
Оксидирование алюминия в черный цвет

Содержание статьи
В современном мире имеется большое количество методов, которые используются для борьбы с образованием коррозии на поверхности металлов. Метод образования оксидной пленки является одним из самых эффективных.
Оксидирование металла

Оксидирование представляет собой особый вид процедуры покрытия металлического материала оксидной пленкой. В результате данного процесса на металлической поверхности появляется тонкая пленка, которая выполняет барьерную функцию. Она защищает материала от попадания воздуха и влаги.
Оксидирование металла является одним из самых действенных методов для его защиты от образования на поверхности ржавчины. Пленка покрывает его достаточно плотным слоем. После проведения процедуры все процессы окисления металла полностью прекращаются. В итоге изделия, которые обработаны методом оксидирования, служат дольше и сохраняют свои привлекательные внешние качества на долгие годы.
Данная процедура обработки разных видов изделий применяется не только для того, чтобы защитить металлические изделия от коррозии. Данная ее функция известна многим. Однако в некоторых ситуациях она используется для того, чтобы придать металлическому изделию декоративные качества.
Сегодня процедуре оксидирования подвергаются многие виды металлов.
В связи с этим выделяют:
Оксидирование алюминия
Данная процедура встречается достаточно частою. Для нее используется:
Анодное оксидирование алюминия
Химическое оксидирование алюминия
Электрохимическое оксидирование алюминия
В результате после обработки металл получает небольшой слой оксидной пленки, которая обладает отличными защитными качествами.
Сама процедура не отнимает много времени. Она проводится после предварительной подготовки металла. Его поверхность должна быть чистой и обезжиренной, чтобы оксидная пленка имела лучшее сцепление с алюминием.
Для алюминия применяется еще технология под название цветное оксидирование алюминия. Благодаря этому на поверхности металла образуется пленка определенного цвета. Этот процесс носит декоративный характер. Эффект от этого метода длится достаточно продолжительный период времени.
Оксидирование стали
 Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Химическое оксидирование стали
Для обработки стального материала применяется химический вид оксидирования. Он заключается в том, что сталь погружается в специально приготовленный кислый раствор, который способствует образованию на поверхности стали оксидную пленку. Она обладает небольшой толщиной. Однако у нее высокий уровень прочности.
Перед тем, как металл будет обработан оксидирующим веществом, его тщательным образом подготавливают. Для этого используются специальные средства для удаления загрязнений и жирной пленки.
Оксидирование титана
Как известно такой металл, как титан и его сплавы обладают низким уровнем износостойкости. Для того чтобы металл приобрел прочность и твердость применяются разные методы. Одним из них является оксидирование. Благодаря нему на поверхности металла появляется защитная пленка, которая увеличивает прочность титана в разы.
Таблица 1. Оксидирование металла — подготовка поверхности.
| Состав и режим | Номер раствора | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Состав, массовая доля, % | |||
| серная кислота (плотность 1,8 г/см3) | — | 90—92 | 20—30 |
| азотная кислота (плотность 1,4 г/см3) | 95-97 | 5-6 | 40—60 |
| фтористоводородная кислота или ее соли | 3-5 | 0,5—1 | 10—12 |
| Рабочая температура, К | 290—300 | 290—300 | 290—300 |
| Выдержка, мин | 0,1—0,2 | 1—2 | 0,2—0,3 |
Технология оксидирования
Технология заключается в том, чтобы создать такие условия, чтобы на металлической поверхности образовалась оксидная пленка, предотвращающая проникновение кислорода и воды. Для этого используются специализированные растворы и подводится электрический ток при необходимости. Процесс может проводиться и холодным методом и горячим. Выбор метода зависит от вида металла.
Перед началом процедуры все металлы проходят подготовку. Это является первым этапом. На нем с поверхности удаляются все загрязнения. Также она обезжиривается.
Затем металл опускают в ту или иную среду и под действием внешних агрессивных условий определенного вида на них образуется плотная оксидная пленка.
Виды оксидирования

Сегодня используется большое количество видов. Они представлены следующими категориями:
Анодное оксидирование
Этот вид является достаточно распространенным. Он представляет собой образование на металле оксидной пленки для предотвращения появления коррозии методом их поляризации их анодов в среде, которая создается при помощи подключения электрического тока. Данный метод применяется для таких металлов, как алюминий, магний, титан.
Микродуговое оксидирование
Данная процедура заключается в том, что оксиды многих метало, которые были получены методом электрохимического окисления, подвергаются химической модификации с использованием электрического тока. Благодаря периодически возникающим электрическим импульсам на поверхности металлов появляется плотная пленка, которая служит надежной защитой от появления коррозии. Данная процедура носит еще одно название плазменно-электролитическое оксидирование. Оно используется лишь на небольшом количестве предприятий.
Холодное оксидирование
Эта процедура применяется только по отношению к стальным материалам разного типа. Ее еще называют чернением.
Щелочное оксидирование
 Сегодня не редко для обработки металлов используется щелочная среда. Для проведения данного процесса идеально подходят поверхности из стали. Технология проведения щелочного оксидирования предусматривает изготовление щелочной среды для того, чтобы при взаимодействии с металлом на его поверхности в результате взаимодействия образовалась оксидная пленка.
Сегодня не редко для обработки металлов используется щелочная среда. Для проведения данного процесса идеально подходят поверхности из стали. Технология проведения щелочного оксидирования предусматривает изготовление щелочной среды для того, чтобы при взаимодействии с металлом на его поверхности в результате взаимодействия образовалась оксидная пленка.
Низкотемпературное оксидирование
Данный вид процесса образования оксидной пленки является нейтральным. В процесс используется метод нагревания до невысоких температур, что обеспечивает покрытие металла слабой оксидной пленкой.
Электрохимическое оксидирование
Этой процедуре подвергаются разные виды металлов. Металлы погружаются в среду электролита.
Таблица 2. Составы растворов для декапирования.
| Декапирование алюминия и его сплавов | Температура | Время обработки |
|---|---|---|
| Состав 1 : | ||
| Азотная кислота 10-15% раствор (по объему) | 20°С | 5-15 с |
Таблица 3. Составы растворов для окрашивания алюминия в черный цвет.
| Для окрашивания в черный цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Молибдат аммония = молибденовокислый аммоний = ammonium molybdate = парамолибдат аммония= (NH4)6Mo7O24 | 10-20 | 90-100°С / 2-10 мин |
| Хлорид аммония = хлористый аммоний = NH4Cl | 5- 15 | |
Таблица 4. Составы растворов для окрашивания алюминия в серый цвет.
| Для окрашивания в серый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Оксид мышьяка (III) = триокись мышьяка = трехокись мышьяка = arsenic trioxide As2O3 | 70-75 | Кипение / 1-2 мин |
| Кальцинированная сода = карбонат натрия = натрий углекислый . Химическая формула, Na2CO3 | 70-75 | |
Таблица 5. Составы растворов для окрашивания алюминия в зеленый цвет.
| Для окрашивания в зеленый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Ортофосфорная кислота | 40-50 | 20-40°С / 5-7 мин |
| Кислый фтористый калий = калий бифторид = калий гидрофорид = kalium bifluoratum = potassium bifluor > | 3-5 | |
| Хромовый ангидрид = оксид хрома(VI) = трёхокись хрома = CrO3 (весьма химически активное вещество, способен вызвать при соприкосновении с органическими веществами возгорания и взрывы) | 5-7 | |
Таблица 6. Составы растворов для окрашивания алюминия в оранжевый цвет.
| Для окрашивания в оранжевый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Хромовый ангидрид = оксид хрома(VI) = трёхокись хрома = CrO3 (весьма химически активное вещество, способен вызвать при соприкосновении с органическими веществами возгорания и взрывы) | 3-5 | 20-40°С / 8-10 мин |
| Фторсиликат натрия = кремнефтористый натрий = Na2SiF6 | 3-5 | |
Таблица 7. Составы растворов для окрашивания алюминия в желто-коричневый цвет.
| Для окрашивания в желто-коричневый цвет: | г/л (воды) | Температура и время обработки |
|---|---|---|
| Состав 1: | ||
| Кальцинированная сода = карбонат натрия = натрий углекислый . Химическая формула, Na2CO3 | 40-50 | 80-100°С / 3-20 мин |
| Натрия хромат = хромовокислый натрий = Na2CrO4 | 10-15 | |
| Гидроксид натрия = каустическая сода = каустик = Едкий натр = едкая щёлочь. Химическая формула NaOH | 2-2,5 | |
Статьи по теме

Антикоррозионные средства
Антикоррозионные пигменты классифицируются на: цинковые крона, алюминий три-полифосфаты и слюдянистую окись железа.
Защита трубопроводов от коррозии
Сегодня без разных видов трубопроводов невозможно представить себе жизнью Они находятся практически в каждом населенном пункте и обеспечивают коммуникации. Производств труб для прокладки под землей осуществляется из металлов самых разных типов.

Процесс коррозии
В современном мире из металлов самых разных видов производится большое количество продукции. Металлические материалы присутствуют в разных отраслях промышленности в виде станков и машин, инструментов.
Оксидированная медь
Обращает на себя внимание тот факт, что крыши многих старинных сооружений, изготовленные из меди, хорошо сохранились до сегодняшнего дня. Всё дело в том, что медь естественным образом подвергается окислению.















Заказать черное анодирование металла (алюминий, дюраль, Д16, АМГ, АМЦ, АД, ВТ) по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе "КОНТАКТЫ". Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа.
Пример обозначения аноднооксидного покрытия алюминия с черным наполнением: Ан.Окс.ч
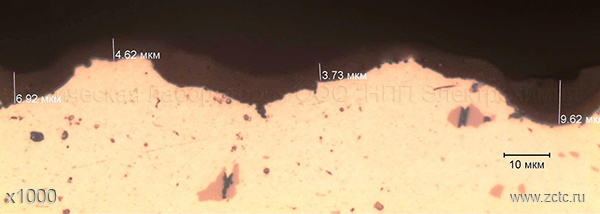
Толщина покрытия обычно не указывается. Обозначение при толщине, например, 15 мкм: Ан.Окс15.ч
Оптимальный ряд толщин: 15-40 мкм.
Окончательный цвет анодированного алюминия с черным наполнением зависит от марки алюминиевого сплава и вида механической обработки его поверхности!
Описание покрытия. Благодаря природной пористости аноднооксидных покрытий в свежеосажденном состоянии появляется возможность их окрашивания методом наполнения в специальных красителях. Данная операция не имеет ничего общего с традиционным окрашиванием, когда краска наносится поверх материала и удерживается на нем за счет сил адгезии. Толщина изделия при этом увеличивается на десятки и сотни микрон. Наполнение анодированного алюминия в красителях позволяет получчить желаемый цвет без изменения размеров детали. Карситель "закупоривает" собой поры в покрытии, за счет чего фиксируется в нем и создает цвет. На способность покрытий к окрашиванию влияют такие параметры, как толщина пленки, сорбционная способность, фоновый естественный цвет. В качестве пигментов могут применяться анилиновые красители и неорганические соли. Разница между обычными бесцветными пленками и пленками, наполненными черным красителем зключается в лучшей коррозионной стойкости и теплоотдаче послдних. В остальном свойства черного покрытия аналогичны серебристому.
Микротвердость аноднооксидного покрытия на сплавах марок Д1, Д16, В95, АК6, АК8: 1960-2450 МПа; на сплавах марок А5, А7, А99, АД1, АМг2, АМг2с, Амг3, АМг5, Амr6, АМц, АВ: 2940-4900 МПа; микротвердость эматалевого покрытия: 4900 МПа.
Удельное электрическое сопротивление поверхности анодированного алюминия: 10 12 Ом⋅м.
Достоинства анодированного алюминия наполнением в черный цвет:
а) Черное аноднооксидное покрытие на алюминии обладает антибликовыми свойствами.
б) Черный анодированный алюминий на 10-15% лучше отдает тепло в условиях естественной конвекции, чем другие виды алюминия. При наличии принудительного обдува разница нивелируется.
в) Остальные достоинства аналогичны достоинствам серебристой анодировки.
Недостатки черного анодирования алюминия:
Принимаем заказы на черное анодирование алюминия и его сплавов как в Свердловской области (Екатеринбург, Алапаевск, Асбест, Березовский, Верхняя Пышма, Верхотурье, Ирбит, Каменск-Уральский, Камышлов, Краснотурьинск, Красноуфимск, Нижний Тагил, Новоуральск, Полевской, Ревда, Реж, Серов, Североуральск и другие), так и по всему Уралу и России (Челябинск, Пермь, Уфа, Тюмень, Казань, Новосибирск, Москва и другие).

Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ!
Первоначально готовим саму деталь, механическая полировка, чем "чище" поверхность те более глянцевая будет деталь, можно применять и химическую полировку, но этот процесс еще более вредный для здоровья, нежели сама анодировка, поэтому выводим деталь на полировальном круге и другими средствами.
Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт.
Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения :)) (в одной из попыток так и произошло из-за плохого контакта)
Перед погружением в электролит деталь необходимо обезжирить, способов море, от Пемолюкса и прочих порошков, до средства КРОТ, намой взгляд КРОТ самое близкое к нужному, это слабый раствор щёлочи NaOH с добавлением ПАВ.
Я обезжиривал в чистом растворе NaOH+вода, концентрацию точно не замерял, но чем насыщенее раствор, тем быстрее будет процесс просто. Посути раствор растворяет тонкий слой оксида алюминия, так сказать "естественное" анодирование, окисление поверхностного слоя на воздухе, так что сильно с травлением не стоит затягивать, иначе начнёт растравливать саму деталь ))

В процессе травления идёт бурное выделение газов (кажется водорода) работать только в защитной маске и остерегаться попадания раствора на кожу, ибо ожог не хуже чем от кислоты будет.
После травления к детале уже прикасаться нельзя, иначе от прикосновений остаются жирные следы и как следствие неравномерное покрытие, пятна и прочие радости, после промывки от раствора щелочи под проточной водой клал деталь в чашку с водой, в идеале дистиллированной, что бы на неё ничего не попало, пока готовимся к следующему этапу.

Что касатся рабочей ванны можно использовать эмалированную (без сколов) или пластиковую посудину, но тогда дно и стенки придётся "выкладывать" из свинца или иного стойкого к электролиту материала, эти пластины выполняют роль катода.
Так же необходимо позаботиться об охлаждении рабочей ванны, в процессе хим реакции электролит будет нагреваться.
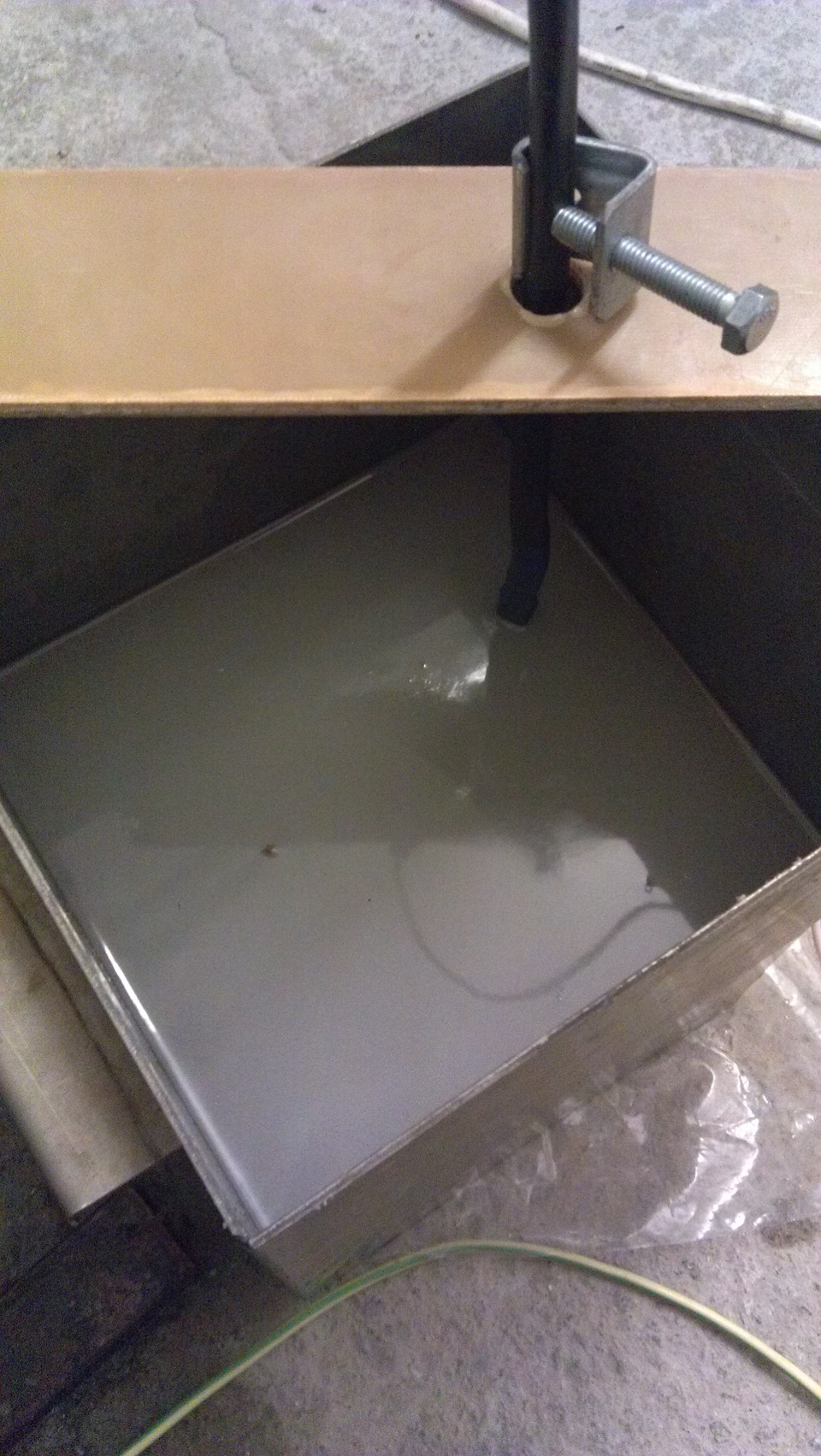
Я использовал 2 титановые гофты (квадратная банка) получается вся площадь гофты является катодом, что весьма положительно влияет на равномерность нанесения, ток более равномерный по пповерхности детали, ну и титану кислота не помеха.
Так же была организованная Водяная баня, только в обратную сторону, для охлаждения, вода проточная со скважины.

В качестве электролита взят Электролит для аккумуляторных батарей, разбавленный в пропорции 1:1 дистиллированной водой. При приготовлении раствора электролита соблюдаем ТБ и льём не разбавленный электролит в дистиллированную воду (Соблюдая правило Кислоту в Воду, дабы избежать закипания)
После смешивания электролит нагреется, остужаем его градусов до 15-20, и впринципи поддерживаем такую температуру, от 10 до 25 градусов, это будет "Тёплое анодирование" которое позволит в дальнейшем окрасить деталь красителем для ткани и им подобными.
Если температура будет ниже, близкая к 0, то мы получим "холодное" анодирование, слой будет плотнее и прочнее, но красителем его уже не окрасиш, поры слишком плотные будут, возможно получиться окрасить Химическим способом, но я пока такой не осваивал, поэтому в домашних условиях проще добиться Теплого анодирования.
Пока деталь плавает в воде, подключаем токоподвод к источнику тока.
В качестве источника тока лучше использовать блоки со стабилизацией по току, что бы не бегать и не следить за током, чем больше площадь детали, тем более мощный придётся искать блок.
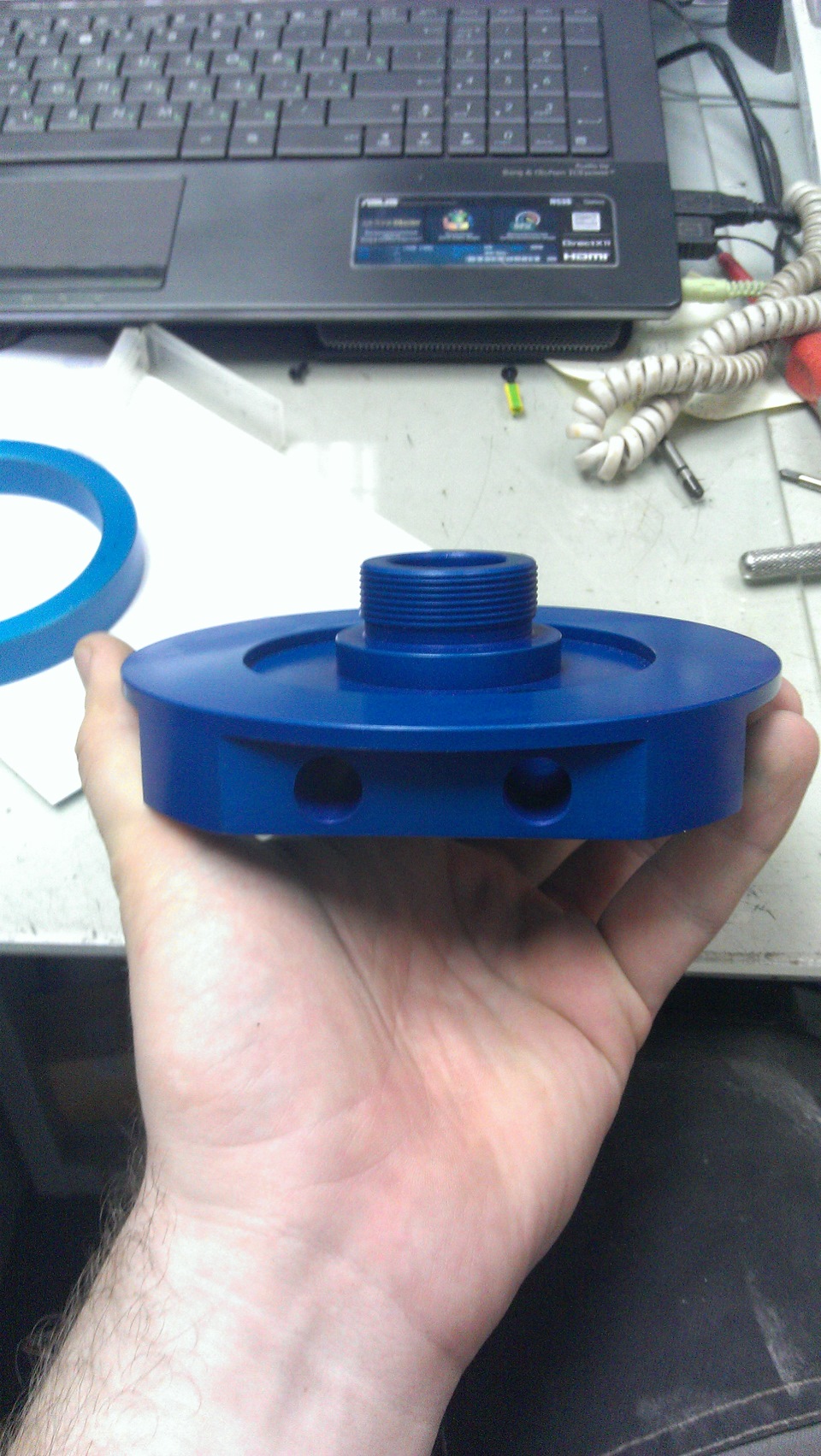
Площадь данной детали, примерно, составила 490см2, плотность тока должна быть 15-20мА на см2 итого получаем тока 7,3-9,7А при напряжении 12в, хотя в процессе роста оксидной плёнки напряжение может подрости, я брал источник с параметрами 20А и 30в максимальные значения.
При Холодном анодировании для поддержания заданного тока может потребоваться напряжение гораздо больше чем 12в, ибо чем плотнее слой, тем больше его электрическое сопротивление.
На следующих этапах соблюдаем главное правило: "Погружение в раствор и доставание из раствора детали ТОЛЬКО при включенном источнике тока!"
Иначе кислота начнёт разъедать деталь и загрязнять раствор…
Погружаем деталь в раствор, при включенном источнике тока, достаточно самого минимального значения, просто что бы между анодом и катодом было напряжение! Опять же не забываем про маску, очки и перчатки!
Зачем размещать деталь под углом, при строго горизонтальном расположении шайбы было замечено, что торцы покрываются более плотным слоем чем плоскости, плюс если имеются не сквозные отверстия, деталь необходимо размещать так, чтобы а)электролит полностью их заполнил и б)чтобы из них мог выходить газ скапливающийся в процессе, иначе может образоваться газовый пузырь, который вытиснит электролит, и соответсвенно в этом месте деталь не покроется оксидным слоем.
Ну и по возможности деталь должна быть равноудалена от катода, тоесть стенок ванны.
Вокруг детали начнётся активное выделение пузырьков газа, кислорода, сам по себе он не особо вреден, а вот аэрозоль кислоты, образующаяся при лопании пузырьков, когда они доходят до поверхности, весьма вредно вдыхать, поэтому накрываем всё это хозяйство.

Как только накрыли крышкой, выставляем на блоке питания необходимый ток и засекаем минут 40-60
Пока ждём начинаем готовить раствор красителя, в качестве красителя можно использовать анилиновы красители разбавленные в воде или краску для заправки картриджей для струйников.
Я использовал вчастности Colouring для устройств Canon/Epson/HP/Lexmark продаётся в ДНС по 200-300р за 100мл, бывает Голубой (Cyan), Пурпурный (даёт цвет от красного до фиолетового) (Magenta), Желтый и Чёрный, так же есть Светло-голубой и Светло-пурпурный.
С голубым у меня получилось, желтый и чёрный не пробовал, а вот Magenta не захотел красить пробник почему-то.
Я разбодяживал 2 пузырька примерно на 3л воды, далее подогреваем этот раствор до 60градусов.
Все работы лучше проводить в резиновых перчатках, отмывается эта дрянь с рук очень плохо!

Периодически посматриваем как идёт процесс, раствор становится мутным от обилия пузырьков, но больших пузирей не должно быть!
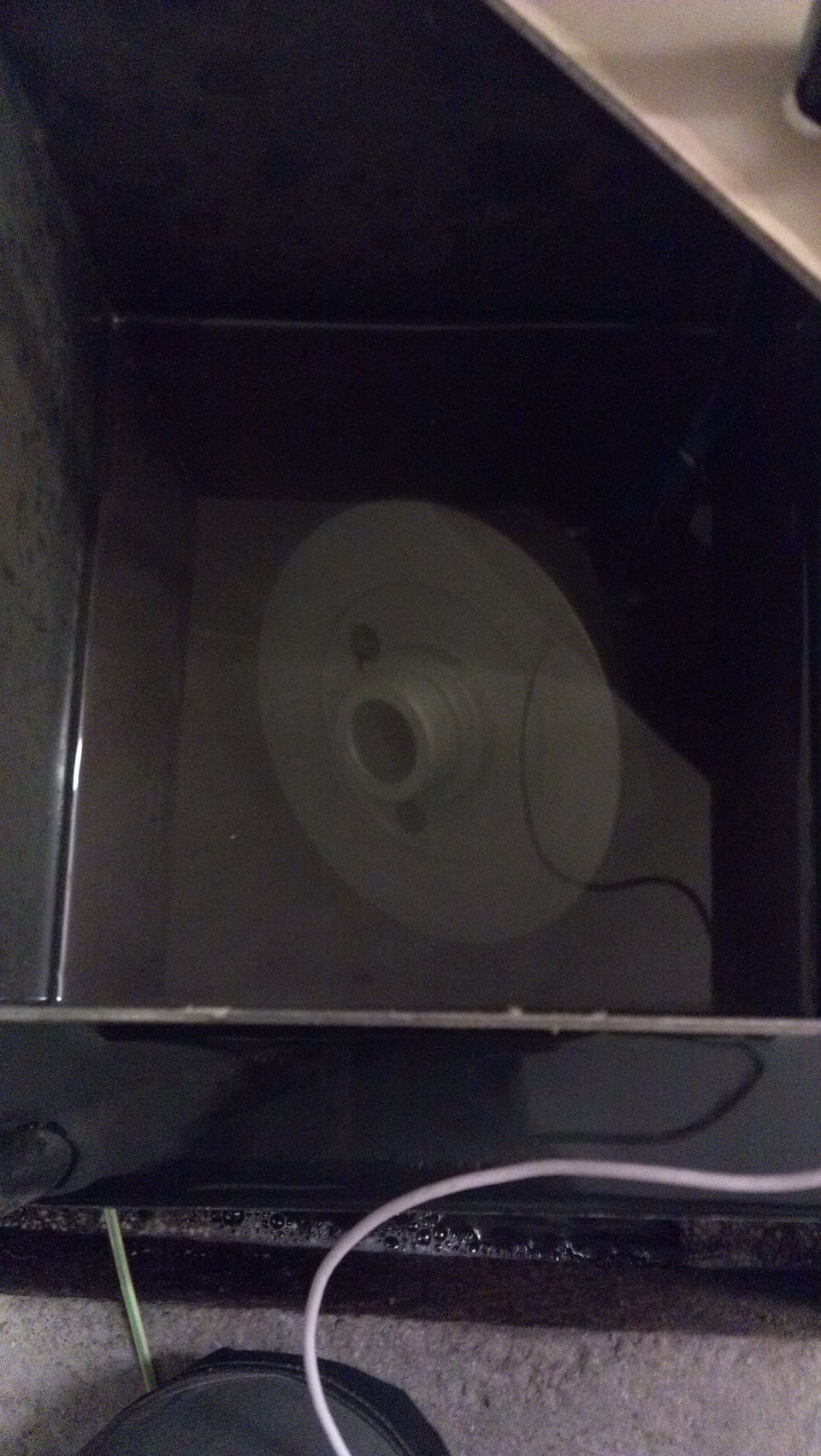
При анодировании крупных деталей (ну или большого количества мелких 😉 ) возникает проблемка, за которой необходимо следить.
На одной фото обратил внимание на красный налёт на стенках ванны, это медь из сплава Д16Т выходит в раствор и осаждатся на стенках, когда деталь большая, слой становится толстым и отпадает от стенок и начинает бултыхаться какое то время в растворе, пока не растворится и снова не выпадит на стенках, НО за время своего бултыхания эти частицы попадая на поверхность детали устраивают местные прогары, что визуально видно как чёрные полоски как от электроразрядов…
Поэтому необходимо периодически сливать электролит, промывать ванну в воде и счищать медь со стенок.
После окончания процесса Анодирования, не отключая источник тока достаём деталь из раствора.

Далее следует чательная промывка детали в проточной воде, дабы смыть остатки окислительных процессов и вымыть электролит из пор, так же как и ранее ДЕТАЛЬ НЕЛЬЗЯ ТРОГАТЬ РУКАМИ максимум в резиновых перчатках или кистью аккуратно промываем.
Один раз попробовал промывку в слабом растворе щелочи, для нитролизации кислоты, но тут надо очень быстро и аккуратно и снова под проточную воду.
Я некоторое время выдерживал деталь в проточной воде, пока отцеплял от блока питания и возился с краской.

Дальше чистую деталь помещаем в горячий краситель, степень окраски зависит от концентрации раствора, времени выдержки в растворе, и оксидного слоя.
Поэтому при попытке окрасить несколько Больших деталей очень сложно попасть в цвет, ибо слишком много факторов влияющих на это, в этом плане только чёрный цвет самый простой вариант, держим в растворе минут 15, и он точно будет чёрный (точнее коричневато-чёрный)
После того, как получили нужный нам цвет, опускаем деталь в кипяток и варим её так минут 30, воду тоже лучше использовать дистиллированную.
Кипятим деталь для того, чтобы закрыть поры и краска осталась внутри, при проварке часть краски перейдёт в воду и деталь может немного осветлиться, это опять же камень в огород повторяемости цвета на нескольких одинаковых деталях…
В итоге после долгих мучений и экспрементах на "кошках" должно получиться что то подобное 🙂

Всем мира, счастья и с наступающим НГ, и не забываем При работах с кислотами шелочами обязательно использование защитных стредств!


Отправить ответ