Вершины и впадины профиля дюймовой резьбы, аналогично метрической, плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1′, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1′ = 25,4 мм — штpих ( ‘ ) условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом. NPSM — американский стандарт на резьбу дюймовую трубную цилиндрическую. NPT — американский стандарт на резьбу дюймовую коническую.
ASME/ANSI B1.1 – 2003 Unified Inch Screw Threads, UN & UNR Thread Form ASME/ANSI B1.10M – 2004 Unified Miniature Screw Threads ASME/ANSI B1.15 – 1995 Unified Inch Screw Threads, UNJ Thread Form
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
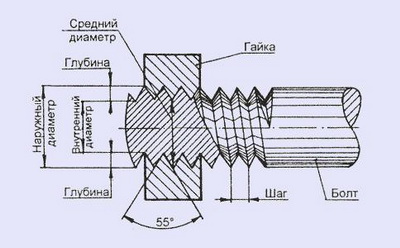
Основные параметры дюймовой резьбы:
d (D) – наружный диаметр резьбы соответственно болта и гайки; dp (Dp) – средний диаметр резьбы соответственно болта и гайки; di (Di) – внутренний диаметр резьбы соответственно болта и гайки; n – число ниток на дюйм.
Американская резьба с крупным шагом – UNS
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Американская резьба с мелким шагом – UNF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Американская резьба с особо мелким шагом – UNEF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма. Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
— резьба с плоской впадиной, которая обозначается буквами UN; — резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы. Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент. Например: 1/4 – 20UNS – 2A или 0,250 – 20UNC – 2A
БРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ ( BSW (Ww) и BSF )
Соединение отрезков водяных и газовых труб с помощью резьбовых соединений — это надежный и удобный способ. Для этого на внешней поверхности трубы и на внешней или внутренней поверхности соединительного патрубка запорной арматуры или фитинга создается углубление в виде спирали с постоянной глубиной и постоянным расстоянием между соседними канавками. Чтобы соединение было долговечным и не протекало, резьбовые профили на соединяемых деталях должна совпадать по своим параметрам. В быту, при строительстве частных домов и ремонте квартир, международным стандартом стала цилиндрическая дюймовая трубная резьба в ¼, ½ и в 1 дюйм.
Что собой представляет трубная резьба
Резьба для труб соответствует мировым стандартам, в сантехнических изделиях применяется цилиндрическая дюймовая резьба, соответствующая стандарту Уитворта, английского инженера, запатентовавшего ее в 1841 году. Обозначение трубной резьбы по ГОСТ — символы «Тр»
Кроме дюймовой, в России распространена и метрическая резьба. Она получила большее распространение в промышленности.
Существует также и коническая трубная резьба. Она служит для особо плотного соединения труб, работающих под большими механическими нагрузками, и применяется в основном в газонефтедобыче, в бурильных установках.
Разновидности трубной резьбы и обозначение на чертежах
При строительстве дома и ремонте в квартире потребители сталкиваются с дюймовой цилиндрической трубной резьбой.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра
Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Размеры трубной резьбы
Дюймовые резьбовые соединения бывают следующих размеров:
D внутр.: от 1/16 “ до 6 “.
P (шаг), в витках / дюйм 28, 19, 14, 11 (если перевести в мм, то: 0,907, 1,337, 1,814, 2,309).
D по гребню профиля, в миллиметрах: 7,7-163,8.
Описывается ГОСТ 6357-81 либо ISO R228.
Скачать таблицу трубных резьб
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
Шаг (P, pitch)- расстояние между соседними витками.
Внешний диаметр.
Внутренний диаметр.
Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.
Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
Токарно-винторезные станки.
Наборы плашек, метчиков и воротков (выполняется вручную).
Резьбонакатные станки (для холодной или горячей накатки).
Фрезерные станки или обрабатывающие центры.
Шлифовальные станки.
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
½ и ¼ — с шагом 14 витков/дюйм (или с шагом 1,814 мм)
а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона.
Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.
Трубная цилиндрическая резьба
Труба в ½ — это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Определение шага трубной резьбы
Для определения шага трубной резьбы применяют специализированный измерительный инструмент — резьбомер.
В его отсутствие придется пользоваться линейкой (для больших диаметров) или штангенциркулем.
При измерении метрического шага измеряют расстояние между, например, пятью нитками, а потом делят его на 5.
Размеры дюймовой резьбы
В случае дюймовой — считают, сколько витков поместится на расстоянии в 25,4 миллиметра.
Диаметр весьма грубо также можно измерить линейкой, для точного определения лучше воспользоваться штангенциркулем
Нарезка трубной резьбы
Для нарезки вручную применяют специальное приспособление — КЛУПП. Это цилиндрический корпус с двумя ручками ворота, внутри которого находятся регулируемые подвижные гребенчатые резцы, которые, постепенно выдвигаясь из корпуса, углубляют профиль до достижения полного профиля.
Нарезка резьбы своими руками
При отсутствии такого устройства можно нарезать резьбу простым воротом с зажатым в нем метчиком или плашкой. Плашка фиксируется в воротке тремя центрирующими болтами с коническими окончаниями, под которые на плашке предусмотрены выемки. Сначала проходят грубыми метчиками или плашками, постепенно меняя их на чистовые.
Ручная нарезка осуществляется легко при диаметрах труб до 1 дюйма, на больших диаметрах приходится прикладывать значительные физические усилия.
К тому же становится довольно сложно начать первую нитку без перекосов. Для нарезания больших диаметров и облегчения захода плашки на резьбу применяют резьбовую втулку.
Устройство представляет собой вкладыш, на внешней поверхности которого уже нарезана резьба. В месте окончания витков на вкладыше выполнен уступ, снижающий его диаметр до внутреннего диаметра трубы. Он вставляется во внутреннее отверстие трубы до начала резьбы и распирается там конусным распорным механизмом.
Плашка легко накручивается на витки вкладыша, прогоняется по ней и легко заходит на первую нитку резьбы, нарезаемой на трубе. Несколько ниток на вкладыше надежно удерживают плашку от перекоса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Стандартные резьбы изображаются на чертежах одинаково. По условному изображению нельзя определить, какой тип резьбы должен быть нарезан на детали.
Тип резьбы и ее основные размеры указывают на чертежах особой надписью, называемой обозначением резьбы (см. рис. 7.3, 7.7 и др.).
Прежде чем нанести обозначение резьбы, следует провести выносные и размерную линии.
Обозначения резьб, кроме трубных и конических, пишут над размерной линией.
Выносные линии для нанесения размерной линии проводят от наружного диаметра резьбы. Чтобы не ошибиться, проводя выносные линии, следует запомнить, что наружным всегда является больший по размеру диаметр резьбы, от которого и следует проводить выносные линии. Обозначения трубных и конических резьб располагают на полках с линией-выноской, оканчивающейся стрелкой. Линию-выноску доводят до контура резьбы.
Для всех стандартных резьб условные обозначения строятся по следующей общей схеме (рис. 7.14). Последовательность расположения элементов обозначений, указанная в этой схеме, установлена стандартами и не должна нарушаться.
Примеры условных обозначений резьб общего назначения и некоторых специальных приведены в табл. 7.1.
Рис. 7.14.Общая схема обозначения резьб
У метрической резьбы с крупным шагом шаг в обозначении не указывают. Это объясняется тем, что при одном и том же диаметре для резьбы с крупным шагом он является единственным. Для резьб с мелким шагом стандартом предусмотрено несколько различных величин шага и потому нужно указать, какой именно выбрать.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьб. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2" (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы – 50 мм.
Согласно ГОСТ 16093–2004 точность метрических резьб обозначают полем допуска, в обозначении которого цифра указывает степень точности, а буква – основное отклонение. Например, для резьбы на стержне: 4h;6g; 8g, а в отверстии: 6H, 7H.
Для резьбы на стержне существуют следующие обозначения полей допуска (предпочтительных) по ГОСТ 16093–81:
Для резьбы в отверстии существуют следующие обозначения полей допуска (предпочтительных):
Свинчиваемые детали должны, как правило, иметь одинаковую точность резьбы. Обозначать сопрягаемые резьбы нужно так: точный класс – стержень Ah, отверстие 4H5H; средний класс стержень 6g, отверстие 6H; грубый класс – стержень 8g, отверстие 7H. Примеры обозначения сопрягаемых резьб приведены на рис. 7.15.
Рис. 7.15.Примеры изображения и обозначения резьб (для сопрягаемых деталей):
а – метрической; б – трапецеидальной; в – трубной
В обозначения резьб не включают наиболее распространенные данные: правое направление подъема витка и однозаходность. Например, Tr80 × 10–6H нужно при чтении чертежей понимать так: резьба трапецеидальная с номинальным диаметром 80 мм, шагом 10 мм, поле допуска 6H, однозаходная правая.















Отправить ответ