
От чего зависит свариваемость стали
Содержание:
Доступ к запрашиваемым материалам ограничен.
Если Вы не авторизованы, попробуйте войти на сайт под своим аккаунтом: Авторизация
Если Вы уже авторизованы, но все равно не можете попасть на страницу, вероятно, доступ к запрашиваемой странице закрыт администратором сайта.
При изготовлении самолетов, кораблей (космических, морских, речных), автомобилей, строительстве сооружений разного назначения, производстве продукции машиностроительной, пищевой, энергетической и других отраслей промышленности, в ЖКХ используют металлические конструкции, которые свариваются разными способами. Они изготавливаются из углеродистых и легированных марок сталей, чугуна, меди, титана, алюминиевых сплавов и т. д. Каждый раз способ сварки металла конкретной марки и технология проведения выбираются в индивидуальном порядке. В первую очередь смотрят на химический состав, который производитель металлопроката и сортамента обязательно указывает в сопроводительной документации к каждой партии товара. Это позволило отнести любую из почти 700 марок сталей к той или иной группе по свариваемости.
Определение свариваемости и ее категории
Свариваемость сталей – способность получать при выбранном оборудовании и технологии проведения процесса качественное соединение частей изделия, соответствующее требованиям эксплуатации конечного продукта. Проще говоря, место соединения должно максимально приближаться к прочностным характеристикам свариваемой марки стали. Различают два вида свариваемости: физическую и технологическую. В первом случае получают соединение с химической связью, что характерно для чистых металлов и технических сплавов. Технологический вид свариваемости заключается в характеристике места соединения стальных заготовок после выполнения сварочного процесса. Шов и околошовная зона должны соответствовать свойствам, которые предъявляются к изделию, и быть надежными в течение всего срока эксплуатации.
На свариваемость оказывают влияние такие факторы:
- количество углерода, легирующих элементов и вредных примесей, имеющихся в марке стали в %;
- чувствительность металла к нагреву;
- химическая активность;
- склонность к окислительным процессам.
Совокупность факторов позволила марки сталей по свариваемости разделить на 4 группы: хорошо, удовлетворительно, ограниченно и плохо подлежащие сварочному процессу. Влияние оказывает и квалификация сварщика. Если человек – дилетант, то качество соединения будет очень низким.
Вид качественно выполненного сварного шва при соединении труб из высоколегированной стали:
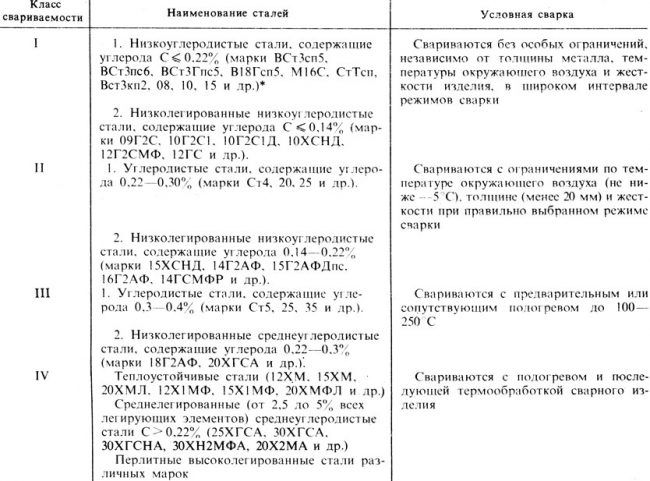
Характеристики групп некоторых марок сталей и нюансы проведения сварки указаны в таблице:
| Группа по свариваемости | Содержание углерода в %, | Содержание легирующих элементов в % | ГОСТ | Марка стали | Особенности проведения сварочного процесса |
|---|---|---|---|---|---|
| I (хорошо) | не более 0,2 | не более 2,5 | 380-94 | Ст1 ÷ Ст4 (сп, кп, пс) | Выполняется по технологии, не требующей дополнительных мероприятий на соответствующих толщине металла режимах |
| 803-81 | 10ЮА, 18 ЮА | ||||
| 977-88 | 15Л, 20Л, 25Л, 08ГДНФЛ, 2ДН2ФЛ, 13ХДНФТЛ | ||||
| 1050-88 | 08 ÷ 25 (пс, кп) | ||||
| 4041-71 | 25пс, 08Ю | ||||
| 4543-71 | 15Г ÷ 25Г, 10Г2, 16Х, 20Х, 12ХН, 15 ХА, 15 ХФ | ||||
| II (удовлетвори- тельно) |
0,2 ÷ 0,35 | 2,5 ÷ 10 | 380-94 | Ст5 (пс, сп) | При сваривании необходимо: — готовить кромки; — придерживаться режима сварки; — применять соответствующие флюсы и присадочные материалы. В некоторых случаях осуществлять подогрев до температуры 100 ÷ 200 0С с последующей термообработкой |
| 977-88 | 20ГЛ,20ГСЛ, 20ФЛ, 20Г1ФЛ, 20ДХЛ, 12ДХН1МФЛ | ||||
| 1050-88 | 30 | ||||
| 10702-78 | 20Г2С | ||||
| 19281-89 | 15Г2АФДпс, 16Г2АФД, 15Г2СФ, 15Г2СФД | ||||
| III (ограниченно) | 0,35 ÷ 0, 45 | 2,5 ÷ 10 | 977-88 | 35Л 40Л, 45Л,35ГЛ, 32Х06Л, 45ФЛ, 40ХЛ, 35ХГСЛ, 35НГМЛ, 20ХГСНДМЛ, 30ХГСФЛ, 23ХГС2МФЛ | Качество обеспечивается предварительным нагревом заготовок до температуры не выше 250 0С и проведением термической обработки после соединения по режиму, соответствующему марке стали |
| 1050-88 | 35, 40, 45 | ||||
| 4543-71 | 25ХГСА, 29ХН3А, 12Х2Н4А, 20Х2Н4А, 20ХН4А, 25ХГМ, 35Г, 35Г2, 35Х, 40Х, 33ХС, 38ХС, 30ХГТ, 30ХРА, 30ХГС, 30ХГСА, 35ХГСА, 25ХГНМТ, 30ХГНЗА, 20Х2Н4А | ||||
| 11268-76 | 12Х2НВФА | ||||
| IV (плохо) | выше 0,45 | выше 10 | 977-88 | 50Л, 55Л, 30ХНМЛ, 25Х2Г2ФЛ | Сварку выполняют с термообработкой до начала осуществления сварочного процесса, подогревом в процессе соединения и термообработкой после окончания сварки |
| 1055-88 | 50, 55 | ||||
| 1435-77 | У7 ÷ У13А | ||||
| 4543-71 | 50Г, 45Г2, 50Г2, 45Х, 40ХС, 50ХГ, 50ХГА, 50ХН, 55С2, 55С2А, 30ХГСН2А и др. | ||||
| 5950-2000 | 9Х, 9X1 | ||||
| 10702-78 | 38ХГНМ |
Таблица свариваемости позволяет, если известна марка металла, сразу отнести его к конкретной группе и исходя из этого грамотно подобрать режим и способ осуществления соединения. Низкоуглеродистые и низколегированные стали свариваются любыми видами сварки без каких-либо ограничений, остальные марки требуют дополнительных мероприятий, которые позволят выполнить соединение соответствующего качества.
Внимание! Сварка при температуре ниже -5 °C не должна выполняться: качество соединения будет невысоким.
Факторы, оказывающие влияние на процесс сварки
Факторы, которые оказывают влияние на получение качественного соединения: химический состав и содержание вредных компонентов в воздухе.
Содержание углерода в марке стали – это очень важный фактор. Без проблем соединяются металлы с содержанием элемента не выше 0,2%, при более высоком показателе качество ухудшается. В околошовной зоне возникают трещины как горячие, так и холодные.
Содержание серы в количествах, превышающих 0,045%, ведет к такому явлению, как красноломкость, т. е. возникновение горячих трещин.
Вредной примесью является и фосфор. Если его количество превышает 0,4%, то не избежать такого дефекта, как хладноломкость, т. е. охрупчивание структуры.
Содержание марганца в стали в количествах более 1,8% затрудняет сварку. Место соединения становится хрупким, и в нем возникают трещины из-за закалочных процессов.
Хром в повышенных количествах ухудшает коррозионную стойкость шовного соединения, особенно у сталей, которые не содержат никеля. Количество хрома ограничивается верхним пределом – 0,3%.
Стали с количеством кремния до 0,8% свариваются хорошо, при превышении этой величины текучесть увеличивается и свариваемость ухудшается.
Сталь, особенно при сварке ответственных конструкций, необходимо защищать от вредных компонентов, находящихся в воздухе: кислорода и водорода. Они приводят к возникновению трещин и пор в сварном шве. Защитит место соединения от окисления при соединении слой флюса или защитный газ.
Режим и способ ведения также оказывают влияние на свариваемость металлов. Особенно когда марка стали неизвестна. В этом случае ее определяют экспериментально. Для этого сначала сваривают образцы из тех заготовок, из которых будет в дальнейшем изготавливаться конструкция или изделие, и отрабатывают режим проведения сварочного процесса.
Просим поделиться опытом тех, кто соединял высоколегированные и высокоуглеродистые стали, стали с высокой технологической пластичностью, а также алюминиевые сплавы и получал качественное соединение. Заранее благодарны за предоставление ценной информации, которая многим пригодится.
Сталь – основной конструкционный материал, который представляет собой сплав железа с углеродом и разными примесями. Все элементы, которые входят в состав стальных изделий, оказывают влияние на ее характеристики (в частности, на свариваемость сталей).
Основные критерии, устанавливающие свариваемость
Главным показателем свариваемости является углеродный эквивалент, который обозначается, как Сэкв. Данный условный коэффициент учитывает уровень воздействия на свойства сварного шва карбона, легирующих компонентов.
Факторы, влияющие на свариваемость сталей:
- Толщина металлического образца
- Объем вредных примесей
- Условия окружающей среды
- Вместимость углерода
- Уровень легирования
- Микроструктура
Основным параметром для информации является химический состав материала.
Группы свариваемости
Учитывая все, выше перечисленные критерии, свариваемость можно подразделить на группы с различными свойствами.
Классификация металлов по свариваемости:
- Хорошая – коэффициент Сэкв составляет не менее 0,25 %– для изделий из низкоуглеродистых сталей, независимо от условий погоды, толщины изделия, предварительной подготовки.
- Удовлетворительная – коэффициент Сэкв находится в пределах 0,25-0,35 %. Ограничения: по диаметру свариваемого изделия, условиям природной среды. Толщина материала допускается не более 2 см, температура воздуха должна быть не ниже минус 5 градусов, безветренную погоду.
- Ограниченная – коэффициент Сэкв в пределах 0,350-0,45%. Для формирования высококачественного сварного соединения требуется предварительный подогрев материала. Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
- Плохая – коэффициент Сэкв порядка 45-ти % (стали 45). В данном случае невозможно обеспечить стабильность сварочного соединения без предварительного подогрева металлических кромок, термической обработки готовой конструкции. Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
Группы свариваемости предоставляют возможность понимать технологическую специфику сваривания железоуглеродистых сплавов конкретных марок.
Зависимо от категории, технологических параметров, свойства сварных соединений могут корректироваться последовательными температурными воздействиями. Термообработка может осуществляться несколькими способами: отпуск, закаливание, нормализация, отжиг. Наиболее востребованы закалка, отпуск. Подобные процедуры повышают твердость, соответственно прочность сварного соединения, предотвращают формирование трещин на материале, снимают напряжение. Показатель отпуска будет зависеть от желаемых характеристик материала.
Как влияют на свариваемость легирующие примеси?
Влияние главных легирующих элементов на свариваемость стали
- Фосфор, сера – вредоносные примеси. Содержание данных химических элементов для низкоуглеродистых сталей 0,4-0,5%.
- Углерод – важный компонент в составе сплавов, который определяет такие показатели, как закаливаемость, пластичность, прочность, другие свойства материала. Содержание углерода в пределах 0,25% не воздействует на качество сварки. Наличие более 0,25% данного хим. элемента способствует формированию закалочных соединений, зоны термического влияния, образуются трещины.
- Медь. Содержание меди как примеси не более 0,3%, как добавки для низколегированных сталей – пределах 0,15-0,50%, как легирующего компонента – не более одного процента. Медь улучшает коррозионную стойкость металла, при этом не ухудшает показатели качества сваривания.
- Марганец. Содержание марганца до одного процента не затрудняет сварочный процесс. Если марганца 1,8-2,5%, то не исключается образование закалочных структур, трещин, зоны термического влияния.
- Кремний. Этот химический элемент присутствует в металле как примесь — 0,30 процентов. Такое количество кремния не влияет на показатель качества соединения металлов. При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
- Никель, как и хром, присутствует в низкоуглеродистых сталях, его содержание составляет до 0,3%. В низколегированных металлах никеля может быть около 5%, высоколегированных – порядка 35 процентов. Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
- Хром. Количество данного компонента в низкоуглеродистых сталях ограничено до 0,3 процентов, его содержание в низколегированных металлах может быть в пределах 0,7-3,5%, легированных – 12-18 процентов, высоколегированных примерно 35%. В момент сваривания хром способствует формированию карбидов, значительно ухудшающих коррозионную устойчивость металла. Хром способствует формированию тугоплавких оксидов, которые негативно влияют на качество сварки.
- Молибден. Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
- Ванадий. Содержание этого элемент в легированных сталях может составлять от 0,2 до 0,8 процентов. Ванадий способствует повышению пластичности, вязкости металла, улучшает его структуру, повышает показатель прокаливаемости.
- Ниобий, титан. Данные химические компоненты содержатся в жаропрочных, коррозионно-стойких металлах, их концентрация составляет не более одного процента. Ниобий и титан понижают показатель чувствительности металлического сплава к межкристаллитной коррозии.
Свариваемость стали считается сравнительным показателем, зависящим от химического состава, физических характеристик, микроструктуры материала. При этом способность создавать высококачественные сварные соединения может корректироваться благодаря продуманному технологическому подходу, выполнения требований, предъявляемых к сварке, наличия современного спецоборудования.


Отправить ответ