
От чего зависит катет сварного шва
Содержание:
- 1 Качество сварочного шва и определение катета
- 2 Зависимость качества сварки от параметров настройки аппарата
- 3 Ошибки при неверном вычислении катета сварного шва
- 4 Расчет минимального катета при наименьшей толщине деталей для сварки
- 5 Что такое катет сварочного шва
- 6 Геометрия сварочного шва
- 7 Свойства
- 8 Выбор катета сварного шва
- 9 Как измерить
- 10 Зачем нужен расчет
- 11 Как сделать расчет
- 12 Наклон электрода
- 13 Траектория движения
- 14 Нормативы и понятие катета
- 15 Виды соединений
- 16 Форма и протяженность
- 17 Слои и расположение в пространстве
- 18 Обработка сварного соединения
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Качество сварочного шва и определение катета
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
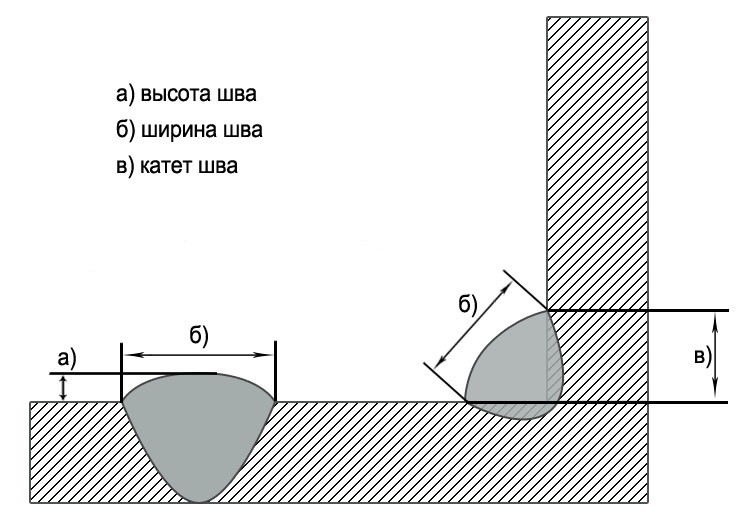
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата
[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
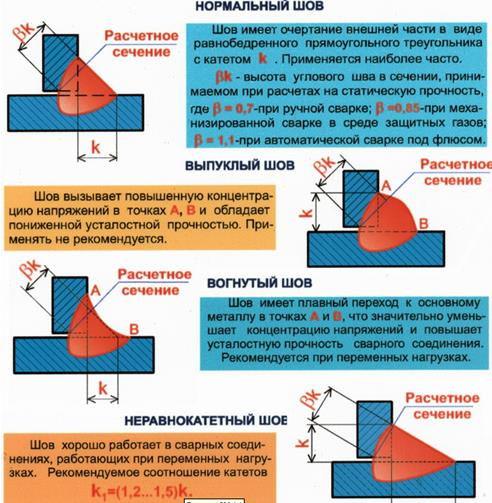
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Ошибки при неверном вычислении катета сварного шва
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.

Расчет минимального катета при наименьшей толщине деталей для сварки
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Геометрические параметры сварного шва наряду с правильно подобранными режимом и оказывают существенное влияние на прочность, а также на долговечность. В случае соединения двух деталей встык основной геометрической характеристикой служит ширина шовного валика. В случае угловой сварки его место занимает катет.

Что такое катет сварочного шва
Поперечное сечение углового шовного валика представляет собой равнобедренный прямоугольный треугольник. Гипотенуза идет вдоль поверхности шовного материала, а катеты — от краев сварочного соединения к вершине угла.
Зависимость прочности от величины катета не является линейной. При слишком маленьком значении прочность будет недостаточной из-за малой площади сечения, при слишком большой длине чрезмерный объем наплавки может вызывать деформации металла заготовки. Кроме того, завышенная величина приводит к повышенному расходу сварочных материалов и электроэнергии. Кроме того, растет удельная стоимость сварочных работ.
В ходе конструкторско-технологической подготовки производства выбирают оптимальное значение этого параметра. Если соединяются детали различной толщины, катет шва выбирают по более тонкой детали.

Размеры сварочного шва
После проведения сварочных работ необходимо проверить, насколько размеры реального соединения соответствуют проектным. Для этого применяют специальные наборы шаблонов — катетометры.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.

Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Свойства
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.

Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Выбор катета сварного шва
Определение длины катета шва при сварке выполняется под каждое конкретное изделие. Необходимо учитывать:
- толщину свариваемых заготовок;
- их материал;
- одностороннее соединение или двухстороннее(со скольких сторон будет проварен угол);
- характеристики электродов или проволоки.
Длина должна быть достаточной для обеспечения заданной прочности сварки. Завышать длину также недопустимо.
Завышение приводит к повышенному расходованию материалов, завышению трудоемкости, а также перетяжеляет конструкцию. Для облегчения выбора длины на основе практического опыта, а также научных исследований разработаны типовые шаблоны для каждого вида сварного соединения.
Как измерить
Для проверки качества выполненных работ необходимо промерить его основные параметры. Измерения проводят при помощи наборов специально калиброванных пластин — катетометров. Их поочередно прикладывают перпендикулярно линии шовного материала, пока не добьются полного прилегания.

Если катетометра нет под рукой, то измерения можно произвести с помощью штангенциркуля и угольника. Угольник прикладывают к одной из деталей так, чтобы его вершина упиралась в вершину сварочного валика. Щуп штангенциркуля опускают из-за угольника к другой вершине валика. Вылет щупа будет равен искомой длине.
Точность таких измерений будет несколько ниже, а времени на проверку сварного соединения, особенно длинного, уйдет значительно больше.
Зачем нужен расчет
Казалось бы, зачем вообще возиться с расчетом и измерением катета сварочного шва? Наплавить побольше металла — сварка будет стоять века. Такой подход имеет право на существование разве что при сварке каркаса забора вокруг дачного участка. При слишком большой высоте наплавки может получиться обратный эффект:
- При превышении толщины наплавки неоправданно расширяется зона нагрева и объем расплавленного металла. Возможно искривление деталей.
- Повышенный расход сварных материалов и превышение плановой трудоемкости сделают сварные работы экономически неэффективными, особенно при выпуске крупных серий изделий.
- При сварке деталей разной толщины длину выбирают по тонкой детали во избежание ее деформации.
Занижение длины, слишком узкий валик не обеспечит достаточной надежности сварки. Поэтому расчет крайне важен для создания долговечных и экономичных соединений.
Как сделать расчет
На практике используются приближенные правила расчета. По ним за значение параметра берут толщину более тонкой заготовки.
Точный расчет выполняется по формуле:
- где Т — катет углового шва;
- S- ширина валика между деталями;
- α — величина угла между плоскостью детали и гипотенузой сечения валика.
В большинстве случаев угол принимают равным 45°, его косинус равен 0,7.
и формула упрощается:
После проведения работ обязательно следует проверить размеры реального шовного материала на соответствие расчетным. Определение катета сварного шва проводят катетометром или штангенциркулем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.

Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
 После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.

Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264. Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
 Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
 При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
 Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
 При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Обработка сварного соединения
 При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.


Отправить ответ