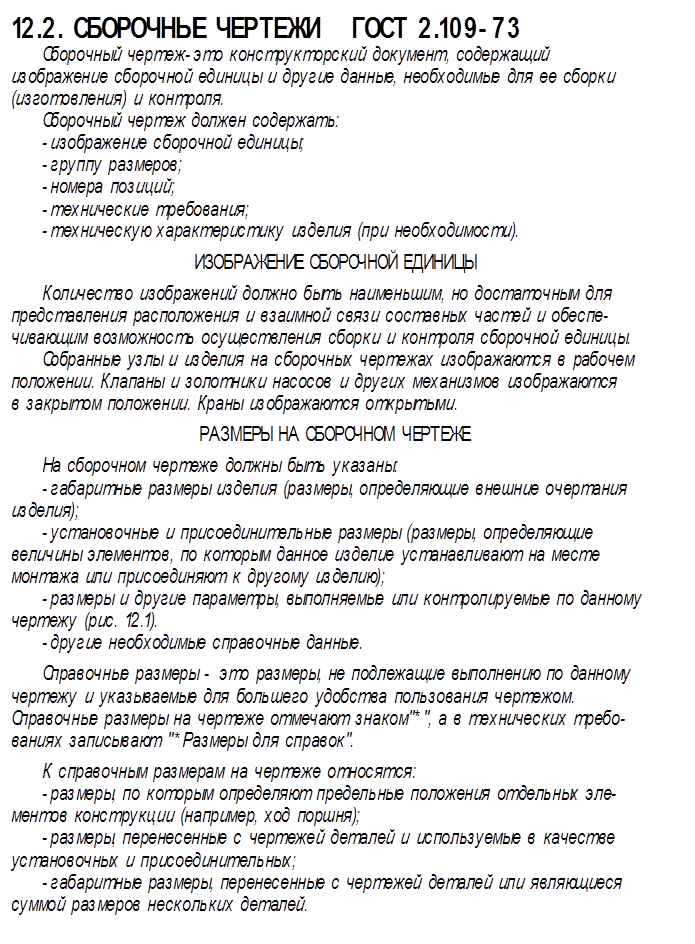
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.

Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.

Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.

Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.

Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.

Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.

Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.

Изображение сварных швов на чертеже
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности. Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.

Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.
Вспомогательные знаки

Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.

К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.

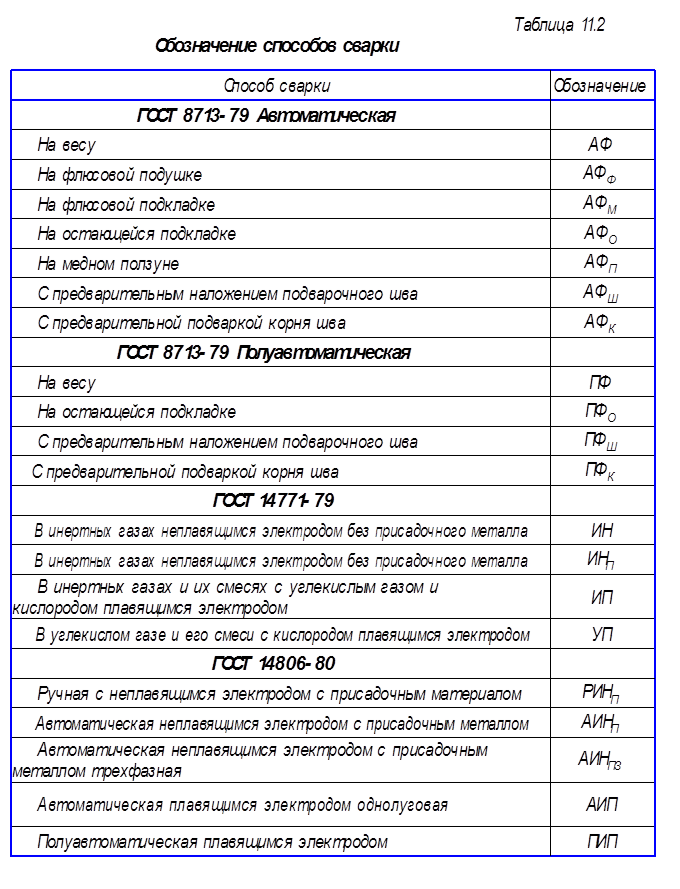
Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1

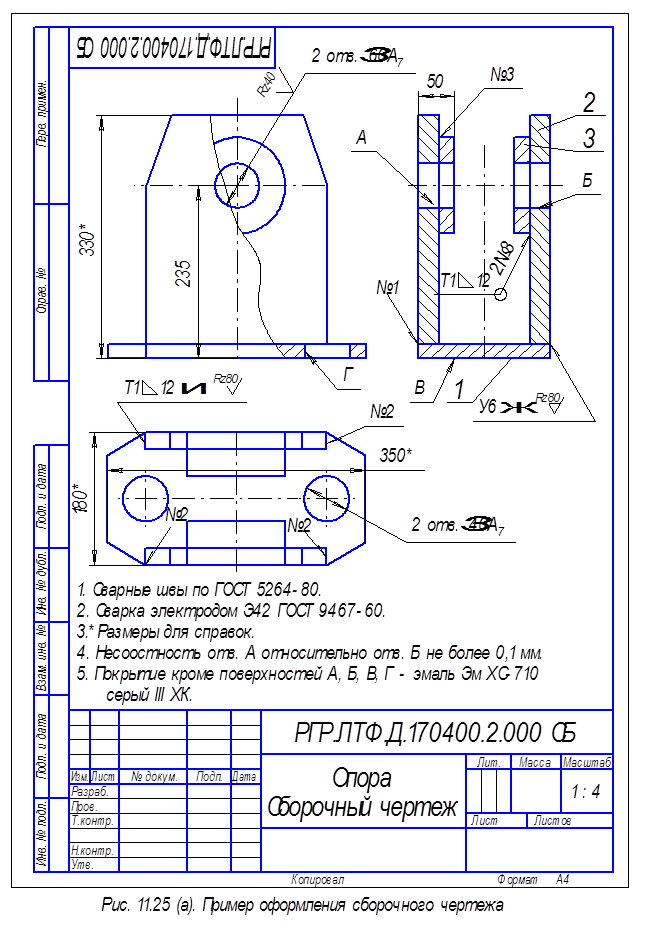
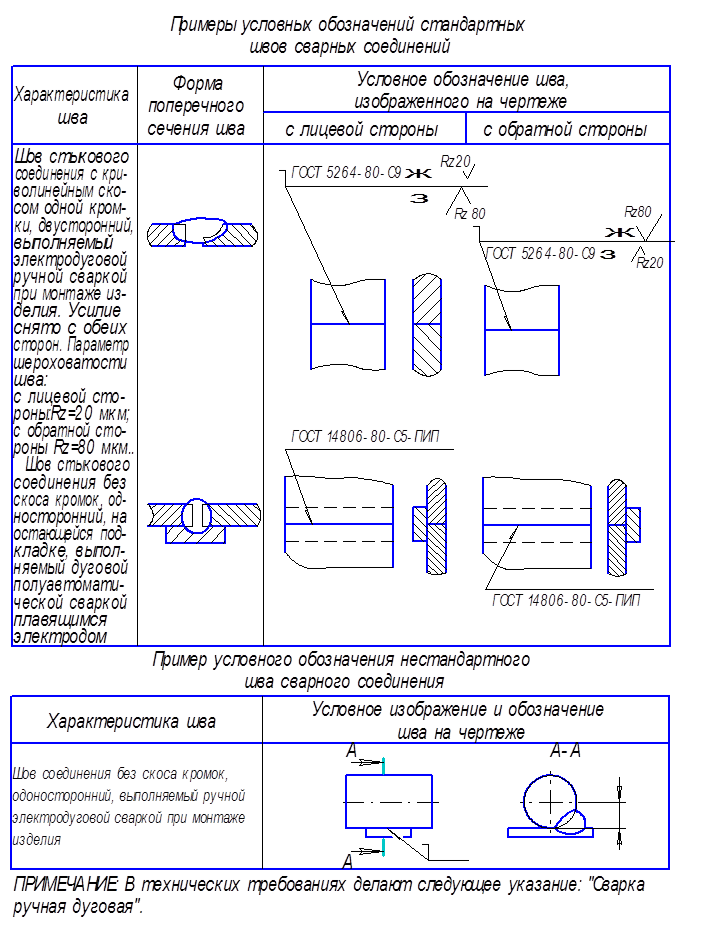
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3

Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4


В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5

В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
Под сваркой понимают процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластического) состояния (без применения или с применением механического усилия).
Самым распространенным способом сварки металлов является электродуговая сварка, при которой для местного расплавления свариваемых изделий используется тепловой эффект вольтовой дуги.
Газовая сварка применяется в основном для соединения тонколистового материала, тонкостенных труб, а также в ремонтном деле.
Сварными соединениями называют совокупность деталей, соединенных сварным швом. Они разделяются на следующие виды (рис. 11.1):
а) стыковые; б) угловые; в) тавровые; г) внахлестку.
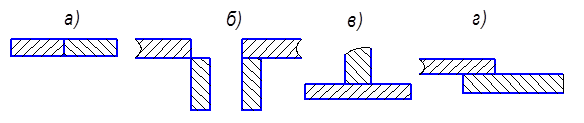
Рис. 11.1. Виды сварных соединений
Сварным швом называют затвердевший после расплавления металл, соединяющий сварные детали. Они разделяются по протяженности шва, положению в пространстве, внешней форме шва, числу проходов, характеру выполненного шва, форме подготовленных кромок.
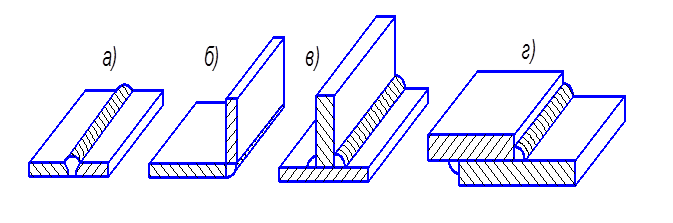 Рис. 11.2 Виды сварных швов
Рис. 11.2 Виды сварных швов
По протяженности сварные швы могут быть непрерывными (рис. 11.2) и прерывистыми (рис. 11.3). Прерывистые швы подразделяются на: а) тавровые; б) внахлестку; в) односторонние; г) цепные; д) шахматные. Длина провариваемого участка прерывистого шва 20-60 мм (или определяется расчетом). Расстояние, или шаг прерывистого шва, выбирают из соответствующего ГОСТа или рассчитывают.
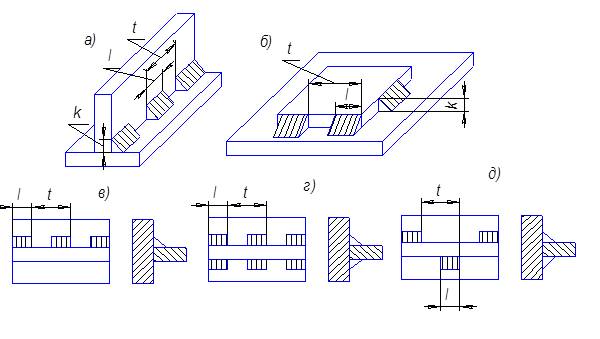
Рис. 11.3. Виды сварных швов
По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные (рис. 11.4). Нижние швы выполняют на горизонтальных поверхностях, горизонтальные и вертикальные — на вертикальных (по горизонтали и вертикали), потолочные — под изделием.
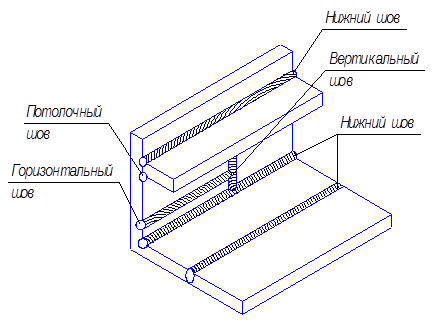
Рис. 11.4. Пространственное положение сварных швов.
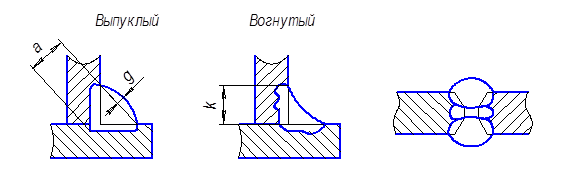
По внешней форме сварные швы разделяют на швы выпуклые и вогнутые. Выпуклый шов, имеющий увеличенную высоту по сравнению с расчетной, называется усиленным, а вогнутый — облегченным (рис. 11.5).
Для швов угловых и тавровых соединений, а также соединений внахлестку характерным размером является размер катета поперечного сечения шва, обозначенный на рис. 11.5 буквой К.
По числу проходов сварные швы разделяются на однопроходные или многопроходные в зависимости от количества проходов сварочной дуги (рис. 11.6).
| Рис. 11.5. Катет сварного шва | Рис. 11.6. Многопроходный шов. |
Характер шва зависит от толщины свариваемых деталей, технических условий сварки и может быть односторонним или двусторонним. Форма подготовки кромок зависит от толщины свариваемых деталей, положения шва в пространстве и других данных. Для обеспечения провара при ручной сварке и для формирования шва при автоматической сварке выполняют скос кромок. Угол скоса кромки определяется по соответствующему стандарту.
ГОСТ 5264-80 (Ручная дуговая сварка), ГБОСТ 8713-79 (Сварка под флюсом), ГОСТ 14771-76 (Дуговая сварка в защитном газе) устанавливают основные типы, конструктивные элементы и размеры сварных соединений из сталей и сплавов на железоникелевой и никелевой основах.
ГОСТ 14806-80 (Дуговая сварка алюминия и алюминиевых сплавов в инертных газах) распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей 0,8-60,0 мм, а также устанавливает основные типы, конструктивные элементы, размеры кромок и сварных швов.
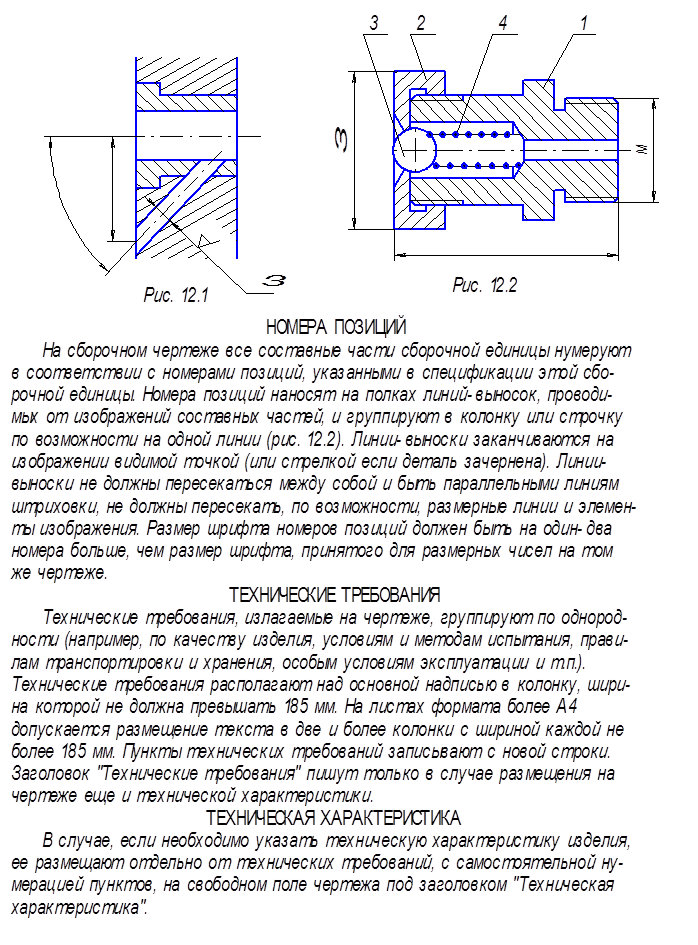
ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ
Для производства сварочных работ на чертежах должны быть указаны места расположения сварных швов, условное обозначение стандартного шва или одиночной сварной точки, при нестандартном сварном шве его размеры.
Эти сведения даются в условных изображениях и обозначениях швов сварных соединений согласно ГОСТ 2.312-72. Для указания места шва сварного соединения применяют линию-выноску с односторонней стрелкой, которая вычерчивается сплошной тонкой линией толщиной (S/2) — (S/3), но не тоньше 0,3 мм для чертежей, выполняемых карандашом. Линия-выноска выполняется под углом 30-60° к линии шва.
Форма и размер односторонней стрелки соответствуют половине размерной стрелки. К линии-выноске присоединяют горизонтальную черту (полку) такой же толщины. На черте и под ней проставляются обозначения шва сварного соединения (рис. 11.7).
В случае необходимости допускается излом линии-выноски (рис. 11.8).

| Рис. 11.7. | Рис. 11.8 |
Швы сварных соединений независимо от способа сварки условно изображают сплошной линией, если шов видимый, и штриховой линией, если шов невидимый (рис. 11.9).
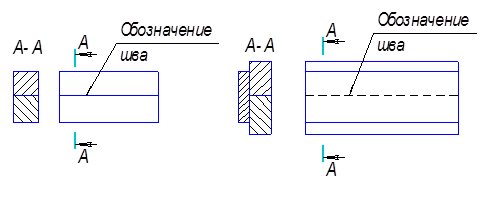
Рис. 11.9. Изображение сварных швов на чертеже.
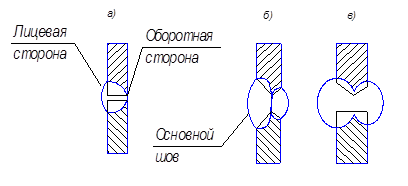
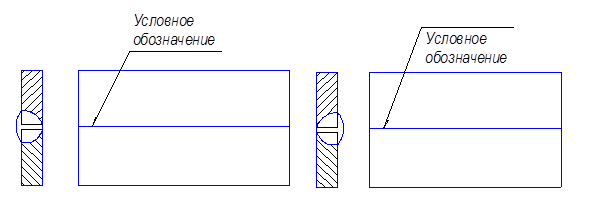
В швах сварных соединений различают лицевую и оборотную стороны. Сторона одностороннего шва, с которой производят сварку, считается лицевой (рис. 11.10, а). За лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва (рис. 11.10, б), с симметрично подготовленными кромками — любую сторону (рис. 11.10, в). В зависимости от положения линии-выноски на чертеже, т.е. проведения ее от лицевой или оборотной стороны, условное обозначение шва может быть нанесено на черте линии-выноски или под ней (рис. 11.11).
Условные обозначения швов сварных соединений включают:
1. обозначение стандарта на типы и конструктивные элементы швов;
2. буквенно-цифровое обозначение шва;
3. условное обозначение способа сварки;
4. знак и размер катета;
5. размер длины привариваемого участка, знаки расположения швов, если швы прерывистые, и т.п.;
6. вспомогательные знаки.
Обозначение стандарта на типы и конструктивные элементы швов принимается в зависимости от способа сварки изделия.
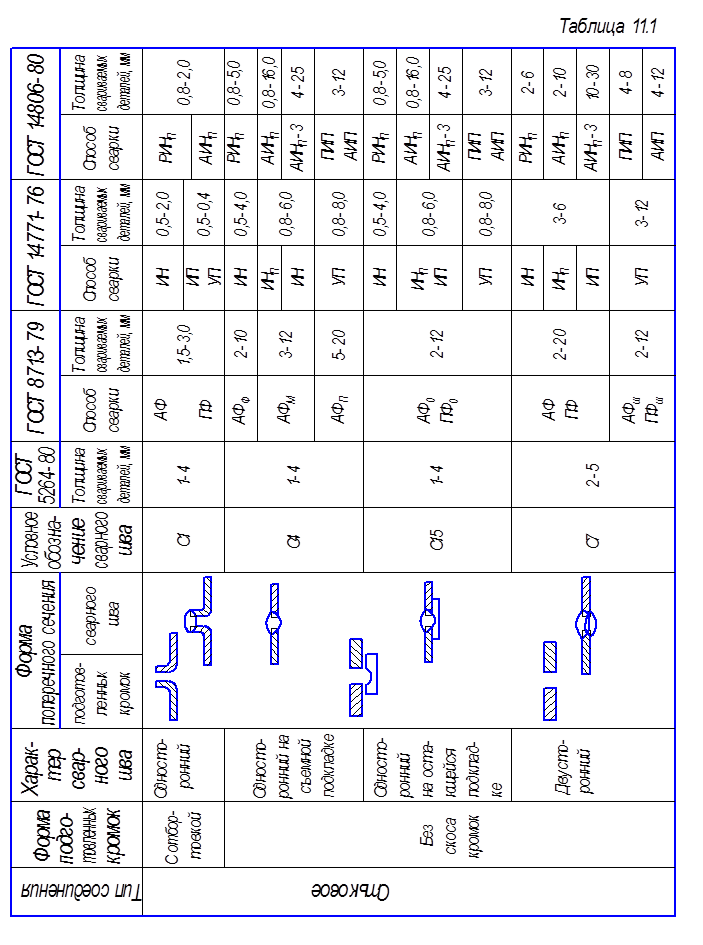
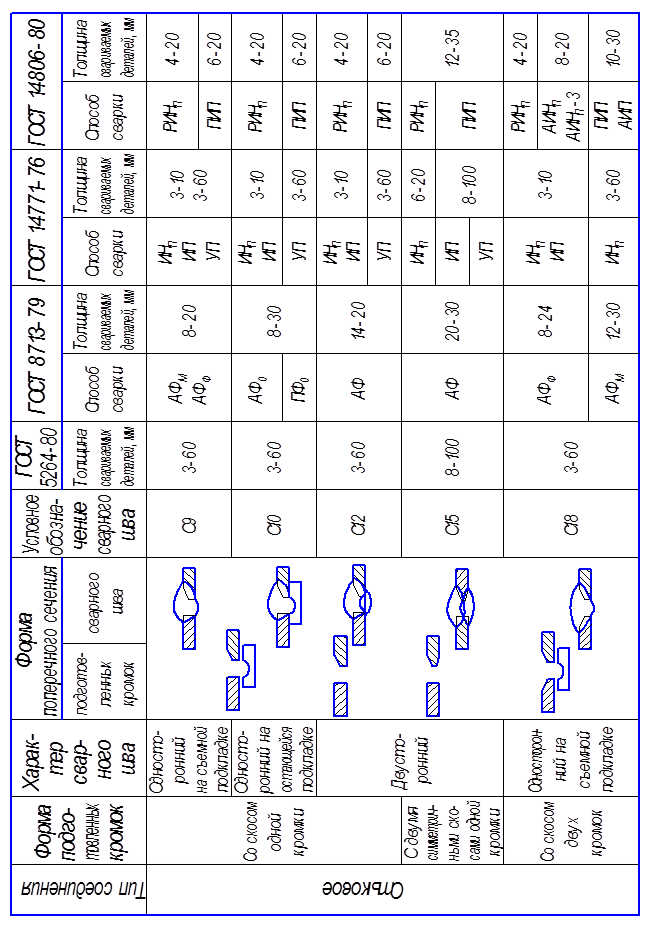
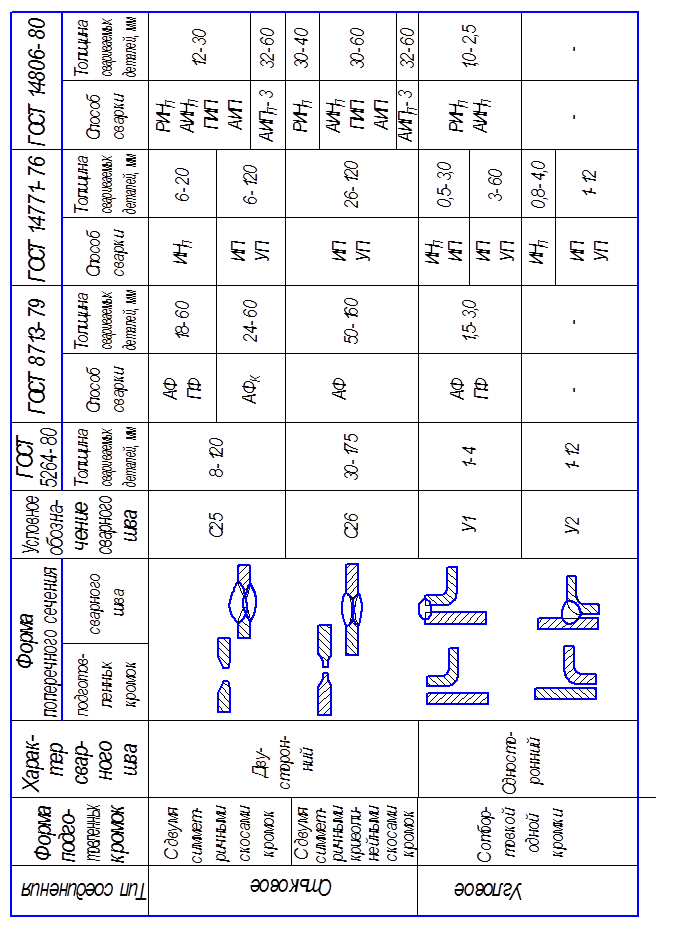
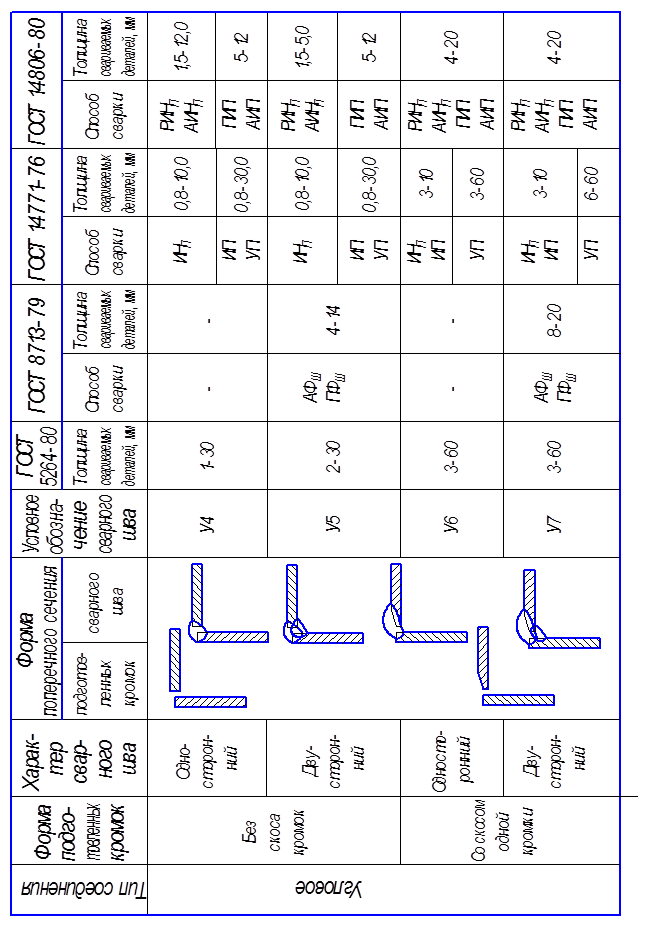
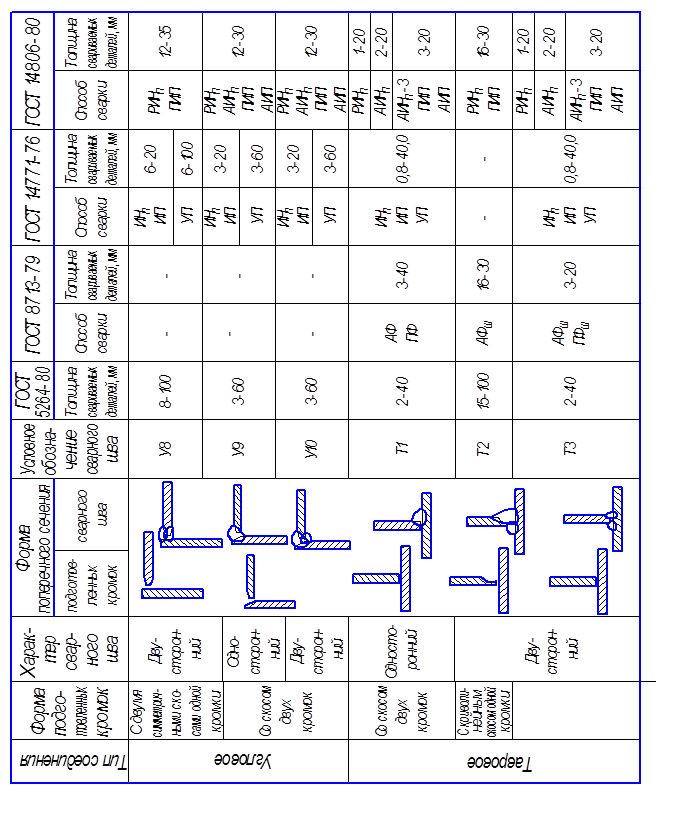
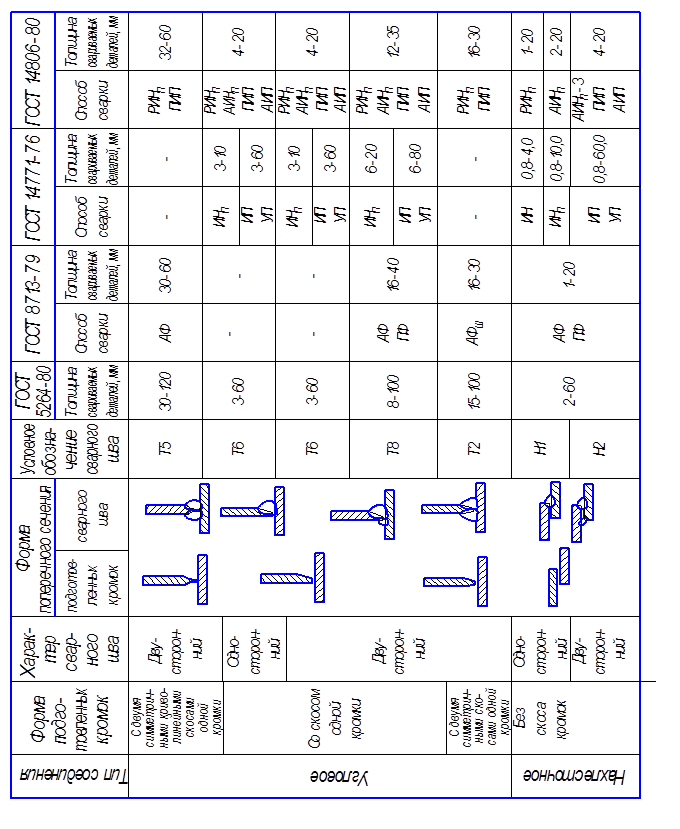
Тип соединения, форма подготовки кромок, характер сварного шва, форма поперечного сечения, условное обозначение сварного шва, толщина свариваемых деталей, способ сварки по ГОСТ 5264-80, 8713-79, 14771-76, 14806-80 приведены в таблице 11.1. Обозначения способов сварки приведены в таблице 11.2.
Условное обозначение способа сварки (буквенное): полуавтоматическая — П, автоматическая — А. Знак катета представляет равнобедренный треугольник и применяется при обозначении катета шва в угловых, тавровых соединениях и соединениях внахлестку. Высота треугольника и других вспомогательных знаков не должна превышать высоты букв и цифр, применяемых в условном обозначении. Выполняется сплошной тонкой линией. Для букв и цифр рекомендуется шрифт размером 5 мм при высоте размерных чисел на этом же чертеже 3,5 мм.
Схема условного обозначения стандартного шва приведена на рис. 11.12. Из схемы видно, что вспомогательные знаки «шов по замкнутой линии» и «шов выполнить при монтаже изделия» располагают на изломе линии-выноски и ее черты.
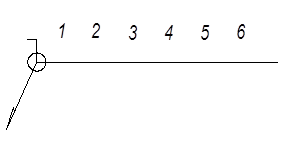
Рис. 11.12. Схема условного обозначения сварного шва.
Вспомогательные знаки «усиление шва снять», «наплывы и неровности шва обработать с плавным переходом к основному металлу», «шов по замкнутой линии» располагаются на последнем месте.
Если шов прерывистый или точечный с цепным или шахматным расположением, то знаки расположения швов (1, Z) и другие данные проставляют после знака треугольника и размера катета.
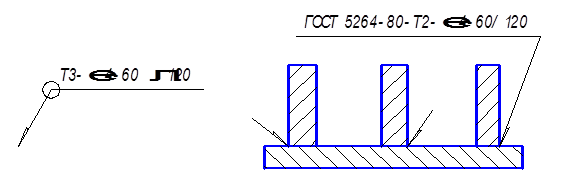
На рис. 11.13 приводится условное обозначение шва таврового соединения, без скоса кромок, двустороннего, прерывистого, с шахматным расположением, выполняемого ручной электродуговой сваркой по замкнутой линии. Катет шва 4, длина привариваемого участка 60, шаг 120 мм.
На рис. 11.14 приведен пример обозначения шва соединения внахлестку, без скоса кромок, одностороннего, выполняемого дуговой полуавтоматической сваркой в защитных газах. Катет шва 5 мм, шов по незамкнутой линии.

| Рис. 11.13. | Рис. 11.14. |
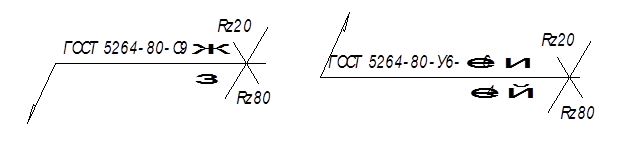
На рис. 11.15 приведен пример обозначения стыкового соединения, с односторонним скосом одной кромки, выполненного дуговой ручной сваркой, усиление шва снято с обеих сторон. Шероховатость поверхности шва с лицевой стороны Rz 20, с оборотной — Rz 80.
На рис. 11.16 приведен пример обозначения углового соединения, без скоса кромок, двустороннего, выполненного электродуговой ручной сваркой, катетами шва 6 и 4 мм; наплывы и неровности шва обработаны с плавным переходом к основному металлу. Шероховатость поверхности шва с лицевой стороны Rz 20, с оборотной — Rz 80.
| Рис. 11.15. | Рис. 11.16. |
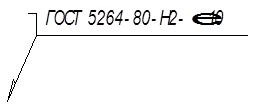
На рис. 11.17 приведен пример обозначения шва соединения внахлестку, без скоса кромок, одностороннего, выполненного электродуговой ручной сваркой при монтаже изделия. Катет шва 10 мм.
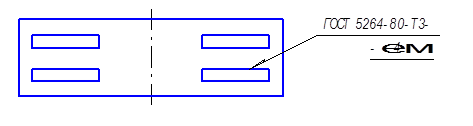
Если на чертеже имеются одинаковые швы, обозначения наносят у одного из них, а от изображений остальных проводят линии-выноски, на полках которых проставляют присвоенный им один порядковый номер (рис. 11.18).
Порядковый номер на полке линии-выноски, проведенной от изображения шва, указывает на отсутствие обозначения с лицевой стороны, под полкой — на отсутствие обозначения с оборотной стороны. Швы считаются одинаковыми, если одинаковы их типы, размеры конструктивных элементов, условные обозначения, к ним предъявляют одни и те же технические требования.
УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ
1. При наличии на чертеже швов, выполняемых по одному стандарту, обозначение стандарта указывают в технических требованиях к чертежу записью, например: «Сварные швы по ГОСТ 5264». В этом случае обозначение сварного шва, изображенного на рис. 11.13, примет вид — рис. 11.19.
2. Допускается не присваивать порядковый номер одинаковым швам, если все они на чертеже изображены с одной стороны (лицевой или оборотной). В этом случае швы, не имеющие обозначения, отмечают линиями-выносками без полок, а на линии-выноске, имеющей полку, можно указать также количество одинаковых швов (рис. 11.20).
| Рис. 11.19. | Рис. 11.20. |
3. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, допускается эти швы отмечать только у одного из изображений, причем предпочтительно у изображения с номером позиции (рис. 11.21).
4. На чертеже симметричного изделия допускается отмечать линиями-выносками и обозначать швы только на одной половине симметричного изображения (рис. 11.22).
5. Указание по сварке допускается производить записью в технических требованиях чертежа, если эта запись однозначно определяет место сварки, типы швов и размеры их конструктивных элементов, например: «Сварные швы по ГОСТ 5264-80-У5-D6». В этом случае на чертеже линии-выноски отсутствуют.
6. Одинаковые для всех швов (или группы швов) требования приводят один раз в технических требованиях к чертежу.
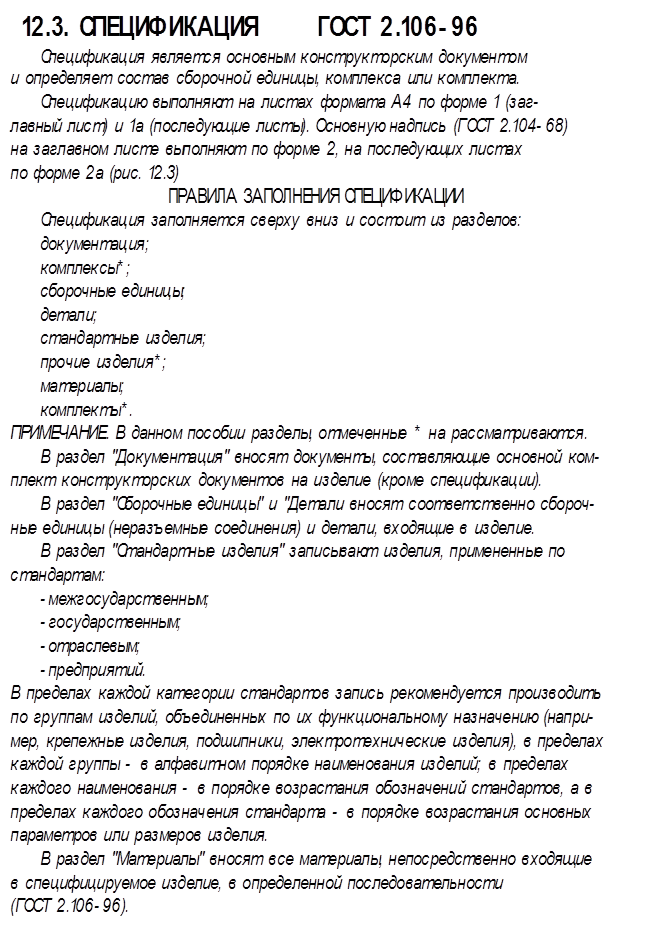
ОФОРМЛЕНИЕ СБОРОЧНОГО ЧЕРТЕЖА
Оформление сборочных чертежей сварных конструкций аналогично оформлению сборочных чертежей разъемных соединений. Отметим некоторые особенности.
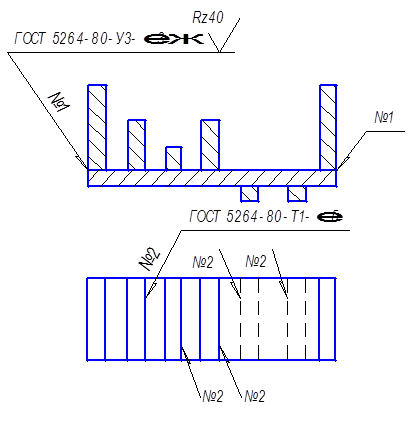
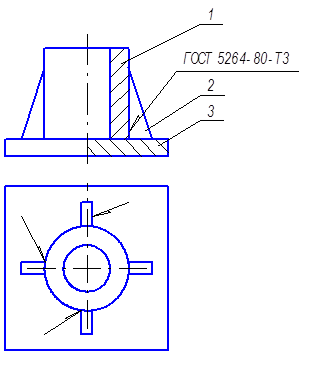
При изображении в разрезе или сечении сварной конструкции детали соединения должны штриховаться в разных направлениях при условии выполнения ее только из сварных деталей (рис. 11.23).
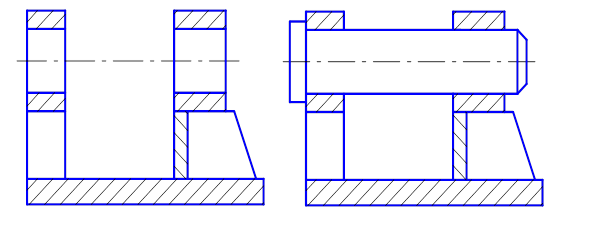
| Рис. 11.23 | Рис. 11.24 |
При изображении сварной конструкции совместно с другими деталями в разрезах и сечениях она штрихуется как монолитная деталь, при этом разделяющие линии остаются (рис. 11.24). На чертеже сварной сборочной единицы указывают размеры, необходимые для сварки изделия, и размеры, по которым обрабатывается изделие после сварки. Необходимо также определить и обозначить вид сварного соединения и типы сварных швов.
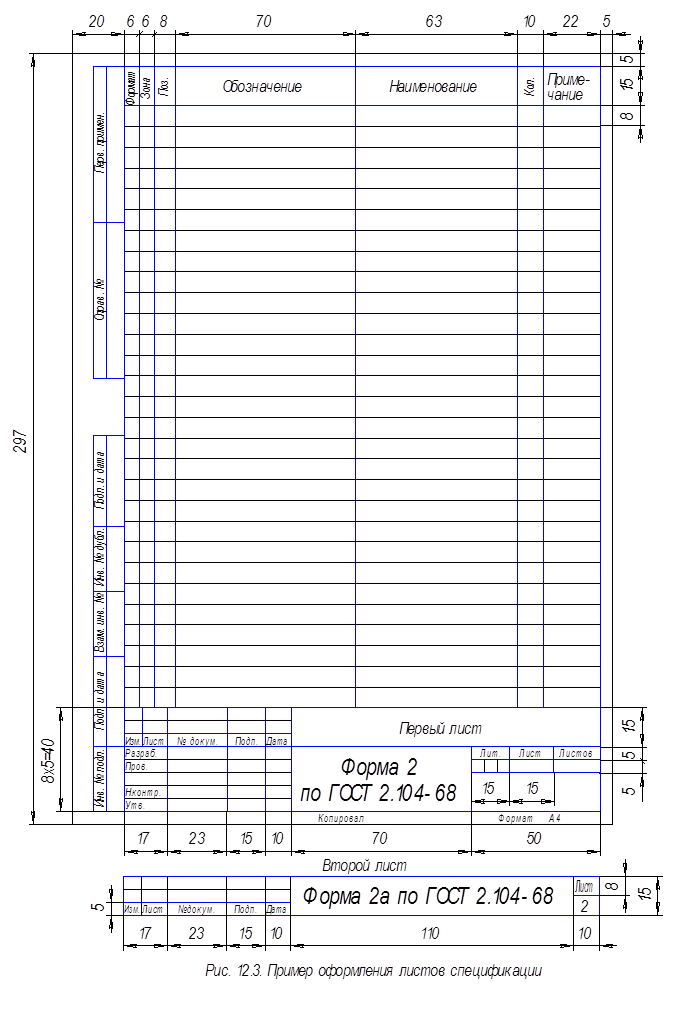
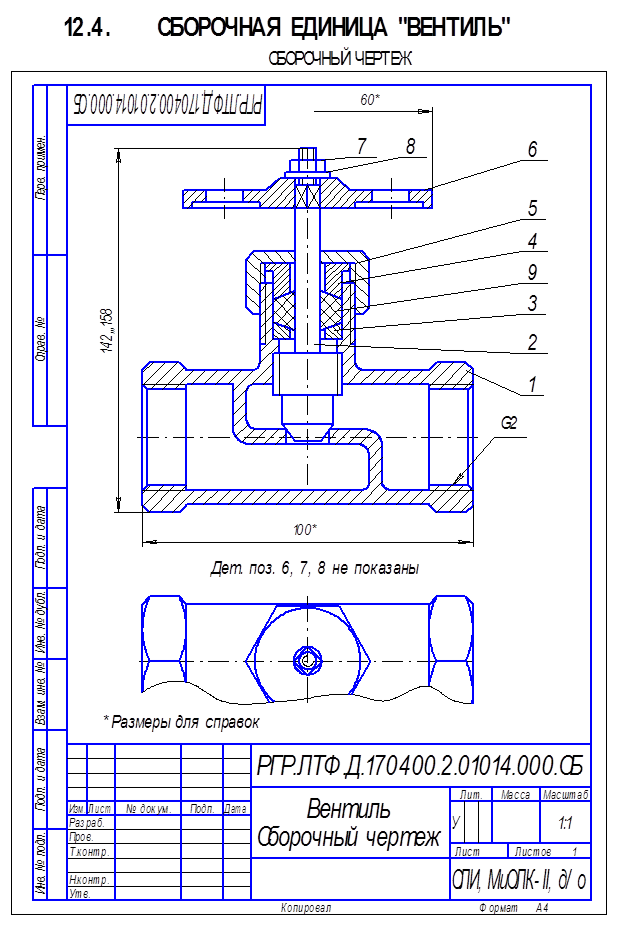
На рис. 11.25 (а) приводится пример оформления сборочного чертежа сварной сборочной единицы.
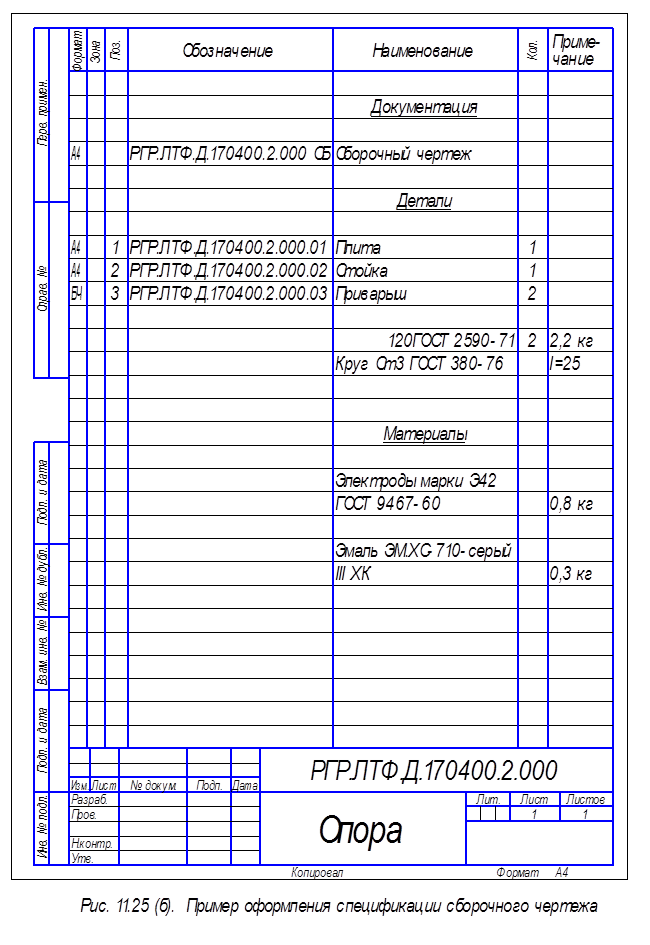
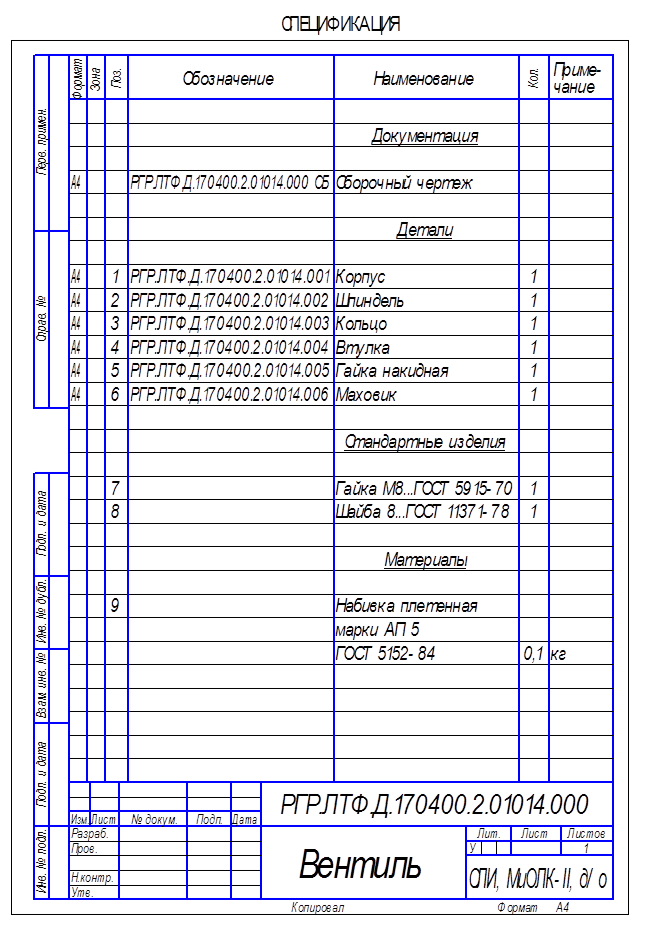
На рис. 11.25 (б) приведен пример оформления спецификации к сборочному чертежу сварного узла.
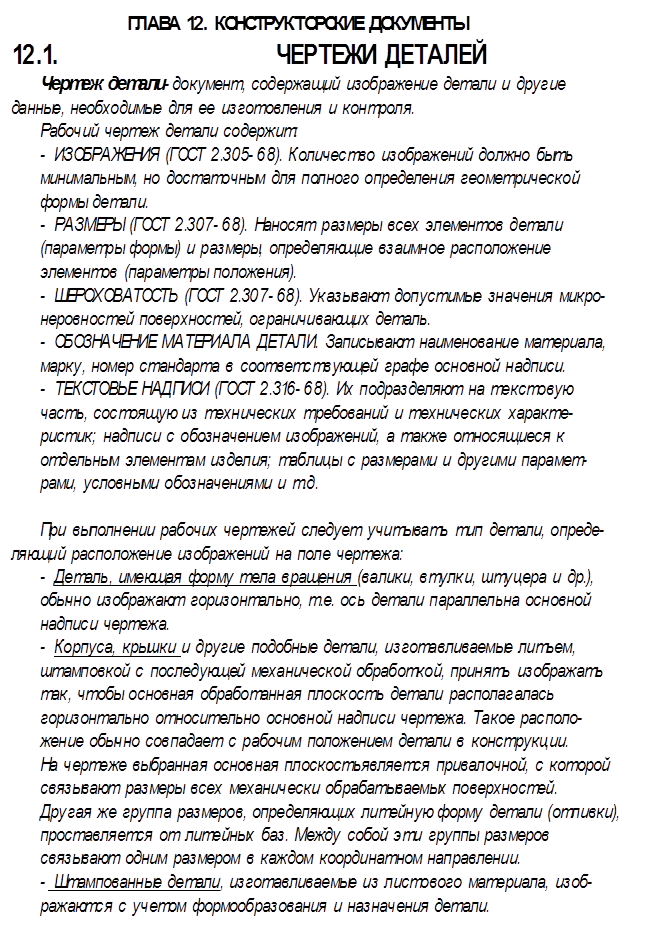
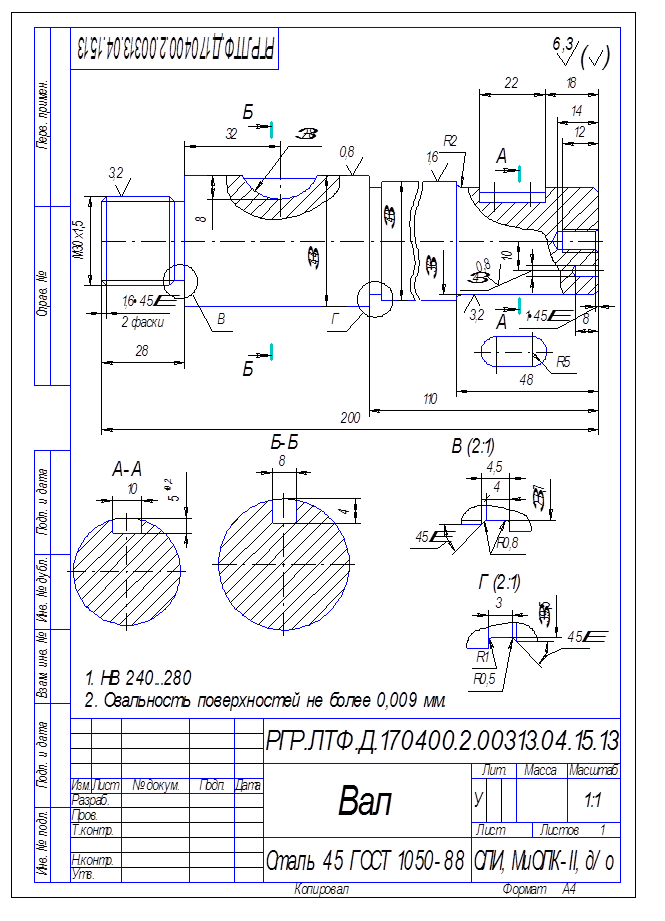
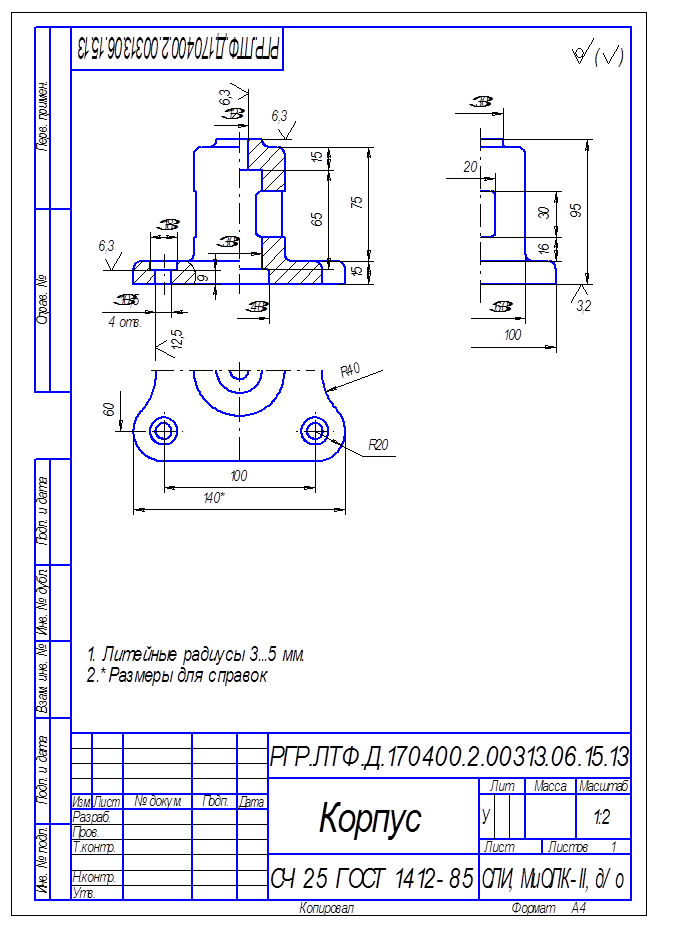
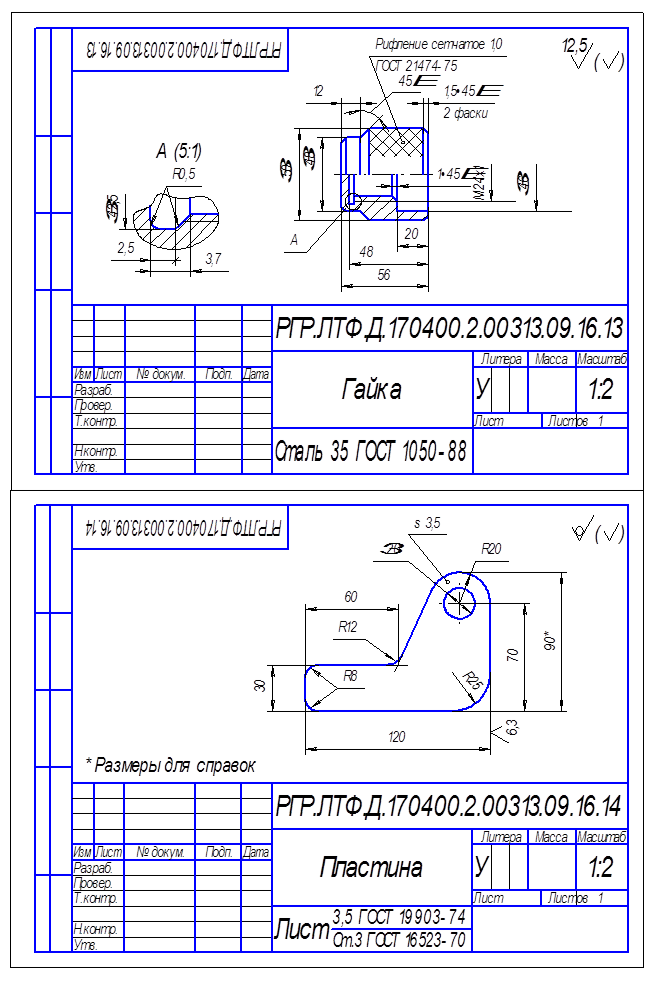
ПРИМЕРЫ ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ ТИПОВЫХ ДЕТАЛЕЙ
1. Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х томах. М.: Машиностроение, 1982.
2. Богданов В.Н., Малежик И.Ф., Верхола А.П., и др. Справочное руководство по черчению М.: Машиностроение, 1989.
3. Справочное пособие по инженерной графике / Лалетин В.А., Александрова Е.П., Грошева Т.В., Корнилкова Е.В.; Перм. гос. техн. ун-т. Пермь, 1999. 164 с.
4. Левицкий В.С. Машиностроительное черчение: Учебник для втузов. М.: Высшая школа, 1994.
5. Чекмарев А.А., Осипов В.К. Справочник по машиностроительному черчению. М.: Высшая школа, 1994.
Октябрина Николаевна Першина
Анатолий Матвеевич Карпов
Зинаида Ильинична Кормщикова
| | | следующая лекция ==> |
| | | Аксонометрические проекции отличаются наглядностью. Поэтому аксонометрические проекции применяют в тех случаях, когда требуется наглядность |
Дата добавления: 2014-11-06 ; Просмотров: 7183 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Сварка — один из наиболее прогрессивных способов соединения составных частей изделия — имеет значительные преимущества перед литьем и соединением заклепками. Существует много видов сварки и способов их осуществления, например: ручная дуговая (ГОСТ 5264—80*), автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533—75), дуговая сварка в защитном газе (ГОСТ 14771—76*), контактная сварка (ГОСТ 15878—79) и др. (Подробнее см. ГОСТ 19521—74. Сварка металлов. Классификация.)
Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, установленные как государственными, так и отраслевыми стандартами.
Здесь приведены основные сведения, достаточные для правильного изображения и обозначения наиболее широко применяемых типов сварки.
Соединения различают: стыковое (рис. 8.95, а, б), нахлесточное (в, г), угловое (д,е), тавровое (ж,з), торцовое (и). Их обозначают первыми буквами — С, Н, У, Т, Тр соответственно.

Кромки свариваемых деталей могут быть подготовлены: с отбортовкой (а), без скосов (в, г, д, ж), со скосом одной кромки (е), со скосом обеих кромок (б), с двумя симметричными скосами одной кромки (з), с криволинейными скосами, замковыми и др. Шов может быть односторонним (а, б, в, д, ж) и двусторонним (г, с, з), с остающейся или удаляемой подкладкой.
На чертежах к буквенному обозначению добавляют цифровое: С1, С2, СЗ, . HI, Н2, НЗ. У1, У2. Т1, Т2, ТЗ, характеризующее вид подготовки кромок и интервал толщин свариваемых деталей, например (рис. 8.95, а—з): а — стыковое соединение с отбортовкой кромок, толщина свариваемых листов 1. 4 мм — С1, б — то же, со скосом обеих кромок, толщина 3. 60 мм С7; в — нахлесточное соединение без скоса кромок, толщина 2. 60 мм, шов односторонний — HI; г — нахлесточное соединение с такими же условиями, но шов двусторонний — Н2; д — угловое соединение без скоса кромок, толщина листов 1. 30 мм — У4; е — угловое соединение со скосом одной кромки, толщина листов 3. 60 мм — У7; ж — тавровое соединение, шов односторонний, без скоса кромок, толщина листов 2. 30 мм — Т1; з — тавровое соединение, шов двусторонний с двумя скосами одной кромки, толщина листов 12. 100 мм — Т9. (Более подробные сведения см. в ГОСТ 5264—80.)

Выступающую часть шва над поверхностью основного металла называют выпуклостью шва (рис. 8.96). В условном обозначении шва могут быть применены следующие знаки (рис. 8.97):

№ 1 —для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка / и шага t (рис 8.98, а); №2 — для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров l и t (рис. 8.98,6); № 3 — если требуется снять выпуклость (см. рис 8.96) с указанием (или без указания) шероховатости обработанной поверхности шва; № 4 — когда требуется наплывы и неровности шва обработать с плавным переходом к основному металлу; № 5 — когда требуется указать размер катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях); № 6 — при выполнении шва по замкнутой линии; № 7 — при выполнении шва по незамкнутой линии, если расположение шва ясно из чертежа; № 8 — когда сварку осуществляют при монтаже изделия.

Знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой с высотой цифр, входящих в обозначение шва.
В условное обозначение шва может быть включено также буквенное обозначение способа сварки, например сварку автоматическую обозначают А, полуавтоматическую — П (ГОСТ 11533—75), контактную точечную — Кт, шовную — Кш (ГОСТ 15878—79) и др.
На рис 8.99 приведено полное условное обозначение стандартного шва или одиночной сварной точки по ГОСТ 2.312—72: 1 — обозначение стандарта на типы и конструктивные элементы швов сварных соединений; 2 — буквенно-цифровое обозначение шва; 3 — условное обозначение способа сварки согласно стандарту, обозначенному в п. 1 (допускается не указывать); 4 — знак и размер катета; 5 — размеры l и t для прерывистого шва, помещаемые соответственно перед и после знака цепного или шахматного расположения провариваемых участков (см. рис. 8.97); расчетный диаметр для одиночной сварной точки; то же — для шва контактной точечной или электрозаклепочной сварки плюс знак № 1 или № 2 и шаг; расчетная ширина шва контактной роликовой сварки плюс знак умножения; размер l, знак № 1 и размер l для прерывистого шва; 6 — знак снятия выпуклости шва (см. рис. 8.96) или плавного перехода, параметр шероховатости обработанного шва, знак шва по незамкнутой линии.

В зависимости от условий сварки из условного обозначения могут быть выключены те или иные его структурные составляющие.
В обозначение нестандартного шва входят только данные поз. 5 и 6 или только поз. 5.
Согласно ГОСТ 2.312—72, шов сварного соединения независимо от способа сварки условно изображают сплошной основной (видимый шов) или штриховой (невидимый шов) линией. Одиночные сварные точки обо-значают знаком «+» высотой и шириной 5. 10 мм, толщина линий s (см. рис. 8.101,в).
Невидимые сварные точки не изображают.
Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 8.100, а) или под полкой линии-выноски, проводимой от оборотной стороны (рис. 8.100,6).

Примечание. За лицевую сторону одностороннего шва принимают сторону, с которой производят сварку, двустороннего шва с несимметрично подготовленными кромками — сторону, с которой производят сварку основного шва (рис. 8.101,а). При симметрично подготовленных кромках за лицевую может быть принята любая сторона.
Линию-выноску начинают односторонней стрелкой (см. рис. 8.99 и последующие).
Примеры обозначений (рис. 8.101): а — шов стыкового соединения со скосом одной кромки, двусторонний, со снятием выпуклости с обеих сторон, с требуемой шероховатостью обработанных поверхностей, выполняемый ручной дуговой сваркой по ГОСТ 5264—80. Слева изображена форма поперечного сечения шва, условное обозначение которого — С8. Материал свариваемых частей — углеродистая сталь толщиной 3. 60 мм; б — верхний шов (на чертеже изображен штриховой линией) нахлесточного соединения, нижний—таврового. Оба шва прерывистые цепные (высота катета равна 5, l=50 и l=100 мм), выполняемые ручной дуговой сваркой при монтаже по незамкнутым линиям; в — нахлесточное соединение, осуществляемое контактной сваркой, в трех сварных точках, расчетный диаметр точки — 5 мм; г — соединение под тупым углом со скосом одной кромки (У4), выполняемое по ГОСТ 23518—79 дуговой сваркой в инертных газах плавящимся электродом (ИП) по замкнутой линии.

Аналогично обозначают швы сварных соединений деталей из пластмасс (полиэтилена, полипропилена и винипласта, см. ГОСТ 16310—80).
При наличии одинаковых швов обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (рис. 8.102,а, б) или без полок, если все швы одинаковые (рис. 8.102, в).

Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняют по одному и тому же стандарту, например по ГОСТ 5264—80, его обозначение на полке не указывают, а дают ссылку в технических требованиях.


Отправить ответ